Vous aimerez peut-être aussi
- Rehabilitation of Concrete Structures with Fiber-Reinforced PolymerD'EverandRehabilitation of Concrete Structures with Fiber-Reinforced PolymerPas encore d'évaluation
- Carbon Fiber For CablesDocument12 pagesCarbon Fiber For CablesAyman ShamaPas encore d'évaluation
- Composites Science and TechnologyDocument7 pagesComposites Science and TechnologyZhiwei ZhangPas encore d'évaluation
- Thesis On Carbon FiberDocument10 pagesThesis On Carbon Fiberbrendapotterreno100% (2)
- Flexural Behaviour of RC Beams Wrapped With Hybrid Fiber Reinforced Polymer Under Static LoadingDocument5 pagesFlexural Behaviour of RC Beams Wrapped With Hybrid Fiber Reinforced Polymer Under Static LoadingDr NNHPas encore d'évaluation
- 1 s2.0 S0264127515307747 MainDocument12 pages1 s2.0 S0264127515307747 Mainj.riquelme16Pas encore d'évaluation
- Three Point Bending Test and Finite Element Analysis 20110103howDocument8 pagesThree Point Bending Test and Finite Element Analysis 20110103howDanielPas encore d'évaluation
- Behavior of Reinforced Concrete T-Beams Strengthened in Shear Using Closed Carbon Fiber-Reinforced Polymer Stirrups Made of Laminates and RopesDocument1 pageBehavior of Reinforced Concrete T-Beams Strengthened in Shear Using Closed Carbon Fiber-Reinforced Polymer Stirrups Made of Laminates and Ropesahmedwaleed9711Pas encore d'évaluation
- Attahu 2022 IOP Conf. Ser. Mater. Sci. Eng. 1225 012005Document13 pagesAttahu 2022 IOP Conf. Ser. Mater. Sci. Eng. 1225 012005İsmail KoçPas encore d'évaluation
- Retrofittng of Reinforced Concrete Beams Using GFRP OverlaysDocument17 pagesRetrofittng of Reinforced Concrete Beams Using GFRP OverlaysIAEME PublicationPas encore d'évaluation
- Ply Orientation of Carbon Fiber ReinforcDocument3 pagesPly Orientation of Carbon Fiber ReinforcTopstar2Pas encore d'évaluation
- 2010-Kalfat-Investigation Into Bond Behaviour of A New CFRP Anchorage SystemDocument9 pages2010-Kalfat-Investigation Into Bond Behaviour of A New CFRP Anchorage SystemTigon Vo NgocPas encore d'évaluation
- Prediction of Flexural Capacity of RC Beams StrengDocument11 pagesPrediction of Flexural Capacity of RC Beams StrengysrerbsPas encore d'évaluation
- Evaluation of Sandwich Panels With Various Polyurethane Foam-Cores and RibsDocument15 pagesEvaluation of Sandwich Panels With Various Polyurethane Foam-Cores and RibsJesûs FreîrePas encore d'évaluation
- 05 GhanimA - kashwaniAdilK.al TamimiRamiAntounHawilehandJamalA - AbdallaDocument8 pages05 GhanimA - kashwaniAdilK.al TamimiRamiAntounHawilehandJamalA - AbdallaSājä Al MallakPas encore d'évaluation
- 1 s2.0 S2214785322074636 MainDocument7 pages1 s2.0 S2214785322074636 MainjeroldscdPas encore d'évaluation
- Thermoplastic GFRP For Reinforced and Prestressed Concrete: April 2021Document9 pagesThermoplastic GFRP For Reinforced and Prestressed Concrete: April 2021DineshPas encore d'évaluation
- Experimental Study of The Mechanical Behavior of FRP-reinforced Concrete Canvas PanelsDocument9 pagesExperimental Study of The Mechanical Behavior of FRP-reinforced Concrete Canvas PanelsJino LegastoPas encore d'évaluation
- 1 s2.0 S1359835X2030333X MainDocument9 pages1 s2.0 S1359835X2030333X MainMak ALPas encore d'évaluation
- Composites: Part A: Yi Wan, Jun TakahashiDocument11 pagesComposites: Part A: Yi Wan, Jun TakahashiKaranveer DubeyPas encore d'évaluation
- A Review On Fabrication Techniques and Tensile Properties of Glass, Carbon, and Kevlar Fiber Reinforced Prolymer CompositeDocument30 pagesA Review On Fabrication Techniques and Tensile Properties of Glass, Carbon, and Kevlar Fiber Reinforced Prolymer Compositerahul reddyPas encore d'évaluation
- 1 s2.0 S2351978916301512 MainDocument11 pages1 s2.0 S2351978916301512 MaintrikicncPas encore d'évaluation
- Composites Part B: Ibrahim Fadil SoykokDocument10 pagesComposites Part B: Ibrahim Fadil SoykokHannan yusuf KhanPas encore d'évaluation
- Materials and Design: Ana M. Girão Coelho, J. Toby MottramDocument22 pagesMaterials and Design: Ana M. Girão Coelho, J. Toby MottramErick WarnePas encore d'évaluation
- Chen 2015 IOP Conf. Ser.: Mater. Sci. Eng. 87 012030 PDFDocument7 pagesChen 2015 IOP Conf. Ser.: Mater. Sci. Eng. 87 012030 PDFSHEIKH HarisPas encore d'évaluation
- Shear and Flexural Strengthening in RC Beams Using FRP: D.Preetam Prem RajDocument9 pagesShear and Flexural Strengthening in RC Beams Using FRP: D.Preetam Prem RajAkhilesh B.MPas encore d'évaluation
- CFRP DynamiccharacteristicsofahoneycombsandwichDocument111 pagesCFRP Dynamiccharacteristicsofahoneycombsandwichkathiravan iPas encore d'évaluation
- Materials Today: Proceedings: T. Keerthi Vasan, S.M. Shibi, C.K. TamilselvanDocument7 pagesMaterials Today: Proceedings: T. Keerthi Vasan, S.M. Shibi, C.K. TamilselvanSafia AmahmidPas encore d'évaluation
- Modling Slit Tape Buckling During Automated Prepreg ManufacturingDocument9 pagesModling Slit Tape Buckling During Automated Prepreg Manufacturingpopmart21Pas encore d'évaluation
- Analysis of Flexural Behaviour of Reinfo PDFDocument9 pagesAnalysis of Flexural Behaviour of Reinfo PDFGhassan ZeinPas encore d'évaluation
- Effects of Processing Parameters of Infrared Based Automated F 2023 CompositDocument11 pagesEffects of Processing Parameters of Infrared Based Automated F 2023 CompositGUANCI ZHUPas encore d'évaluation
- Finite Element Analysis of Fiber Reinforced Polymer (FRP) Bridge Deck StructuresDocument9 pagesFinite Element Analysis of Fiber Reinforced Polymer (FRP) Bridge Deck StructuresVietnhut PhanPas encore d'évaluation
- An E-Glass/Polyester FRP, TAUFIQ-Girder: Load-Deflections Relationship and Its Hyperelastic Behaviour Under Flexural LoadsDocument10 pagesAn E-Glass/Polyester FRP, TAUFIQ-Girder: Load-Deflections Relationship and Its Hyperelastic Behaviour Under Flexural LoadstaufiqrochmPas encore d'évaluation
- Investigation of Bending Properties On Carbon Fiber Reinforced Polymer Matrix Composites Used For Micro Wind Turbine BladesDocument7 pagesInvestigation of Bending Properties On Carbon Fiber Reinforced Polymer Matrix Composites Used For Micro Wind Turbine BladesAhmed ismailPas encore d'évaluation
- J Matpr 2020 07 665Document7 pagesJ Matpr 2020 07 665atul bhagatPas encore d'évaluation
- Experimental Study On Behaviour of RC T-Beam StrenDocument6 pagesExperimental Study On Behaviour of RC T-Beam Strenshaik saifulla lPas encore d'évaluation
- Carbon 1Document6 pagesCarbon 1udaykiran_iitkgpPas encore d'évaluation
- The Application of Carbon Fibre Reinforced Polymer (CFRP) Cables in Civil Engineering StructuresDocument5 pagesThe Application of Carbon Fibre Reinforced Polymer (CFRP) Cables in Civil Engineering StructuresKarthik SNPas encore d'évaluation
- Design Overview For Strength PDFDocument12 pagesDesign Overview For Strength PDFAnonymous I8nZsDqlmhPas encore d'évaluation
- Materials: Improved Strength and Toughness of Carbon Woven Fabric Composites With Functionalized MwcntsDocument18 pagesMaterials: Improved Strength and Toughness of Carbon Woven Fabric Composites With Functionalized Mwcntsarash125Pas encore d'évaluation
- Reinforcement of Reinforced Concrete Beams Using CFRP and GFRPDocument8 pagesReinforcement of Reinforced Concrete Beams Using CFRP and GFRPEditor IJTSRDPas encore d'évaluation
- Polymers: Experimental and Numerical Study of Adhesively and Bolted Connections of Pultruded GFRP I-Shape ProfilesDocument19 pagesPolymers: Experimental and Numerical Study of Adhesively and Bolted Connections of Pultruded GFRP I-Shape ProfilesArga IrvanPas encore d'évaluation
- Polyester Composites Reinforced With NonDocument11 pagesPolyester Composites Reinforced With NonbaktiabijunaPas encore d'évaluation
- Composites: Part A: Xiaoyong Tian, Tengfei Liu, Chuncheng Yang, Qingrui Wang, Dichen LiDocument8 pagesComposites: Part A: Xiaoyong Tian, Tengfei Liu, Chuncheng Yang, Qingrui Wang, Dichen LiMario MarquezPas encore d'évaluation
- Composites Part B: K. Naresh, K. Shankar, R. VelmuruganDocument16 pagesComposites Part B: K. Naresh, K. Shankar, R. VelmuruganPavan Kumar ArigiPas encore d'évaluation
- Adtya SynopsisDocument27 pagesAdtya SynopsisCH 09 Dileep KumarPas encore d'évaluation
- Goh 2018Document46 pagesGoh 2018Anthi ChayankzqmhuPas encore d'évaluation
- Study and Mechanical Testing of Fiber Re f2994962Document2 pagesStudy and Mechanical Testing of Fiber Re f2994962umar syarahilPas encore d'évaluation
- IJETR2204Document2 pagesIJETR2204anil kasotPas encore d'évaluation
- ReportDocument21 pagesReportA MusicloverPas encore d'évaluation
- Carbon Fibre Reinforced RodsDocument7 pagesCarbon Fibre Reinforced RodsKiran KoshyPas encore d'évaluation
- Effective and Economical Use of FRP For The Precast Concrete IndustryDocument4 pagesEffective and Economical Use of FRP For The Precast Concrete IndustryVengatesh HariPas encore d'évaluation
- CFRP Strengthening of Steel Beams With Web Openings: October 2017Document13 pagesCFRP Strengthening of Steel Beams With Web Openings: October 2017Muhammad MalikPas encore d'évaluation
- Carbon-Fiber-reinforced Polymer - Wikipedia, The Free EncyclopediaDocument9 pagesCarbon-Fiber-reinforced Polymer - Wikipedia, The Free Encyclopediask211me1158Pas encore d'évaluation
- Munro 1988Document8 pagesMunro 1988MOSTAFA MOHSENPas encore d'évaluation
- A Review On NSM-CFRP Technique Using in Shear Strengthening of RC Deep BeamsDocument18 pagesA Review On NSM-CFRP Technique Using in Shear Strengthening of RC Deep Beamsbassem kooliPas encore d'évaluation
- Article 1Document16 pagesArticle 1ahmed titoPas encore d'évaluation
- Pantelakis 2013Document10 pagesPantelakis 2013kvs ptpPas encore d'évaluation
- Literature ReviewDocument11 pagesLiterature ReviewDeth Hem0% (1)
- Sciencedirect: Optimization of Friction Stir Welding of ThermoplasticsDocument6 pagesSciencedirect: Optimization of Friction Stir Welding of ThermoplasticsYineth PinzonPas encore d'évaluation
- AppendixDocument16 pagesAppendixAniketGunjalPas encore d'évaluation
- Surface Roughness TesterDocument8 pagesSurface Roughness TesterAniketGunjalPas encore d'évaluation
- Aqua Silencer PDFDocument28 pagesAqua Silencer PDFAniketGunjal89% (44)
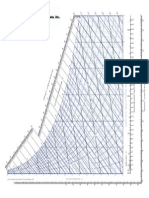
- Psychrometric ChartDocument1 pagePsychrometric ChartAniketGunjalPas encore d'évaluation
- Pile Design - 15m Length: Calculation of Stiffness FactorsDocument3 pagesPile Design - 15m Length: Calculation of Stiffness Factorskrishna kumarPas encore d'évaluation
- CE6306 Strength of Materials (SOM)Document127 pagesCE6306 Strength of Materials (SOM)goldencometPas encore d'évaluation
- EN1993 - Benchmarks SCIA PDFDocument212 pagesEN1993 - Benchmarks SCIA PDFAnonymous 19QCaJPas encore d'évaluation
- Behaviour of Lateritic Soil Stabilized With Arecanut Coir For PavementsDocument38 pagesBehaviour of Lateritic Soil Stabilized With Arecanut Coir For PavementsGeorge JhonPas encore d'évaluation
- High Strength Reinforcement in Ordinary Reinforced and Fibre Reinforced Cement Composite Light Weight Concrete BramsDocument283 pagesHigh Strength Reinforcement in Ordinary Reinforced and Fibre Reinforced Cement Composite Light Weight Concrete Bramsab8ccw5288Pas encore d'évaluation
- Cam ClayDocument15 pagesCam ClayRico BartolomePas encore d'évaluation
- 1 Scope: Prcen/Ts 13001-3-3:2007 (E)Document18 pages1 Scope: Prcen/Ts 13001-3-3:2007 (E)NAVNEET KUMAR0% (1)
- DDRCS Project IS Codes-1Document3 pagesDDRCS Project IS Codes-1Devendra SharmaPas encore d'évaluation
- 2 Lec-2Document26 pages2 Lec-2Shakeeb KhanPas encore d'évaluation
- Parallel Flange Channels (PFC), Section Properties Dimensions & PropertiesDocument8 pagesParallel Flange Channels (PFC), Section Properties Dimensions & PropertiesKevin Lekhraj HurreeramPas encore d'évaluation
- Wrinkling Limit in Tube Bending: Xi Wang Jian CaoDocument6 pagesWrinkling Limit in Tube Bending: Xi Wang Jian CaoYavuz KeskinPas encore d'évaluation
- Sample Calculation For Igu: Since: Q' Therefore Glass Is Adequate Strengthwise! LRDocument5 pagesSample Calculation For Igu: Since: Q' Therefore Glass Is Adequate Strengthwise! LRlayaljamal2Pas encore d'évaluation
- Mechanics Od Deformable BodiesDocument6 pagesMechanics Od Deformable BodiesCarlito PantalunanPas encore d'évaluation
- 4 - 1 Shallow FoundationsDocument230 pages4 - 1 Shallow FoundationsAnonymous Vx9KTkM8nPas encore d'évaluation
- KHASHINDocument9 pagesKHASHINMario JacobsonPas encore d'évaluation
- 82-04 Basic Tools of Reinforced Concrete Beam DesignDocument11 pages82-04 Basic Tools of Reinforced Concrete Beam DesignChetan B Arkasali100% (2)
- LEC05 Designing With GeosyntheticsDocument23 pagesLEC05 Designing With GeosyntheticsadrianPas encore d'évaluation
- Folding Causes - Engineering Geology Questions and Answers - SanfoundryDocument3 pagesFolding Causes - Engineering Geology Questions and Answers - SanfoundryMadhankumar LakshmipathyPas encore d'évaluation
- Design Calculations MalidduwaDocument72 pagesDesign Calculations MalidduwaUmesg100% (1)
- Manual FiberlineDocument326 pagesManual FiberlineScribdakiottoPas encore d'évaluation
- 800 PDFDocument155 pages800 PDFdnageshm4n244Pas encore d'évaluation
- Nptel For Beam & ShellDocument10 pagesNptel For Beam & ShellmukeshmystPas encore d'évaluation
- Design of Beam-Aci-11-01-05Document23 pagesDesign of Beam-Aci-11-01-05aomareltayeb100% (1)
- Design and Analysis of Flat SlabDocument43 pagesDesign and Analysis of Flat Slabarun_angshuPas encore d'évaluation
- GSA Nonlinear Training Course NotesDocument47 pagesGSA Nonlinear Training Course NotesMahmoud Moustafa ElnegihiPas encore d'évaluation
- Sand Aging Field Study PDFDocument12 pagesSand Aging Field Study PDFKen LiewPas encore d'évaluation
- ME302: Materials Mechanics: Chap. 3 Mechanical Properties of MaterialsDocument20 pagesME302: Materials Mechanics: Chap. 3 Mechanical Properties of MaterialsMat MatttPas encore d'évaluation
- Plane Stress & Plane Strain ExampleDocument13 pagesPlane Stress & Plane Strain Exampleeplim60Pas encore d'évaluation
- Plate GirderDocument7 pagesPlate GirderAnonymous sfkedkymPas encore d'évaluation
- NORPLAN Tanzania Geotechnical EngineerigDocument20 pagesNORPLAN Tanzania Geotechnical EngineerigAnicet VincentPas encore d'évaluation