Vous aimerez peut-être aussi
- Flashback Mechanisms in Lean Premixed Gas Turbine CombustionD'EverandFlashback Mechanisms in Lean Premixed Gas Turbine CombustionPas encore d'évaluation
- GE Gas TurbineTheoryDocument62 pagesGE Gas TurbineTheorysalamadel100% (2)
- Siemens GTDocument8 pagesSiemens GThbalu007Pas encore d'évaluation
- Ge Industrial Aeroderivative Gas TurbinesDocument2 pagesGe Industrial Aeroderivative Gas TurbinesJHONNATTAN RODRIGUEZ0% (1)
- SEV CombustorDocument9 pagesSEV CombustorSaransiri Wongsiri100% (1)
- GE LM6000 1275-GryDocument1 pageGE LM6000 1275-GryuzairmughalPas encore d'évaluation
- (ARTICLE) Gas Turbine DegradationDocument36 pages(ARTICLE) Gas Turbine DegradationFrancisco Baptista100% (1)
- 04 - Dry Low NOxDocument15 pages04 - Dry Low NOxdenmas90Pas encore d'évaluation
- LM6000 PC O&M - GEK 105059 CHG 06Document1 988 pagesLM6000 PC O&M - GEK 105059 CHG 06Alejandro J. Vigo50% (2)
- 03 GT13E2 Users Conference 2008 - Technical UpdateDocument26 pages03 GT13E2 Users Conference 2008 - Technical UpdateFabienne DemolPas encore d'évaluation
- SAC and DLE PDFDocument29 pagesSAC and DLE PDFMehulkumar PatelPas encore d'évaluation
- Proven Solutions GE-EvuletDocument48 pagesProven Solutions GE-EvuletmohamedhasPas encore d'évaluation
- Gas Turbine Industrial Trent 60 Brochure enDocument8 pagesGas Turbine Industrial Trent 60 Brochure en'Izzad AfifPas encore d'évaluation
- Turbine TroubleshootingDocument15 pagesTurbine TroubleshootingBrian ASPas encore d'évaluation
- GearboxDocument16 pagesGearboxMehul zarePas encore d'évaluation
- Scope of Work Gas TurbineDocument13 pagesScope of Work Gas TurbinePhong le100% (2)
- Gas Turbine Lm5000 Operations ManualDocument4 pagesGas Turbine Lm5000 Operations ManualMuhammad Ilham RiyadiPas encore d'évaluation
- DLN1+ Combustion Upgrade Solution: Fact SheetDocument1 pageDLN1+ Combustion Upgrade Solution: Fact SheetAhmad Riaz KhanPas encore d'évaluation
- FT 8 PDFDocument33 pagesFT 8 PDFvcharles100% (1)
- GT Gas Fuel and Air FlowDocument38 pagesGT Gas Fuel and Air FlowhinaPas encore d'évaluation
- Usn LM2500 Asme Paper GT2010-22811 61410 JalDocument7 pagesUsn LM2500 Asme Paper GT2010-22811 61410 Jalferrerick0% (1)
- Gas Turbine CombustionDocument9 pagesGas Turbine Combustionvarun kumarPas encore d'évaluation
- APA DOC No. 2014 PDFDocument67 pagesAPA DOC No. 2014 PDFThanapaet RittirutPas encore d'évaluation
- 2012 WTUI Conference LM2500 Breakout Session March 18-21, 2012Document100 pages2012 WTUI Conference LM2500 Breakout Session March 18-21, 2012ferrerick100% (3)
- Vibration Analysis of Siemens v94 Gas TurbineDocument10 pagesVibration Analysis of Siemens v94 Gas TurbinepholippPas encore d'évaluation
- CatalogoPGT25 PDFDocument4 pagesCatalogoPGT25 PDFshihabjamaan100% (4)
- 96dpi MTM Produktblatt FT8Document2 pages96dpi MTM Produktblatt FT8blahblah8888100% (1)
- MS5002E NewDocument8 pagesMS5002E Newecs71100% (2)
- Gas-Turbine-Notes - Siemens PDFDocument40 pagesGas-Turbine-Notes - Siemens PDFDayo Idowu100% (3)
- SGT-800 Gas Turbine EN PDFDocument12 pagesSGT-800 Gas Turbine EN PDFThanapaet RittirutPas encore d'évaluation
- GEN01A 214 B5 7FA-Gas-Turbine-Major-Inspections Example r1 PFDocument14 pagesGEN01A 214 B5 7FA-Gas-Turbine-Major-Inspections Example r1 PFsarathkumar100% (1)
- GE Gas Turbine Extendor Combustion SystemDocument2 pagesGE Gas Turbine Extendor Combustion SystemRaden Mas100% (1)
- IC 51 B1 1001+Rev+DDocument40 pagesIC 51 B1 1001+Rev+DCiro Montiel100% (1)
- Lm2500 DescripDocument2 pagesLm2500 DescripDenis Jimenez100% (1)
- Advantages of Aeroderivatives IAGT 206 - Final - PaperDocument15 pagesAdvantages of Aeroderivatives IAGT 206 - Final - PapermvanzijpPas encore d'évaluation
- Alstom Gas-Turbines-Technical-Performance PDFDocument2 pagesAlstom Gas-Turbines-Technical-Performance PDFPoull SteeadyPas encore d'évaluation
- 7FA Upgrade Combustion HardwareDocument2 pages7FA Upgrade Combustion Hardwaresauerbach1Pas encore d'évaluation
- 1 151125221535 Lva1 App6892Document40 pages1 151125221535 Lva1 App6892Darmawan PutrantoPas encore d'évaluation
- 7HA Gas Turbine: World's Largest, Most Efficient Gas Turbine in Its ClassDocument4 pages7HA Gas Turbine: World's Largest, Most Efficient Gas Turbine in Its Classjparmar100% (2)
- GT Mtc. PracticesDocument59 pagesGT Mtc. PracticesAbhishek Prakash SrivastavaPas encore d'évaluation
- DLN 2.0+ Fuel NozzleDocument1 pageDLN 2.0+ Fuel NozzleWedneslao LopezPas encore d'évaluation
- LM6000 PC Time Limited ComponentsDocument7 pagesLM6000 PC Time Limited ComponentsmstaszelPas encore d'évaluation
- Siemens Gas Turbine Product Range Comparison 0-130 MW: For Siemens Internal Use OnlyDocument2 pagesSiemens Gas Turbine Product Range Comparison 0-130 MW: For Siemens Internal Use Onlythunder0% (1)
- SGT-600 GT PowerGen ENDocument4 pagesSGT-600 GT PowerGen ENBehnamayoubzadehPas encore d'évaluation
- Aeroderivative Gas Turbines - Turbomachinery MagazineDocument9 pagesAeroderivative Gas Turbines - Turbomachinery Magazinedanferreiro8318Pas encore d'évaluation
- Repair Standards For Aero and Industrial Turbine BladesDocument6 pagesRepair Standards For Aero and Industrial Turbine BladesStanislav Work accountPas encore d'évaluation
- Gas Transport-Mallnow-Natural-Gas-Compressor-Station PDFDocument8 pagesGas Transport-Mallnow-Natural-Gas-Compressor-Station PDFJaswindersingh BhatiaPas encore d'évaluation
- Ge Mid Idm 6000 1.Lm6000 PerformanceDocument10 pagesGe Mid Idm 6000 1.Lm6000 PerformanceChristopher HamptonPas encore d'évaluation
- Siemens Barcelona v94.2 PDFDocument16 pagesSiemens Barcelona v94.2 PDFbehtam240767% (3)
- Basic GT EngineDocument22 pagesBasic GT EngineabuhurairamunirPas encore d'évaluation
- Gas Turbine Development in Sweden After 1945 A Historical ReviewDocument9 pagesGas Turbine Development in Sweden After 1945 A Historical ReviewSalim BenlahcenePas encore d'évaluation
- Thermal Peaking PDFDocument26 pagesThermal Peaking PDFkhozaqiPas encore d'évaluation
- Technical Procedures: Gas Turbine Water-Wash (Level 1 Maintenance)Document8 pagesTechnical Procedures: Gas Turbine Water-Wash (Level 1 Maintenance)Ant Yi0% (1)
- Fuel Control Requirements: Fuel Scheduling at Steady State OperationDocument11 pagesFuel Control Requirements: Fuel Scheduling at Steady State OperationDenis Jimenez100% (1)
- Pivot Arm Turning GearDocument24 pagesPivot Arm Turning Gearoom_tgw100% (1)
- General Electric Power Business Unit: Strategic Analysis Tools and Techniques - Coursework 2Document13 pagesGeneral Electric Power Business Unit: Strategic Analysis Tools and Techniques - Coursework 2Ibilola IbisankalePas encore d'évaluation
- EEI 7FA Supplement r1 2octDocument42 pagesEEI 7FA Supplement r1 2octkshalawi0% (1)
- Siemens 1 GTX 100 TurbineDocument16 pagesSiemens 1 GTX 100 TurbinejparmarPas encore d'évaluation
- Ds Prox XDCR Specs 0310Document2 pagesDs Prox XDCR Specs 0310frdnPas encore d'évaluation
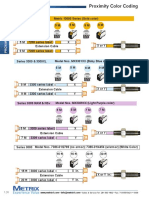
- Ds Proximity Color Coding 1009Document1 pageDs Proximity Color Coding 1009frdnPas encore d'évaluation
- Ds Prox Intro 1009Document2 pagesDs Prox Intro 1009frdnPas encore d'évaluation
- 475 Field Communicator VLFlyer - USLetter - 112009Document2 pages475 Field Communicator VLFlyer - USLetter - 112009saidloubarPas encore d'évaluation
- DS TXR5521 ProximityTransmittersDocument2 pagesDS TXR5521 ProximityTransmittersfrdnPas encore d'évaluation
- 475 DatasheetDocument1 page475 DatasheetfrdnPas encore d'évaluation
- Certificate of Conformance 01Document4 pagesCertificate of Conformance 01Magesh WaranPas encore d'évaluation
- Fundamentals Selection Installation and Maintenance of Gearboxes Gear Drives Part 1Document61 pagesFundamentals Selection Installation and Maintenance of Gearboxes Gear Drives Part 1BorisPas encore d'évaluation
- Ds 5510 5516 0610Document2 pagesDs 5510 5516 0610frdnPas encore d'évaluation
- Purchase Order 02Document1 pagePurchase Order 02Varun SinghPas encore d'évaluation
- Purchase Order 02Document1 pagePurchase Order 02frdnPas encore d'évaluation
- Dsmts 0102.5 NicralyDocument5 pagesDsmts 0102.5 NicralyMah AbPas encore d'évaluation
- RR Avon 1534 2Document3 pagesRR Avon 1534 2frdn100% (1)
- Purchase Order Template 01 - TemplateLabDocument1 pagePurchase Order Template 01 - TemplateLabfrdnPas encore d'évaluation
- BRO-0013.2 OerlikonEldim ENDocument8 pagesBRO-0013.2 OerlikonEldim ENPhan Xuân TuấnPas encore d'évaluation
- Motor Glossary From RockwellDocument20 pagesMotor Glossary From RockwellfrdnPas encore d'évaluation
- IncotermsDocument1 pageIncotermsomega_misteryPas encore d'évaluation
- Material Product Data Sheet Nickel Cobalt Chromium Aluminum Yttrium (Nicocraly) Thermal Spray PowdersDocument5 pagesMaterial Product Data Sheet Nickel Cobalt Chromium Aluminum Yttrium (Nicocraly) Thermal Spray PowdersfrdnPas encore d'évaluation
- H60 H63 Chrome Carbide Coating FlyerDocument2 pagesH60 H63 Chrome Carbide Coating FlyerfrdnPas encore d'évaluation
- Radiographic Examination (Gamma Ray)Document10 pagesRadiographic Examination (Gamma Ray)frdnPas encore d'évaluation
- REACH Regulation 2015.07Document1 pageREACH Regulation 2015.07sandeepPas encore d'évaluation
- Introduction To Brazing EN4Document24 pagesIntroduction To Brazing EN4joelPas encore d'évaluation
- REACH Regulation 2015.07Document1 pageREACH Regulation 2015.07sandeepPas encore d'évaluation
- Electric Motor TerminologyDocument26 pagesElectric Motor TerminologyGeorge MarkasPas encore d'évaluation
- Material Product Data Sheet Sealers For Thermal Spray CoatingsDocument5 pagesMaterial Product Data Sheet Sealers For Thermal Spray Coatingsdonhan91Pas encore d'évaluation
- Material Product Data Sheet Metcolite Grits: Quick FactsDocument3 pagesMaterial Product Data Sheet Metcolite Grits: Quick FactsfrdnPas encore d'évaluation
- Material Product Data Sheet Iron Chromium Aluminum Yttrium (Fecraly) Thermal Spray PowderDocument3 pagesMaterial Product Data Sheet Iron Chromium Aluminum Yttrium (Fecraly) Thermal Spray PowderfrdnPas encore d'évaluation
- Frame 6001B NozzlesDocument2 pagesFrame 6001B NozzlesfrdnPas encore d'évaluation
- GE Power SystemsDocument20 pagesGE Power SystemsSafaa Hameed Al NaseryPas encore d'évaluation
- Frame 9001E Combustion PDFDocument2 pagesFrame 9001E Combustion PDFfrdnPas encore d'évaluation
- Variable Speed Compressors On ChillersDocument54 pagesVariable Speed Compressors On Chillersem00105100% (1)
- Manual de InstalacionDocument72 pagesManual de InstalacionRafael Centeno SantanaPas encore d'évaluation
- Straightforward Solutions of Heat Exchanger Networks (HEN) ProblemsDocument8 pagesStraightforward Solutions of Heat Exchanger Networks (HEN) ProblemsdingdongdiddlyPas encore d'évaluation
- Aquaplus - PRINSDocument18 pagesAquaplus - PRINSمحمود الديبPas encore d'évaluation
- Design Considerations Form Pools and Spas NatatoriDocument5 pagesDesign Considerations Form Pools and Spas NatatoriService TechniquePas encore d'évaluation
- LEC ThermoI 2 ConservationMassEnergy1Document16 pagesLEC ThermoI 2 ConservationMassEnergy1Aldrin Jesril BascoPas encore d'évaluation
- SIP Solutions For Commercial Construction: O R N L T E S T R E S U L T SDocument2 pagesSIP Solutions For Commercial Construction: O R N L T E S T R E S U L T SFrancisco Barahona UrzúaPas encore d'évaluation
- Virtual Experiment 2: Heat Exchangers - Heating Milk in Tubular Heat ExchangersDocument9 pagesVirtual Experiment 2: Heat Exchangers - Heating Milk in Tubular Heat ExchangersHailaNiaPas encore d'évaluation
- ArticolDocument22 pagesArticolAlina TapucPas encore d'évaluation
- User'S Manual: Mitsubishi Heavy Industries Ltd. Packaged Air ConditionerDocument12 pagesUser'S Manual: Mitsubishi Heavy Industries Ltd. Packaged Air ConditionerPaing Phyo Ko50% (2)
- Heat Transfer Analysis of Blast Furnace StaveDocument10 pagesHeat Transfer Analysis of Blast Furnace StavemetalmasaPas encore d'évaluation
- TMS Fire Extinguisher TrainingDocument31 pagesTMS Fire Extinguisher TrainingChilaPas encore d'évaluation
- Schedule of Recirculating Fcu'SDocument14 pagesSchedule of Recirculating Fcu'SJeffy ShannonPas encore d'évaluation
- Copeland™ Condensing Units: A Condensing Unit For Every ApplicationDocument6 pagesCopeland™ Condensing Units: A Condensing Unit For Every ApplicationkEWQ 865kPas encore d'évaluation
- Honeywell EconomizersDocument192 pagesHoneywell EconomizersMartin BourgonPas encore d'évaluation
- Finned Tube Heat ExchangerDocument1 pageFinned Tube Heat ExchangerBalRam DhimanPas encore d'évaluation
- LG Reciprocating Catalog PDFDocument41 pagesLG Reciprocating Catalog PDFIordan Dan Ffn78% (9)
- PreviewpdfDocument112 pagesPreviewpdfMohammad ShahidPas encore d'évaluation
- Chlorine Evaporator PDFDocument34 pagesChlorine Evaporator PDFSreenubabu Kandru100% (1)
- Product Catalog: Large Commercial Split System Model Raup - TTV 250 - 620 MBH 5000 - 21000 CFM 50 HZ (R22 & R407C)Document44 pagesProduct Catalog: Large Commercial Split System Model Raup - TTV 250 - 620 MBH 5000 - 21000 CFM 50 HZ (R22 & R407C)hungstampPas encore d'évaluation
- Heat Exchangers SeminarDocument15 pagesHeat Exchangers SeminarShivang Gupta100% (1)
- DAIKIN PRICING & PIPING LENGTH - Non Inverter Series (19 - 5 - 16) PDFDocument3 pagesDAIKIN PRICING & PIPING LENGTH - Non Inverter Series (19 - 5 - 16) PDFIswadi Bin ZulkarnainPas encore d'évaluation
- Problem Sheet 4 - Internal Forced Convection - WatermarkDocument1 pageProblem Sheet 4 - Internal Forced Convection - WatermarkUzair KhanPas encore d'évaluation
- Revision Summary - Science Form 1Document8 pagesRevision Summary - Science Form 1Beevy GB100% (1)
- Engineering Thermodynamics E-Note 04112015 044130AMDocument189 pagesEngineering Thermodynamics E-Note 04112015 044130AMDipesh Patel100% (3)
- FUYP+RZP CieloDocument19 pagesFUYP+RZP CieloCarlos ManriquezPas encore d'évaluation
- Constructal Multi-Scale Structure For Maximal Heat Transfer Density - BejanDocument11 pagesConstructal Multi-Scale Structure For Maximal Heat Transfer Density - BejanghezelasheghiPas encore d'évaluation
- FHN 0319 G PDFDocument2 pagesFHN 0319 G PDFRyan A.Y.Pas encore d'évaluation
- Lecture 1 Refrigerating Machine Reversed Carnot Cycle Simple Vapor Compression CycleDocument14 pagesLecture 1 Refrigerating Machine Reversed Carnot Cycle Simple Vapor Compression CycleDeniell Joyce MarquezPas encore d'évaluation
- Axaciat Va - Brosura TehnicaDocument6 pagesAxaciat Va - Brosura TehnicaCatalin BombeaPas encore d'évaluation
- Aerodynamics for Engineering StudentsD'EverandAerodynamics for Engineering StudentsÉvaluation : 5 sur 5 étoiles5/5 (5)
- Oil and Gas Pipelines: Integrity and Safety HandbookD'EverandOil and Gas Pipelines: Integrity and Safety HandbookPas encore d'évaluation
- The Laws of Thermodynamics: A Very Short IntroductionD'EverandThe Laws of Thermodynamics: A Very Short IntroductionÉvaluation : 4.5 sur 5 étoiles4.5/5 (10)
- Handbook of Mechanical and Materials EngineeringD'EverandHandbook of Mechanical and Materials EngineeringÉvaluation : 5 sur 5 étoiles5/5 (4)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseD'EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseÉvaluation : 4.5 sur 5 étoiles4.5/5 (51)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CD'EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CPas encore d'évaluation
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedD'EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedÉvaluation : 5 sur 5 étoiles5/5 (1)
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsD'EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsPas encore d'évaluation
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AD'EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&APas encore d'évaluation
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsD'EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsPas encore d'évaluation
- Fuels, Furnaces and Refractories: International Series on Materials Science and TechnologyD'EverandFuels, Furnaces and Refractories: International Series on Materials Science and TechnologyÉvaluation : 5 sur 5 étoiles5/5 (1)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsD'EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsPas encore d'évaluation
- Airplane Flying Handbook: FAA-H-8083-3C (2024)D'EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Évaluation : 4 sur 5 étoiles4/5 (12)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsD'EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsPas encore d'évaluation
- Advanced Computer-Aided Fixture DesignD'EverandAdvanced Computer-Aided Fixture DesignÉvaluation : 5 sur 5 étoiles5/5 (1)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideD'Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideÉvaluation : 3.5 sur 5 étoiles3.5/5 (7)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionD'EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Waves and Beaches: The Powerful Dynamics of Sea and CoastD'EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastÉvaluation : 4 sur 5 étoiles4/5 (1)
- Practical Hydraulic Systems: Operation and Troubleshooting for Engineers and TechniciansD'EverandPractical Hydraulic Systems: Operation and Troubleshooting for Engineers and TechniciansÉvaluation : 4 sur 5 étoiles4/5 (8)