Vous aimerez peut-être aussi
- Speed Control of Three Phase Induction Motor by Using PLCDocument31 pagesSpeed Control of Three Phase Induction Motor by Using PLCPravat Satpathy100% (2)
- Layout Design of Folded Cascode Operational Amplifier (OP-AMP) 24 PagesDocument24 pagesLayout Design of Folded Cascode Operational Amplifier (OP-AMP) 24 PagesIan Ronquillo0% (1)
- OpenPLC - An Opensource Alternative For AutomationDocument5 pagesOpenPLC - An Opensource Alternative For AutomationThiago Alves100% (1)
- Logic Design Seminar - Programmable Logic ControllersDocument35 pagesLogic Design Seminar - Programmable Logic Controllersabhisingh28Pas encore d'évaluation
- Activity Sheet Student's Activity Notebook: What Is A Normal Function of A Server?Document9 pagesActivity Sheet Student's Activity Notebook: What Is A Normal Function of A Server?Rusty Ugay Lumbres100% (1)
- IMS Health Essentials For PowerPoint - GUIDANCE - 2Document39 pagesIMS Health Essentials For PowerPoint - GUIDANCE - 2HumayanKabirIqbalPas encore d'évaluation
- PLC Based Car Parking Guidance SystemDocument42 pagesPLC Based Car Parking Guidance Systemramsj100% (2)
- Using OpenOCD JTAG in Android Kernel DebuggingDocument42 pagesUsing OpenOCD JTAG in Android Kernel DebuggingSyafiq Z ZulPas encore d'évaluation
- Microsoft - Prep4sure - Az 900.v2019!08!07.by - Porter.73qDocument46 pagesMicrosoft - Prep4sure - Az 900.v2019!08!07.by - Porter.73qBogdan ZahariaPas encore d'évaluation
- PLC Based Elevator (Group-1) n2Document25 pagesPLC Based Elevator (Group-1) n2Juliano RicardoPas encore d'évaluation
- Project Report On Website ProjectDocument24 pagesProject Report On Website ProjectSandeepThakurPas encore d'évaluation
- Advanced Railway Security System (Arss) Based On Zigbee Communication For Track Fault DetectionDocument23 pagesAdvanced Railway Security System (Arss) Based On Zigbee Communication For Track Fault DetectionRashmi100% (2)
- Full Stack Development: Master Certificate inDocument11 pagesFull Stack Development: Master Certificate inAmit D NarharePas encore d'évaluation
- Seminar (Ec405) Electronics in Rail Metro SystemDocument48 pagesSeminar (Ec405) Electronics in Rail Metro Systemmeet261998Pas encore d'évaluation
- PLC and PLC TechnologiesDocument28 pagesPLC and PLC Technologieskatjinomasa kavetuPas encore d'évaluation
- Control of Automated Guided Vehicle With PLC SIMATIC ET200S CPUDocument7 pagesControl of Automated Guided Vehicle With PLC SIMATIC ET200S CPUOye PradeepPas encore d'évaluation
- Automation of Drawbridge Model Using by PLC: IarjsetDocument8 pagesAutomation of Drawbridge Model Using by PLC: IarjsetAbhi RoutPas encore d'évaluation
- Hills Train Power Generation Automatic Railway Gate Control 8821 YPf52T0Document10 pagesHills Train Power Generation Automatic Railway Gate Control 8821 YPf52T0BANOTH KUMAR0% (1)
- CD 2031Document24 pagesCD 2031Dumitru MihaiPas encore d'évaluation
- ChethanShenoy 180903060 AcademyofSkillDevelopmentDocument37 pagesChethanShenoy 180903060 AcademyofSkillDevelopmentChethan ShenoyPas encore d'évaluation
- Automatic Railway Gate ControlDocument10 pagesAutomatic Railway Gate ControlMohammed MusifPas encore d'évaluation
- Electrical Equipment On Movable Bridges PDFDocument116 pagesElectrical Equipment On Movable Bridges PDFMohamed IbrahimPas encore d'évaluation
- Fabrication and Working of Sensor Based Automatic Lifting BridgeDocument6 pagesFabrication and Working of Sensor Based Automatic Lifting BridgeRajashekar Reddy KandalaPas encore d'évaluation
- Mooring Chain Climbing Robot For NDT Inspection ApplicationsDocument9 pagesMooring Chain Climbing Robot For NDT Inspection ApplicationsSoledad AceitunoPas encore d'évaluation
- 1.1 Project Motivation and ChallengesDocument4 pages1.1 Project Motivation and ChallengesVimal NairPas encore d'évaluation
- Train Main-1Document9 pagesTrain Main-1Comr Jamex U JamexPas encore d'évaluation
- Shankara Institute of Technology Kukas, Jaipur: Department of Electronics and CommunicationDocument10 pagesShankara Institute of Technology Kukas, Jaipur: Department of Electronics and CommunicationShashank Shekhar SinghPas encore d'évaluation
- 4 Bit Fast Adder Design Topology and Layout With Self Resetting Logic For Low Power VLSI Circuits 197 205Document9 pages4 Bit Fast Adder Design Topology and Layout With Self Resetting Logic For Low Power VLSI Circuits 197 205MohamedPas encore d'évaluation
- <!DOCTYPE HTML PUBLIC "-//W3C//DTD HTML 4.01 Transitional//EN" "http://www.w3.org/TR/html4/loose.dtd"> <HTML><HEAD><META HTTP-EQUIV="Content-Type" CONTENT="text/html; charset=iso-8859-1"> <TITLE>ERROR: The requested URL could not be retrieved</TITLE> <STYLE type="text/css"><!--BODY{background-color:#ffffff;font-family:verdana,sans-serif}PRE{font-family:sans-serif}--></STYLE> </HEAD><BODY> <H1>ERROR</H1> <H2>The requested URL could not be retrieved</H2> <HR noshade size="1px"> <P> While trying to process the request: <PRE> TEXT http://www.scribd.com/titlecleaner?title=new+report.docx HTTP/1.1 Host: www.scribd.com Proxy-Connection: keep-alive Accept: */* Origin: http://www.scribd.com X-CSRF-Token: 3050768302b4f479f27f4e5e110810acebc8264c User-Agent: Mozilla/5.0 (Windows NT 5.1) AppleWebKit/537.31 (KHTML, like Gecko) Chrome/26.0.1410.64 Safari/537.31 X-Requested-With: XMLHttpRequest Referer: http://www.scribd.com/upload-document Accept-Encoding: gzip,deflate,sdch AcceDocument31 pages<!DOCTYPE HTML PUBLIC "-//W3C//DTD HTML 4.01 Transitional//EN" "http://www.w3.org/TR/html4/loose.dtd"> <HTML><HEAD><META HTTP-EQUIV="Content-Type" CONTENT="text/html; charset=iso-8859-1"> <TITLE>ERROR: The requested URL could not be retrieved</TITLE> <STYLE type="text/css"><!--BODY{background-color:#ffffff;font-family:verdana,sans-serif}PRE{font-family:sans-serif}--></STYLE> </HEAD><BODY> <H1>ERROR</H1> <H2>The requested URL could not be retrieved</H2> <HR noshade size="1px"> <P> While trying to process the request: <PRE> TEXT http://www.scribd.com/titlecleaner?title=new+report.docx HTTP/1.1 Host: www.scribd.com Proxy-Connection: keep-alive Accept: */* Origin: http://www.scribd.com X-CSRF-Token: 3050768302b4f479f27f4e5e110810acebc8264c User-Agent: Mozilla/5.0 (Windows NT 5.1) AppleWebKit/537.31 (KHTML, like Gecko) Chrome/26.0.1410.64 Safari/537.31 X-Requested-With: XMLHttpRequest Referer: http://www.scribd.com/upload-document Accept-Encoding: gzip,deflate,sdch AcceskumaraneeePas encore d'évaluation
- IEEE Conference OpenPLCDocument6 pagesIEEE Conference OpenPLCThiago AlvesPas encore d'évaluation
- 4 Levels ElevatorsDocument4 pages4 Levels Elevators4gen_7Pas encore d'évaluation
- PLC PDFDocument9 pagesPLC PDFloganathan sPas encore d'évaluation
- International Journal of Chemtech ResearchDocument8 pagesInternational Journal of Chemtech ResearchSONUPas encore d'évaluation
- Development of A Traffic Light Ontroller System Using PLCDocument26 pagesDevelopment of A Traffic Light Ontroller System Using PLCTimuçin Çakırgil50% (4)
- Ap Note 204189Document13 pagesAp Note 204189Obi InwelegbuPas encore d'évaluation
- Implementation of Synchronous Up Counter by Using Self Resetting LogicDocument10 pagesImplementation of Synchronous Up Counter by Using Self Resetting LogicPurush ArunPas encore d'évaluation
- Project PLCDocument12 pagesProject PLCmajumderabhijit85Pas encore d'évaluation
- Act10 InstrumentationDocument4 pagesAct10 InstrumentationErvin MedranoPas encore d'évaluation
- A Guide To DCCDocument32 pagesA Guide To DCCVed NarsekarPas encore d'évaluation
- Automatic Control of Electrical Overhead Smart Trolley Crane AEOSTC Based Programmable Logic Controller (PLC)Document10 pagesAutomatic Control of Electrical Overhead Smart Trolley Crane AEOSTC Based Programmable Logic Controller (PLC)arif hasanPas encore d'évaluation
- Lexium Controller Motion Controllers: PresentationDocument6 pagesLexium Controller Motion Controllers: PresentationElu MalaiPas encore d'évaluation
- Ladder LogicDocument7 pagesLadder LogicCesar ChangPas encore d'évaluation
- Automatic Railway Signalling SystemDocument74 pagesAutomatic Railway Signalling SystemVinayakPas encore d'évaluation
- Rotating BridgeDocument10 pagesRotating BridgesethyankitaraniPas encore d'évaluation
- An Intelligent Controller For Unmanned Railway Gate Control SystemsDocument9 pagesAn Intelligent Controller For Unmanned Railway Gate Control Systemsshanmukha MechanicalPas encore d'évaluation
- Some of The Developments That Have Made To Overcome The Disadvantages of Previously Used Elevators AreDocument13 pagesSome of The Developments That Have Made To Overcome The Disadvantages of Previously Used Elevators AreShubham PatilPas encore d'évaluation
- EC2354 - Vlsi Design Iii /vi Ece - Prepared by L.M.I.Leo Joseph Asst - Prof /eceDocument22 pagesEC2354 - Vlsi Design Iii /vi Ece - Prepared by L.M.I.Leo Joseph Asst - Prof /ecePushpalathaPas encore d'évaluation
- Automatic Railway Gate Control by Using Plc.Document35 pagesAutomatic Railway Gate Control by Using Plc.BODIGA JAYASRIPas encore d'évaluation
- Automatic Sensor Bridge ProjectDocument21 pagesAutomatic Sensor Bridge ProjectNarayanan KumarPas encore d'évaluation
- Railway Gate Crossing Control Using PLC Automation: Prakash H.More, Vaqar A Shaikh and Nitin B. ShindeDocument3 pagesRailway Gate Crossing Control Using PLC Automation: Prakash H.More, Vaqar A Shaikh and Nitin B. ShindeSHAHID AFRIDIPas encore d'évaluation
- Motion Control Solution For New PLC-based Standard Development Platform For VLT Instrument Control SystemsDocument12 pagesMotion Control Solution For New PLC-based Standard Development Platform For VLT Instrument Control SystemsMinh Nhut LuuPas encore d'évaluation
- 00863909Document6 pages00863909Ingrid GiacomeliPas encore d'évaluation
- IMS ManualDocument66 pagesIMS Manualghafoorian_khoshgovar1488Pas encore d'évaluation
- Design of Five Floors Elevator With SCADA System Based On S7200 PLCDocument6 pagesDesign of Five Floors Elevator With SCADA System Based On S7200 PLCothmanPas encore d'évaluation
- Coded Track Circuits. Duckitt, H. IRSE Proceedings 1967Document32 pagesCoded Track Circuits. Duckitt, H. IRSE Proceedings 1967RohitPas encore d'évaluation
- PLC Elevator DocumentationDocument35 pagesPLC Elevator DocumentationvamshivarunPas encore d'évaluation
- Line Follower Robot Is A Mobile Machine That Can Detect and Follow Line Which Is Drawn On The FloorDocument54 pagesLine Follower Robot Is A Mobile Machine That Can Detect and Follow Line Which Is Drawn On The FloorHasna AbdelwahabPas encore d'évaluation
- Mechatronics Mid Exam and Final Question.Document26 pagesMechatronics Mid Exam and Final Question.yohanis johnPas encore d'évaluation
- Summer Internship Report Abhishek 06Document63 pagesSummer Internship Report Abhishek 06Amber GuptaPas encore d'évaluation
- 92.railway Track Pedestrain Crossing Without Using StaircaseDocument3 pages92.railway Track Pedestrain Crossing Without Using StaircaseMaragoni MukeshPas encore d'évaluation
- Automatic Railway Gate Controller DocumentationDocument53 pagesAutomatic Railway Gate Controller Documentationmnair201167% (3)
- 7 Ncriet PDFDocument5 pages7 Ncriet PDFAndPas encore d'évaluation
- Service 2Document1 pageService 2Kiruba EathirajPas encore d'évaluation
- PLC BASED INDUSTRIAL CONVEYOR AUTOMATION AND MONITORING - EditedDocument4 pagesPLC BASED INDUSTRIAL CONVEYOR AUTOMATION AND MONITORING - EditedCibi Krishnan KPas encore d'évaluation
- Barc Information Brochure 2019Document31 pagesBarc Information Brochure 2019ShivPas encore d'évaluation
- Resume PDFDocument1 pageResume PDFAmit D NarharePas encore d'évaluation
- Exam Ref Az-900 Microsoft Azure Fundamentals: List of UrlsDocument3 pagesExam Ref Az-900 Microsoft Azure Fundamentals: List of UrlsAmit D NarharePas encore d'évaluation
- (WWW - Entrance-Exam - Net) - Accenture Placement Sample Paper 1Document10 pages(WWW - Entrance-Exam - Net) - Accenture Placement Sample Paper 1Jyoti Ranjan RoutPas encore d'évaluation
- Gmail - Accenture Accommodation Details - MumbaiDocument2 pagesGmail - Accenture Accommodation Details - MumbaiAmit D NarharePas encore d'évaluation
- LinkedIn Generated Resume PDFDocument1 pageLinkedIn Generated Resume PDFAmit D NarharePas encore d'évaluation
- Employee Declaration Form: Accenture Solutions Pvt. LTDDocument1 pageEmployee Declaration Form: Accenture Solutions Pvt. LTDAmit D NarharePas encore d'évaluation
- Career Track For AI/MLDocument10 pagesCareer Track For AI/MLkumar avinashPas encore d'évaluation
- The Springboard Guarantee - AI/Machine Learning Career TrackDocument5 pagesThe Springboard Guarantee - AI/Machine Learning Career TrackAmit D NarharePas encore d'évaluation
- Exam Ref Az-900 Microsoft Azure Fundamentals: List of UrlsDocument3 pagesExam Ref Az-900 Microsoft Azure Fundamentals: List of UrlsAmit D NarharePas encore d'évaluation
- Microsoft - Actualtests.az 900.v2019!09!13.by - Dominic.84qDocument52 pagesMicrosoft - Actualtests.az 900.v2019!09!13.by - Dominic.84qBogdan ZahariaPas encore d'évaluation
- Microsoft - Actualtests.az 900.v2019!09!13.by - Dominic.84qDocument52 pagesMicrosoft - Actualtests.az 900.v2019!09!13.by - Dominic.84qBogdan ZahariaPas encore d'évaluation
- StringDocument4 pagesStringAmit D NarharePas encore d'évaluation
- BG-2S Chassis KV-G21M2 No Circuit SonyDocument32 pagesBG-2S Chassis KV-G21M2 No Circuit SonyConfusio Aquino100% (1)
- Distributed Dbms ArchitectureDocument16 pagesDistributed Dbms ArchitectureAbid Farooq BhuttaPas encore d'évaluation
- 8.1.5.5 Lab - Configuring Advanced EIGRP For IPv4 FeaturesDocument11 pages8.1.5.5 Lab - Configuring Advanced EIGRP For IPv4 FeaturesArturo VaronPas encore d'évaluation
- Diva Rtsp-Api 2.2Document9 pagesDiva Rtsp-Api 2.2xl_hamoPas encore d'évaluation
- FVS Spring 2016 CatalogueDocument28 pagesFVS Spring 2016 CataloguefvsPas encore d'évaluation
- Data AcquisitionDocument31 pagesData AcquisitionexcitekarthikPas encore d'évaluation
- Limitorque MX-DDC-100 Accutronix Installation & Operation ManualDocument60 pagesLimitorque MX-DDC-100 Accutronix Installation & Operation ManualEric Alberto Arrieta PerezPas encore d'évaluation
- Network and System AdministrationDocument79 pagesNetwork and System AdministrationTsedia TgstuPas encore d'évaluation
- Floppy Disk Emulator For Windows User's Manual: ERC, MRC, and XRC ControllerDocument68 pagesFloppy Disk Emulator For Windows User's Manual: ERC, MRC, and XRC ControllerRodrigoPas encore d'évaluation
- Lesson Plan-Adc ItDocument2 pagesLesson Plan-Adc ItPalani ArjunanPas encore d'évaluation
- Jiuzhou dtt1609 Service Manual PDFDocument44 pagesJiuzhou dtt1609 Service Manual PDFVishu JoshiPas encore d'évaluation
- ProEXR ManualDocument39 pagesProEXR Manualjohntt7Pas encore d'évaluation
- Drive Calculator ManualDocument22 pagesDrive Calculator ManualDemetrio Hinojosa EPas encore d'évaluation
- AMD Ryzen Processor and AMD Ryzen Master Overclocking Users GuideDocument45 pagesAMD Ryzen Processor and AMD Ryzen Master Overclocking Users GuideThura Htet Aung100% (1)
- Service Mode 330DDocument8 pagesService Mode 330DmetanirvanaPas encore d'évaluation
- Editpad Pro: ManualDocument206 pagesEditpad Pro: Manualmeghduta_KalidasPas encore d'évaluation
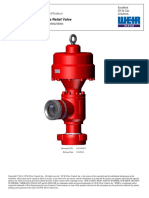
- 1a23493lt, Back Pressure RV O&m InstructionsDocument20 pages1a23493lt, Back Pressure RV O&m InstructionsralphPas encore d'évaluation
- GSM Based Led Notice Board SystemDocument3 pagesGSM Based Led Notice Board SystemGenesis FirstPas encore d'évaluation
- Main LT Panel With PfiDocument4 pagesMain LT Panel With Pfishoaib ehsanPas encore d'évaluation
- WCN Lab Manual FinalDocument74 pagesWCN Lab Manual Finalnpandit7100% (2)
- Aurora Manual HQ PDFDocument56 pagesAurora Manual HQ PDFClifton de SouzaPas encore d'évaluation
- Fortinet FortiGate 50A QuickStart GuideDocument2 pagesFortinet FortiGate 50A QuickStart GuidenazloenPas encore d'évaluation
- CR1610Document2 pagesCR1610Eulides RomeroPas encore d'évaluation
- Service Manual: 6M61S ChassisDocument50 pagesService Manual: 6M61S Chassisroto44Pas encore d'évaluation
- Industrial TrainingDocument34 pagesIndustrial TrainingafiqPas encore d'évaluation
- Process States in Operating SystemDocument4 pagesProcess States in Operating SystemKushal Roy ChowdhuryPas encore d'évaluation