Vous aimerez peut-être aussi
- Tecnologias, Processos e Metodologia de Solução de Problemas METALÚRGICA COBRE - Exercício em GrupoDocument7 pagesTecnologias, Processos e Metodologia de Solução de Problemas METALÚRGICA COBRE - Exercício em GrupoKelvin GabrielPas encore d'évaluation
- Caso 3 - XYZ2Document6 pagesCaso 3 - XYZ2Ulysses BahiaPas encore d'évaluation
- Proposta para Trabalhos de Remodelação e Apetrechamento Do Largo José Do Espírito Santo, Fase 1.cronograma Fisico FinanceiroDocument2 pagesProposta para Trabalhos de Remodelação e Apetrechamento Do Largo José Do Espírito Santo, Fase 1.cronograma Fisico FinanceiroValter PintoPas encore d'évaluation
- Planilha Nibo para Calculo de Honorarios ContabeisDocument8 pagesPlanilha Nibo para Calculo de Honorarios Contabeissousa sousaPas encore d'évaluation
- Planilha Nibo para Calculo de Honorarios ContabeisDocument8 pagesPlanilha Nibo para Calculo de Honorarios ContabeisEduardo PeixotoPas encore d'évaluation
- Eel505 1208Document1 pageEel505 1208Felipe SteinckPas encore d'évaluation
- Reparos estruturais em aeronaves: princípios básicosDocument15 pagesReparos estruturais em aeronaves: princípios básicosPhellipe CovetousPas encore d'évaluation
- Exercício Cálculo de FP EstimadoDocument6 pagesExercício Cálculo de FP EstimadoBruno TetaPas encore d'évaluation
- Projeto de Instalacoes EletricasDocument8 pagesProjeto de Instalacoes EletricasJulio MajorPas encore d'évaluation
- Caracterização da fazendaDocument38 pagesCaracterização da fazendaBruna MacielPas encore d'évaluation
- Ruan 5Document19 pagesRuan 5shaferhelioPas encore d'évaluation
- Planilha cálculo honoráriosDocument10 pagesPlanilha cálculo honoráriosDiogo Henrique CardosoPas encore d'évaluation
- Lista Explodida Roçadeira 143 R LLDocument35 pagesLista Explodida Roçadeira 143 R LLJonatasfuriatiPas encore d'évaluation
- HISTÓRICO DE DOSAGENS MASSA Construcola 2015 - Rept.Document48 pagesHISTÓRICO DE DOSAGENS MASSA Construcola 2015 - Rept.Edson Ferreira do NascimentoPas encore d'évaluation
- Ampliação reforma 2011-2012 controle financeiroDocument8 pagesAmpliação reforma 2011-2012 controle financeiroPavel AlvesPas encore d'évaluation
- Catálogo Técnico Cabos MT MVR90 Cobre e Aluminio - CABELAUTODocument20 pagesCatálogo Técnico Cabos MT MVR90 Cobre e Aluminio - CABELAUTOFrancisco E.Pas encore d'évaluation
- USINA ALTO ALEGRE capacidade carga estacaDocument3 pagesUSINA ALTO ALEGRE capacidade carga estacaRodrigo Batistela Da Conceição100% (1)
- ElétricaDocument1 pageElétricajef1982Pas encore d'évaluation
- Produção planeada de embalagensDocument75 pagesProdução planeada de embalagensNathaniel FernandesPas encore d'évaluation
- Indicadores - DashboardDocument7 pagesIndicadores - Dashboardedson silvaPas encore d'évaluation
- Engeval 1-3Document1 pageEngeval 1-3brunogfPas encore d'évaluation
- Defeitos de FundiçãoDocument36 pagesDefeitos de FundiçãoJOSE DANIEL RABELLO100% (1)
- Planilha HonoráriosDocument12 pagesPlanilha HonoráriosJoão MarceloPas encore d'évaluation
- Lista 1 - Modelagem de Problemas de Programacao Inteira 2017 1Document8 pagesLista 1 - Modelagem de Problemas de Programacao Inteira 2017 1Mônica MatschinskePas encore d'évaluation
- PQQ CSDocument5 pagesPQQ CSalexaga01Pas encore d'évaluation
- Catalogo Tecnico Cabelauto Cabos MT MVR105 e MVX90Document37 pagesCatalogo Tecnico Cabelauto Cabos MT MVR105 e MVX90Francisco E.Pas encore d'évaluation
- Cabo solar flexível 1,8kVDocument2 pagesCabo solar flexível 1,8kVMaécio CaetanoPas encore d'évaluation
- Reparo de unidade injetora Bosch UI E1 Freightliner ColumbiaDocument4 pagesReparo de unidade injetora Bosch UI E1 Freightliner ColumbiaEvans MagalhãesPas encore d'évaluation
- CaboDocument1 pageCaboJEWOLFPas encore d'évaluation
- PM 1846Document5 pagesPM 1846IvenPas encore d'évaluation
- Tractor Parts Distrib. de Auto Pecas LtdaDocument2 pagesTractor Parts Distrib. de Auto Pecas LtdaJorcyCarvalhoPas encore d'évaluation
- Prova 2 PCP Alex e GabrielDocument13 pagesProva 2 PCP Alex e GabrielGabriel AntunesPas encore d'évaluation
- Dimensões iluminação potência circuitos casaDocument2 pagesDimensões iluminação potência circuitos casaLeonardo KlismamPas encore d'évaluation
- CadernoExercicios2 - Resoluções 6 e 7Document8 pagesCadernoExercicios2 - Resoluções 6 e 7Beatriz RodriguesPas encore d'évaluation
- Conector Divisor de ColunaDocument1 pageConector Divisor de ColunaANTONI DUARTE DE ALENCARPas encore d'évaluation
- Trabalho 1 Modelagem 2015-2Document4 pagesTrabalho 1 Modelagem 2015-2Aline EliasPas encore d'évaluation
- Cronograma Detalhado SPCIDocument3 pagesCronograma Detalhado SPCIFabricio BarretoPas encore d'évaluation
- RCMP 118Document1 pageRCMP 118Thiago Barros dos SantosPas encore d'évaluation
- TRT2Document2 pagesTRT2IsraelPas encore d'évaluation
- Planilha de Cálculo - H01Document3 pagesPlanilha de Cálculo - H01Ruan Henrique ColomboPas encore d'évaluation
- ChuveiroDocument5 pagesChuveiroHumberto CostaPas encore d'évaluation
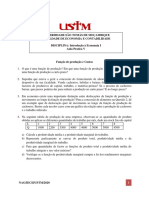
- Função produção, custos e equilíbrioDocument4 pagesFunção produção, custos e equilíbrioCeleste ArmandoPas encore d'évaluation
- Docs Habilit. Prop2 - Parte01Document152 pagesDocs Habilit. Prop2 - Parte01Gabriel José Afonso ArrudaPas encore d'évaluation
- Relação de acidentes de trabalho em julho de 2005Document43 pagesRelação de acidentes de trabalho em julho de 2005Ednaldo TavaresPas encore d'évaluation
- Análise nutricional de equivalênciaDocument3 pagesAnálise nutricional de equivalênciaLaiana SeveroPas encore d'évaluation
- Instalação e Manutenção Elétrica - Tabela de Corrente de Motores CADocument1 pageInstalação e Manutenção Elétrica - Tabela de Corrente de Motores CATony BonjorniPas encore d'évaluation
- Trabalho 01 - Estruturas de Concreto-Primeiro Entrega PDFDocument8 pagesTrabalho 01 - Estruturas de Concreto-Primeiro Entrega PDFRodrigo DavidPas encore d'évaluation
- ELGIN - Unidade Condensadora TU - SU - UC Abril 2020Document10 pagesELGIN - Unidade Condensadora TU - SU - UC Abril 2020Jefferson Nunes DamacenaPas encore d'évaluation
- Projeto de MecaDocument5 pagesProjeto de Mecalucas nichellattiPas encore d'évaluation
- Planilha de CircuitosDocument7 pagesPlanilha de CircuitosJosé Eduardo GuilhermePas encore d'évaluation
- Projeto Instalação Elétrica ResidencialDocument15 pagesProjeto Instalação Elétrica ResidencialSamuel VitorPas encore d'évaluation
- Exercício Nivelamento GeométricoDocument10 pagesExercício Nivelamento GeométricoMaria GomesPas encore d'évaluation
- Orçamento de Laje TreinoDocument7 pagesOrçamento de Laje TreinomoussadutraPas encore d'évaluation
- Anel Elastico Grupo06Document1 pageAnel Elastico Grupo06Brunomartinezsk2Pas encore d'évaluation
- Especificação técnica de alvenaria estruturalDocument34 pagesEspecificação técnica de alvenaria estruturalJosé PicançoPas encore d'évaluation
- Catálogo de peças para Tritton 3.000 e 3.000 TurboDocument51 pagesCatálogo de peças para Tritton 3.000 e 3.000 TurboNayara EllenPas encore d'évaluation
- Atividade 2 Avaliativa OkDocument2 pagesAtividade 2 Avaliativa Okeloisa yslaPas encore d'évaluation
- Desenvolvendo Um Supervisório Em Vb Com Gauge Angular Para Monitoramento De Gaussímetro Programado No ArduinoD'EverandDesenvolvendo Um Supervisório Em Vb Com Gauge Angular Para Monitoramento De Gaussímetro Programado No ArduinoPas encore d'évaluation
- Medindo O Valor De Pico De Decibelímetro Programado Em Arduino No Stm8D'EverandMedindo O Valor De Pico De Decibelímetro Programado Em Arduino No Stm8Pas encore d'évaluation
- SAP Codigos de Transacao HRDocument3 pagesSAP Codigos de Transacao HRAline Fernandes0% (1)
- Catálogo de Peças Power Jet BTDocument352 pagesCatálogo de Peças Power Jet BTDiego da Silva BorgesPas encore d'évaluation
- Tradução EA-4 - 16Document9 pagesTradução EA-4 - 16dani_manluPas encore d'évaluation
- Python IntroduçãoDocument180 pagesPython IntroduçãoVictóriaZanetti0% (1)
- Contrato educacionalDocument4 pagesContrato educacionalFabiano PessanhaPas encore d'évaluation
- Firebird x MySQL: Parceiros ou ConcorrentesDocument11 pagesFirebird x MySQL: Parceiros ou Concorrentesdedeu_17Pas encore d'évaluation
- Alan Nunes Amaral - ObraDocument2 pagesAlan Nunes Amaral - ObraLan DelongePas encore d'évaluation
- SC 400 Mpi Pni Web 93169Document2 pagesSC 400 Mpi Pni Web 93169Engenharia SematexPas encore d'évaluation
- EC-804 Estruturas Metálicas I - Exercícios de FlexãoDocument4 pagesEC-804 Estruturas Metálicas I - Exercícios de FlexãoLucas AntonioPas encore d'évaluation
- Letricidade Veicular PDFDocument196 pagesLetricidade Veicular PDFwysantos100% (1)
- População em CrescimentoDocument15 pagesPopulação em CrescimentoWendson Lima RodriguesPas encore d'évaluation
- Falhas Volvo FMXDocument112 pagesFalhas Volvo FMXalexandre patrocinio67% (3)
- Chefiar Equipas em Acidentes MultivítimasDocument8 pagesChefiar Equipas em Acidentes MultivítimasHugo PicotezPas encore d'évaluation
- Apresentação NPJ DigitalDocument10 pagesApresentação NPJ DigitalGrasi MelloPas encore d'évaluation
- Bege e Laranja Montagem Refinada Cuidados Com A Pele Passo A Passo Story para InstagramDocument1 pageBege e Laranja Montagem Refinada Cuidados Com A Pele Passo A Passo Story para InstagramKátia FeitosaPas encore d'évaluation
- Compra de Bens e ConsumoDocument21 pagesCompra de Bens e ConsumoGioconda100% (1)
- Guia Relacre 8Document23 pagesGuia Relacre 8Carlos Ernesto NataliPas encore d'évaluation
- Guia de segurança para xilenoDocument7 pagesGuia de segurança para xilenoromizziPas encore d'évaluation
- Psicologia e Neurociência PDFDocument9 pagesPsicologia e Neurociência PDFmaikonchaiderPas encore d'évaluation
- Aplicações de conjuntos para determinar número de elementosDocument3 pagesAplicações de conjuntos para determinar número de elementosRamom MouraPas encore d'évaluation
- Sistema de ensino presencial conectadoDocument7 pagesSistema de ensino presencial conectadoCarolina Baraky BrederPas encore d'évaluation
- Tarefa 1 RespondidaDocument4 pagesTarefa 1 RespondidaQuintino Gaia100% (1)
- Catálogo Correias Tratores 2011-1Document28 pagesCatálogo Correias Tratores 2011-1Luís Fernando OliveiraPas encore d'évaluation
- Classificação OrçamentáriaDocument239 pagesClassificação OrçamentáriaMarquinho MouraPas encore d'évaluation
- Organic farms in ArgentinaDocument18 pagesOrganic farms in ArgentinaNehuen MapuPas encore d'évaluation
- ANÁLISE DE RISCO PARA CONSTRUÇÃO DE PRÉDIODocument8 pagesANÁLISE DE RISCO PARA CONSTRUÇÃO DE PRÉDIORosi Rodrigues100% (1)
- MF 5310Document775 pagesMF 5310Humberto Ramirez Balmori100% (8)
- Electrolux LTE07Document3 pagesElectrolux LTE07Pedro De Leon LimaPas encore d'évaluation
- Manual Eletrônico W7655Document88 pagesManual Eletrônico W7655João Victor R. FreirePas encore d'évaluation
- Interfaces Transportes Passageiros (Brochura) (Imtt - 2011)Document37 pagesInterfaces Transportes Passageiros (Brochura) (Imtt - 2011)Rui M. C. PimentaPas encore d'évaluation