Vous aimerez peut-être aussi
- Investigation of Premature Failure of Coal Boiler Superheater TubeDocument10 pagesInvestigation of Premature Failure of Coal Boiler Superheater TubefaiqPas encore d'évaluation
- Failed Reheater Showing Thin Lipped RuptureDocument4 pagesFailed Reheater Showing Thin Lipped Rupturefernandosimic96Pas encore d'évaluation
- Failure Analysis of Superheat Tube 2.25Cr-1Mo in Biomass Power PlantDocument7 pagesFailure Analysis of Superheat Tube 2.25Cr-1Mo in Biomass Power Plantfernandosimic96Pas encore d'évaluation
- Jurnal Kelompok 1Document10 pagesJurnal Kelompok 1Agy RandhikoPas encore d'évaluation
- A Failure Analysis and Remaining Life AsDocument6 pagesA Failure Analysis and Remaining Life AsPrimawati RahmaniyahPas encore d'évaluation
- Failure Investigation of Super Heater Tubes of CoaDocument24 pagesFailure Investigation of Super Heater Tubes of CoaMahsaPas encore d'évaluation
- Prediction of Oxide Scale Growth in Superheater and Reheater TubesDocument8 pagesPrediction of Oxide Scale Growth in Superheater and Reheater TubesMas ZuhadPas encore d'évaluation
- Failure Analysis Furnace Radiant TubesDocument13 pagesFailure Analysis Furnace Radiant Tubesjohan garciaPas encore d'évaluation
- Causes of Massive Tube Failure in an Ethylene Cracking FurnaceDocument18 pagesCauses of Massive Tube Failure in an Ethylene Cracking FurnaceCHONKARN CHIABLAMPas encore d'évaluation
- Decarb Report (Mate Junior Series)Document10 pagesDecarb Report (Mate Junior Series)Dillon LynchPas encore d'évaluation
- IJCRT2102030Document14 pagesIJCRT2102030Biraj SahooPas encore d'évaluation
- Optimizing Hot Dip Galvanizing Operations of Steel Sheets For Better QualityDocument7 pagesOptimizing Hot Dip Galvanizing Operations of Steel Sheets For Better QualitykhurshedlakhoPas encore d'évaluation
- Root Cause Failure Analysis of A Division Wall Superheater Tube of A Coal-Fired Power StationDocument5 pagesRoot Cause Failure Analysis of A Division Wall Superheater Tube of A Coal-Fired Power StationPeerasak ArunPas encore d'évaluation
- Case Studies in Engineering Failure Analysis: A.K. Pramanick, G. Das, S.K. Das, M. GhoshDocument10 pagesCase Studies in Engineering Failure Analysis: A.K. Pramanick, G. Das, S.K. Das, M. GhoshSushil KumarPas encore d'évaluation
- Failure Case StudiesDocument28 pagesFailure Case StudiesBharat KhandekarPas encore d'évaluation
- Pitting and Stress Corrosion Cracking in Welded 304 Stainless Steel PipeDocument7 pagesPitting and Stress Corrosion Cracking in Welded 304 Stainless Steel PipeGina BerríoPas encore d'évaluation
- Explosive Spalling of Normal Strength Concrete Slabs Subjected To Severe FireDocument15 pagesExplosive Spalling of Normal Strength Concrete Slabs Subjected To Severe FiretarunkauPas encore d'évaluation
- Effect of Heat Treatment On Filiform Corrosion of Aluminum Alloy AA3005Document17 pagesEffect of Heat Treatment On Filiform Corrosion of Aluminum Alloy AA3005Justin DixonPas encore d'évaluation
- Failure of Ethylene Furnace Outlet Transfer Line Due To OverheatingDocument8 pagesFailure of Ethylene Furnace Outlet Transfer Line Due To OverheatingRonald MesinaPas encore d'évaluation
- ISTP Fudhail Rev4 ISTPfinalDocument7 pagesISTP Fudhail Rev4 ISTPfinalHERDI SUTANTOPas encore d'évaluation
- Pourmohammad 2019Document11 pagesPourmohammad 2019CHONKARN CHIABLAMPas encore d'évaluation
- Coimbatore Institute of Engineering and Technology COIMBATORE-641 109 Internal Test-IDocument2 pagesCoimbatore Institute of Engineering and Technology COIMBATORE-641 109 Internal Test-IvsureshkannanmsecPas encore d'évaluation
- Analysis of Cracking Causes of P91 Welding Seam ofDocument8 pagesAnalysis of Cracking Causes of P91 Welding Seam ofKin Lai KongPas encore d'évaluation
- Zinc Coating Thickness Effects On Hot Dip Galvanized Steel Corrosion Rates at A Severe Marine SiteDocument7 pagesZinc Coating Thickness Effects On Hot Dip Galvanized Steel Corrosion Rates at A Severe Marine Sitepbp2956100% (1)
- Effect of Sensitization On Microhardness and Corrosion Resistance of Austenitic Stainless SteelDocument4 pagesEffect of Sensitization On Microhardness and Corrosion Resistance of Austenitic Stainless SteelIJOCAASPas encore d'évaluation
- Understanding Blast Furnace Hearth Wall Temperatures To Support Operational/Maintenance DecisionsDocument8 pagesUnderstanding Blast Furnace Hearth Wall Temperatures To Support Operational/Maintenance DecisionsJJPas encore d'évaluation
- Residual Life Assessment and Failure of The BoilerDocument21 pagesResidual Life Assessment and Failure of The BoilernagasureshPas encore d'évaluation
- Analysis of A Failed Primary Superheater Tube and Life Assessment in A Coal-Fired PowerplantDocument5 pagesAnalysis of A Failed Primary Superheater Tube and Life Assessment in A Coal-Fired PowerplantMarcus BaltesPas encore d'évaluation
- ABLATION CASTING OF THIN-WALL DUCTILE IRONDocument12 pagesABLATION CASTING OF THIN-WALL DUCTILE IRONsalar dadashPas encore d'évaluation
- Ojay 1ST Publication PDFDocument16 pagesOjay 1ST Publication PDFvenkatrangan2003Pas encore d'évaluation
- 2015 Consideraciones para Metalográfico Observación de La Corrosión Intergranular en Aleación Tubos Del Generador de Vapor 600Document17 pages2015 Consideraciones para Metalográfico Observación de La Corrosión Intergranular en Aleación Tubos Del Generador de Vapor 600JeanPierCajasSocualayaPas encore d'évaluation
- Effects of Heating Durations On Normal Concrete ReDocument8 pagesEffects of Heating Durations On Normal Concrete RebozarromegustaPas encore d'évaluation
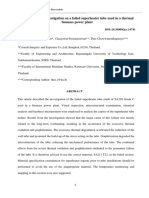
- A Metallurgical Investigation On A Failed Superheater Tube Used in A Thermal Biomass Power PlantDocument15 pagesA Metallurgical Investigation On A Failed Superheater Tube Used in A Thermal Biomass Power PlantThanhluan NguyenPas encore d'évaluation
- Effect of carburizing via current heating on AISI 1020 steel microstructureDocument9 pagesEffect of carburizing via current heating on AISI 1020 steel microstructureChessterPas encore d'évaluation
- Billet Internal Cracks InvestigationDocument11 pagesBillet Internal Cracks InvestigationafzalPas encore d'évaluation
- NDT Characterization of Decarburization of Steel After Long-Time AnnealingDocument9 pagesNDT Characterization of Decarburization of Steel After Long-Time AnnealingSHUBHPas encore d'évaluation
- Protective Coatings From Ultra Fine DiamondDocument5 pagesProtective Coatings From Ultra Fine DiamondMarcio C GarciaPas encore d'évaluation
- Analysis of The Causes of The Cracking of Tube Bundles of 316L Stainless Steel Shell-and-Tube Heat ExchangerDocument10 pagesAnalysis of The Causes of The Cracking of Tube Bundles of 316L Stainless Steel Shell-and-Tube Heat ExchangerRodrigo de Souza RochaPas encore d'évaluation
- 16trans IIM-2010 PDFDocument4 pages16trans IIM-2010 PDFRajaSekarPas encore d'évaluation
- Engineering Failure Analysis: Nam-Hyuck Lee, Sin Kim, Byung-Hak Choe, Kee-Bong Yoon, Dong-Il KwonDocument5 pagesEngineering Failure Analysis: Nam-Hyuck Lee, Sin Kim, Byung-Hak Choe, Kee-Bong Yoon, Dong-Il KwonAnand VarmaPas encore d'évaluation
- Swes v08 I1 PP 3 6Document4 pagesSwes v08 I1 PP 3 6ashav patelPas encore d'évaluation
- Effect of Flame Hardening On High CarbonDocument4 pagesEffect of Flame Hardening On High CarbonDivik PatrePas encore d'évaluation
- Boiler Tubes Failures - A Compendium of Case StudiesDocument5 pagesBoiler Tubes Failures - A Compendium of Case Studieslbracho333Pas encore d'évaluation
- Seminar On Durability and Lifecycle Evaluation of Concrete Structures-2006Document9 pagesSeminar On Durability and Lifecycle Evaluation of Concrete Structures-2006AsanPas encore d'évaluation
- Effect Casting Conditions Melt Quality JMat Proc Technol 2007 AluminioDocument7 pagesEffect Casting Conditions Melt Quality JMat Proc Technol 2007 Aluminiopaola montserrat flores moralesPas encore d'évaluation
- EPRI Atlas of Steamside Oxide ObservationsDocument12 pagesEPRI Atlas of Steamside Oxide Observationsekrem turan100% (2)
- Failure Analysis On Abnormal Leakage of Shell and Tube HeatDocument14 pagesFailure Analysis On Abnormal Leakage of Shell and Tube Heatadityamunthe93Pas encore d'évaluation
- Kay Ali 2015Document6 pagesKay Ali 2015João Paulo Moreira Santos BarbosaPas encore d'évaluation
- Overheat Induced Failure of A Steel Tube in An Electric Arc Furnace (EAF) Cooling SystemDocument7 pagesOverheat Induced Failure of A Steel Tube in An Electric Arc Furnace (EAF) Cooling SystemArif Ockta100% (1)
- EPRI Sootblower WDocument13 pagesEPRI Sootblower WSiva KumarPas encore d'évaluation
- Proteção CatódicaDocument5 pagesProteção CatódicaCarlos SandinoPas encore d'évaluation
- Effect of Temperature On Corrosion of Furnace Walls in A Waste Wood Fired BoilerDocument9 pagesEffect of Temperature On Corrosion of Furnace Walls in A Waste Wood Fired BoilerEDUARDO ANDRE RIOS ROJASPas encore d'évaluation
- Creep Failures of Overheated Boiler TubesDocument21 pagesCreep Failures of Overheated Boiler TubesKailas GophanePas encore d'évaluation
- Remaining Life Assessment of Service Exposed Reheater and Superheater Tubes in A Boiler of A Thermal Power PlantDocument13 pagesRemaining Life Assessment of Service Exposed Reheater and Superheater Tubes in A Boiler of A Thermal Power PlantArdhi Angga SPas encore d'évaluation
- Assessment of Blast Furnace Behaviour Through Softening-Melting TestDocument10 pagesAssessment of Blast Furnace Behaviour Through Softening-Melting TestvidhyasagarPas encore d'évaluation
- Nitriding Problems On Rolled Rings Made of 42crmo4: MemorieDocument6 pagesNitriding Problems On Rolled Rings Made of 42crmo4: MemoriebcachPas encore d'évaluation
- EPRI Sootblower PPDocument21 pagesEPRI Sootblower PPJackSparrow86Pas encore d'évaluation
- Rheology and Metal Forming of Fire-Refined CopperDocument6 pagesRheology and Metal Forming of Fire-Refined CoppervitordeletePas encore d'évaluation
- Advanced Materials '93: Ceramics, Powders, Corrosion and Advanced ProcessingD'EverandAdvanced Materials '93: Ceramics, Powders, Corrosion and Advanced ProcessingShigeyuki SomiyaPas encore d'évaluation
- 0000868263Document611 pages0000868263Raden MasPas encore d'évaluation
- Condition Assement of Power Transformer On Health IndexDocument11 pagesCondition Assement of Power Transformer On Health Indexsridhar30481647Pas encore d'évaluation
- 0000868261Document724 pages0000868261Raden MasPas encore d'évaluation
- Business Model Development for Senior LeadersDocument14 pagesBusiness Model Development for Senior LeadersRaden MasPas encore d'évaluation
- 0000868230Document3 pages0000868230Raden Mas0% (1)
- The Transpiration Cooling For Blades of High Temperatures Gas Turbine - 1997 - Energy Conversion and ManagementDocument11 pagesThe Transpiration Cooling For Blades of High Temperatures Gas Turbine - 1997 - Energy Conversion and ManagementRaden MasPas encore d'évaluation
- Installation Instructions OD ViewerDocument8 pagesInstallation Instructions OD ViewerRaden MasPas encore d'évaluation
- Alstom O&M Manual ViewerDocument43 pagesAlstom O&M Manual ViewerRaden MasPas encore d'évaluation
- Engineering Failure Analysis: Hyojin KimDocument7 pagesEngineering Failure Analysis: Hyojin KimRaden MasPas encore d'évaluation
- 0000868254Document2 139 pages0000868254Raden MasPas encore d'évaluation
- Installation Instructions OD ViewerDocument8 pagesInstallation Instructions OD ViewerRaden MasPas encore d'évaluation
- Alstom O&M Manual ViewerDocument43 pagesAlstom O&M Manual ViewerRaden MasPas encore d'évaluation
- Stability in A Model of Turbulent Combustion - 1995 - Applied Mathematics LettersDocument4 pagesStability in A Model of Turbulent Combustion - 1995 - Applied Mathematics LettersRaden MasPas encore d'évaluation
- Chemistry and Combustion 1991 Symposium (International) On CombustionDocument19 pagesChemistry and Combustion 1991 Symposium (International) On CombustionRaden MasPas encore d'évaluation
- Large-Eddy Simulation of Turbulent Combustion: Heinz PitschDocument30 pagesLarge-Eddy Simulation of Turbulent Combustion: Heinz PitschRaden MasPas encore d'évaluation
- Flame Instability Effects On The Smallest Wrinkling Scale and Burning Velocity of High-Pressure Turbulent Premixed FlamesDocument8 pagesFlame Instability Effects On The Smallest Wrinkling Scale and Burning Velocity of High-Pressure Turbulent Premixed FlamesRaden MasPas encore d'évaluation
- 5 Stairs Steps PowerPoint Diagram PGoDocument3 pages5 Stairs Steps PowerPoint Diagram PGoRaden MasPas encore d'évaluation
- Extinction of Burning Particles Due To Unstable Combustion Modes - 2002 - FuelDocument6 pagesExtinction of Burning Particles Due To Unstable Combustion Modes - 2002 - FuelRaden MasPas encore d'évaluation
- Three Phase SeparatorDocument80 pagesThree Phase SeparatorRaden Mas100% (2)
- Chemistry and Combustion 1991 Symposium (International) On CombustionDocument19 pagesChemistry and Combustion 1991 Symposium (International) On CombustionRaden MasPas encore d'évaluation
- A Level Set Formulation For Premixed Combustion LES Considering The Turbulent Flame Structure 2009 Combustion and FlameDocument12 pagesA Level Set Formulation For Premixed Combustion LES Considering The Turbulent Flame Structure 2009 Combustion and FlameRaden MasPas encore d'évaluation
- Strategic Planning ToolsDocument113 pagesStrategic Planning ToolsRaden Mas100% (1)
- IEEE Std.43-2000Document27 pagesIEEE Std.43-2000arrongaPas encore d'évaluation
- Post Test FinonDocument3 pagesPost Test FinonRaden MasPas encore d'évaluation
- Two Phase SeparatorDocument67 pagesTwo Phase SeparatorRaden MasPas encore d'évaluation
- Enginee PropulsionDocument9 pagesEnginee PropulsionRaden MasPas encore d'évaluation
- Two Phase SeparatorDocument67 pagesTwo Phase SeparatorRaden MasPas encore d'évaluation
- Fast Facts: What The Duck Curve Tells Us About Managing A Green GridDocument4 pagesFast Facts: What The Duck Curve Tells Us About Managing A Green Gridnelson_herreraPas encore d'évaluation
- Indonesia MapDocument3 pagesIndonesia MapFerdinan Gtm DraegonozerPas encore d'évaluation
- MBTI TestDocument14 pagesMBTI TestRaden MasPas encore d'évaluation
- Indian Standards As On 17.01.2004 LatestDocument19 pagesIndian Standards As On 17.01.2004 LatestSaravana KumarPas encore d'évaluation
- Otago:Polytechnic: National Diploma in Drinking Water AssessmentDocument33 pagesOtago:Polytechnic: National Diploma in Drinking Water AssessmentThomas CollinsPas encore d'évaluation
- Nurul Ain - nurulain@gmail.comDocument32 pagesNurul Ain - nurulain@gmail.comMuhamad FarhanPas encore d'évaluation
- UDR MANUFACTURE ManufacturesDocument8 pagesUDR MANUFACTURE ManufacturesQuadri Consultancy ServicesPas encore d'évaluation
- CP 05 - Determine The Young S Modulus of A MaterialDocument2 pagesCP 05 - Determine The Young S Modulus of A MaterialABBIE ROSEPas encore d'évaluation
- 1329804769qno 5,6,7Document94 pages1329804769qno 5,6,7Aman MishraPas encore d'évaluation
- American English File Starter Ichecker - File 3Document3 pagesAmerican English File Starter Ichecker - File 3Daniel AugustoPas encore d'évaluation
- Mycom Nims ProptimaDocument4 pagesMycom Nims ProptimasamnemriPas encore d'évaluation
- Vernier, Dial, and Electronic Digital Calipers: Session 3Document40 pagesVernier, Dial, and Electronic Digital Calipers: Session 3Emman Bosito100% (1)
- Hoarding Guide 2020Document46 pagesHoarding Guide 2020Mohammed HafizPas encore d'évaluation
- International Log Building StandardsDocument19 pagesInternational Log Building Standardsursind100% (1)
- Twice As Sharp Operators ManualDocument34 pagesTwice As Sharp Operators ManualLeonardo CHTZPas encore d'évaluation
- E380b PDFDocument12 pagesE380b PDFanaPas encore d'évaluation
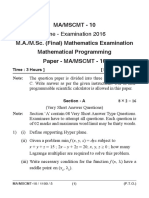
- Ma-Mscmt-10 J16Document5 pagesMa-Mscmt-10 J16Dilip BhatiPas encore d'évaluation
- OSHA Standard For Fixed Ladders SummaryDocument12 pagesOSHA Standard For Fixed Ladders SummarysesabcdPas encore d'évaluation
- Section11 Proportional ValvesDocument52 pagesSection11 Proportional ValvesyogitatanavadePas encore d'évaluation
- Petri Net Modeling and ApplicationsDocument13 pagesPetri Net Modeling and ApplicationsRishiraj SenguptaPas encore d'évaluation
- T REC K.Sup16 201905 I!!PDF E PDFDocument24 pagesT REC K.Sup16 201905 I!!PDF E PDFMark LionPas encore d'évaluation
- RTJ Dimension ASME B16.5/B16.47Document1 pageRTJ Dimension ASME B16.5/B16.47parayilomer0% (1)
- Xtract V 3 0 8Document72 pagesXtract V 3 0 8Don Ing Marcos LeónPas encore d'évaluation
- Online Quiz System DocumentationDocument92 pagesOnline Quiz System DocumentationSultan Aiman100% (1)
- Proposed Rule: Domestic Mail Manual: Domestic Mailing Services New StandardsDocument45 pagesProposed Rule: Domestic Mail Manual: Domestic Mailing Services New StandardsJustia.comPas encore d'évaluation
- Aviation Week & Space Technology - September 22, 2014 USADocument60 pagesAviation Week & Space Technology - September 22, 2014 USAJohn David Hoyos MarmolejoPas encore d'évaluation
- CPU Vs vCPUDocument14 pagesCPU Vs vCPUainseanPas encore d'évaluation
- International Tubulars MSDS RegisterDocument4 pagesInternational Tubulars MSDS RegisterMuhammad SuhaibPas encore d'évaluation
- User's Guide: BondekDocument8 pagesUser's Guide: BondekMing ChongPas encore d'évaluation
- PX 9 enDocument532 pagesPX 9 enjjccmmaaPas encore d'évaluation
- Green Aviation SeminarDocument19 pagesGreen Aviation SeminarAromalSPillaiPas encore d'évaluation
- Torque Specifications: Service Specifications - Ra60F Manual TransmissionDocument1 pageTorque Specifications: Service Specifications - Ra60F Manual TransmissionPedro Javier Castro SanchezPas encore d'évaluation
- Spectral Analysis of The ECG SignalDocument2 pagesSpectral Analysis of The ECG SignalCamilo BenitezPas encore d'évaluation