Vous aimerez peut-être aussi
- An Introductory Course of Quantitative Chemical Analysis: With Explanatory NotesD'EverandAn Introductory Course of Quantitative Chemical Analysis: With Explanatory NotesPas encore d'évaluation
- Recent Advances in Copper Heap Leach Analysis and InterpretationDocument26 pagesRecent Advances in Copper Heap Leach Analysis and InterpretationChelseaPas encore d'évaluation
- Preparative Chromatography for Separation of ProteinsD'EverandPreparative Chromatography for Separation of ProteinsArne StabyPas encore d'évaluation
- Analytical Chromatographic SolutionsDocument18 pagesAnalytical Chromatographic Solutionseduardo corsPas encore d'évaluation
- EPA-821-R-01-010 January 2001Document68 pagesEPA-821-R-01-010 January 2001Ku BonPas encore d'évaluation
- FGD System by BabcockDocument10 pagesFGD System by Babcockdoni_scribdPas encore d'évaluation
- SPE 18885 On The Design of Fracture Acidizing TreatmentsDocument8 pagesSPE 18885 On The Design of Fracture Acidizing Treatmentsswaala4realPas encore d'évaluation
- Antiscalant Technical SheetDocument4 pagesAntiscalant Technical SheetBenjamin MillerPas encore d'évaluation
- Galaxie CalibrationDocument10 pagesGalaxie CalibrationlabsatPas encore d'évaluation
- Furui 2010Document28 pagesFurui 2010Natalino SouzaPas encore d'évaluation
- E539 PDFDocument116 pagesE539 PDFEdgar MejiaPas encore d'évaluation
- PCC Technical PaperDocument6 pagesPCC Technical Papersrikant palakurthiPas encore d'évaluation
- JSBRVol 20 No 3 P233 To 250 Bibliography Methodsof Sucrose AnalysisDocument18 pagesJSBRVol 20 No 3 P233 To 250 Bibliography Methodsof Sucrose AnalysisErdenekhuyag JanPas encore d'évaluation
- SPE-AIME, Exxon Production Research Co. Hoyer, Spbaime, Exxon Production Research CoDocument11 pagesSPE-AIME, Exxon Production Research Co. Hoyer, Spbaime, Exxon Production Research CoAbie WinathamaPas encore d'évaluation
- Coagulation Control Using The Streaming Current Detector: Problems and A Possible SolutionDocument4 pagesCoagulation Control Using The Streaming Current Detector: Problems and A Possible SolutionMohammad Ali ZamanPas encore d'évaluation
- Novel Technologies Used in Wastewater Treatment in Fertilizer IndustryDocument5 pagesNovel Technologies Used in Wastewater Treatment in Fertilizer IndustryManiel TipgosPas encore d'évaluation
- 1974 Murray Filtering Quallity of RAw Sugar - Mechanism of Starch Influence in CarbonatationDocument11 pages1974 Murray Filtering Quallity of RAw Sugar - Mechanism of Starch Influence in CarbonatationnghiPas encore d'évaluation
- IPTC 12368 Optimizing Well Productivity by Controlling Acid Dissolution Pattern During Matrix Acidizing of Carbonate ReservoirsDocument1 pageIPTC 12368 Optimizing Well Productivity by Controlling Acid Dissolution Pattern During Matrix Acidizing of Carbonate ReservoirsJoseJavier ColinaPas encore d'évaluation
- Refresh Refresh (Dynamic - Bypass - Reload) Click Here If You Are Not Automatically Redirected. For Assistance, Contact Your Network Support Team.Document9 pagesRefresh Refresh (Dynamic - Bypass - Reload) Click Here If You Are Not Automatically Redirected. For Assistance, Contact Your Network Support Team.Kelvin LimPas encore d'évaluation
- Determination of SugarsDocument8 pagesDetermination of SugarsNatzi MonsalvoPas encore d'évaluation
- Kolokium HeriDocument7 pagesKolokium HeriVida Da Guía DiplPas encore d'évaluation
- A Simplified RO Process Design Based On Understanding of Fouling MechanismsDocument21 pagesA Simplified RO Process Design Based On Understanding of Fouling Mechanismswatcharapol sonlekPas encore d'évaluation
- Sodium To Phosphate RatioDocument16 pagesSodium To Phosphate RatioKanchan100% (4)
- SSRN Id3717349Document13 pagesSSRN Id3717349Muhammad Ziniddin Zidan ZaiyatPas encore d'évaluation
- A0270108 PDFDocument8 pagesA0270108 PDFpavijayaPas encore d'évaluation
- 233 FullDocument7 pages233 Fullmini2018Pas encore d'évaluation
- Method 900-0 1980Document10 pagesMethod 900-0 1980Omar SuarezPas encore d'évaluation
- SaltDocument5 pagesSaltNhu Nguyen100% (1)
- TA29Document5 pagesTA29abderrahimnPas encore d'évaluation
- Garcia 2016Document5 pagesGarcia 2016Dinda VanaraPas encore d'évaluation
- 21808, Boiler Water Treatment Chemicals S PDFDocument14 pages21808, Boiler Water Treatment Chemicals S PDFSuresh Damu BhadPas encore d'évaluation
- Boiler Water Treatment Chemicals, Feed, and Control - Perhaps It Is More Complicated Than We ThoughtDocument14 pagesBoiler Water Treatment Chemicals, Feed, and Control - Perhaps It Is More Complicated Than We ThoughtDiego Soto SandovalPas encore d'évaluation
- EPA Document #: EPA/600/R-06/115Document36 pagesEPA Document #: EPA/600/R-06/115Norwil dooPas encore d'évaluation
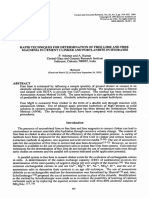
- Rapid Techniques For Determination of Free CaO and Free MgO and Portlandite in Hydrate Cement PDFDocument10 pagesRapid Techniques For Determination of Free CaO and Free MgO and Portlandite in Hydrate Cement PDFTran Huynh NamPas encore d'évaluation
- AAADocument1 pageAAABrent Louisse GuinitaPas encore d'évaluation
- Modelling Methane Production and Sulfate ReductionDocument11 pagesModelling Methane Production and Sulfate ReductionMuna AzizPas encore d'évaluation
- Fouling and Scale Control 2009Document31 pagesFouling and Scale Control 2009kikokalazo0% (1)
- Maximizing The Value Derived From Laboratory Test Work Towards Heap Leaching DesignDocument16 pagesMaximizing The Value Derived From Laboratory Test Work Towards Heap Leaching DesignPromise SangoPas encore d'évaluation
- Boiler Feed Water and Steam ChemistryDocument4 pagesBoiler Feed Water and Steam ChemistryVajid MadathilPas encore d'évaluation
- Discussion Conclusion RecommendationDocument2 pagesDiscussion Conclusion RecommendationFaiz BasriPas encore d'évaluation
- Metals By-Flame Atomic Absorption SpectrometryDocument8 pagesMetals By-Flame Atomic Absorption Spectrometrycassiopeia*TVXQ100% (2)
- Contoh Report Jar TestDocument12 pagesContoh Report Jar TestIzzat75% (4)
- Fast Quantitative Analysis of Boric Acid by Gas Chromatography-Mass Spectrometry Coupled With A Simple and Selective Derivatization Reaction Using TriethanolamineDocument4 pagesFast Quantitative Analysis of Boric Acid by Gas Chromatography-Mass Spectrometry Coupled With A Simple and Selective Derivatization Reaction Using TriethanolamineJonatanLouPas encore d'évaluation
- TMP 11855-33 1 TORONTO 06-88 03951584177652Document5 pagesTMP 11855-33 1 TORONTO 06-88 03951584177652Fermanton SiagianPas encore d'évaluation
- Combined Cycle Water Chemistry - POWERDocument9 pagesCombined Cycle Water Chemistry - POWERShameer MajeedPas encore d'évaluation
- Modification and Automation of The HumidDocument12 pagesModification and Automation of The HumidjohncramosPas encore d'évaluation
- Total Oxygen DemandDocument6 pagesTotal Oxygen DemandChaitra BorkarPas encore d'évaluation
- Section 1 Gross Alpha and Gross Beta Radioactivity in Drinking Water METHOD 900.0 1.0 Scope and Application 1.1Document9 pagesSection 1 Gross Alpha and Gross Beta Radioactivity in Drinking Water METHOD 900.0 1.0 Scope and Application 1.1Pataki SandorPas encore d'évaluation
- 8 405 PDFDocument5 pages8 405 PDFEmad EmadPas encore d'évaluation
- Copper Determination in Sugar Cane Spirits by Fast Sequential Flame Atomic Absorption Spectrometry Using Internal StandardizationDocument3 pagesCopper Determination in Sugar Cane Spirits by Fast Sequential Flame Atomic Absorption Spectrometry Using Internal StandardizationCassio Gnoatto Dal MolinPas encore d'évaluation
- Artigo - An Advancement in Steam Turbine Chemistry Monitoring (IMPRESSO)Document10 pagesArtigo - An Advancement in Steam Turbine Chemistry Monitoring (IMPRESSO)Mateus PinheiroPas encore d'évaluation
- 61831-Bro Carbohydrates Food Beverage 29aug2007 LPN1971Document6 pages61831-Bro Carbohydrates Food Beverage 29aug2007 LPN1971Aditi GhosalPas encore d'évaluation
- IPTC 10693 Recent Advances in Carbonate Stimulation: Fig. 1-Normalized and Averaged Reactivity of CarbonatesDocument8 pagesIPTC 10693 Recent Advances in Carbonate Stimulation: Fig. 1-Normalized and Averaged Reactivity of CarbonatesJose Miguel GonzalezPas encore d'évaluation
- GC GlucoseDocument16 pagesGC GlucoseCosmina GeorgianaPas encore d'évaluation
- Discussion Cod UpdatedDocument3 pagesDiscussion Cod UpdatedFaeez Zain100% (2)
- 21912, Water pp170 184Document15 pages21912, Water pp170 184helloPas encore d'évaluation
- SPE-SAS-541 Dealing With Uncertainty of Reservoir Heterogeneity and Pressure Depletion To Optimize Acid Placement in Thick Carbonate ReservoirsDocument15 pagesSPE-SAS-541 Dealing With Uncertainty of Reservoir Heterogeneity and Pressure Depletion To Optimize Acid Placement in Thick Carbonate ReservoirsMauricio Sanchez BPas encore d'évaluation
- Tommi - Kaartinen - B4 - T2 - Development of A European Standard For The Determination of Acid PotenDocument6 pagesTommi - Kaartinen - B4 - T2 - Development of A European Standard For The Determination of Acid PotenAbie BadhurahmanPas encore d'évaluation
- Ict Mega PaperDocument17 pagesIct Mega PaperrichardstormPas encore d'évaluation
- SPE-199236-PA Acidfrac Vs MatrixDocument23 pagesSPE-199236-PA Acidfrac Vs MatrixKevin WiriandoPas encore d'évaluation
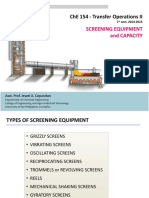
- Vibrasyonlu Sarsak Elek PDFDocument34 pagesVibrasyonlu Sarsak Elek PDFHede HödöPas encore d'évaluation
- BMADocument19 pagesBMAHede Hödö100% (1)
- EvaporationDocument16 pagesEvaporationHede HödöPas encore d'évaluation
- Putsh Karbonatlama PDFDocument27 pagesPutsh Karbonatlama PDFHede HödöPas encore d'évaluation
- Modelling and Simulation of Distributed Processes: Diffusers in The Sugar IndustryDocument10 pagesModelling and Simulation of Distributed Processes: Diffusers in The Sugar IndustryHede HödöPas encore d'évaluation
- K Value DepriesterDocument4 pagesK Value DepriesterHede HödöPas encore d'évaluation
- Total PhosphorusDocument57 pagesTotal PhosphorusPhiak KimPas encore d'évaluation
- Food Analysis by HPLC PDFDocument1 170 pagesFood Analysis by HPLC PDFrosamir875% (4)
- Chromatography: Prashant Pandey Pharmaceutical AnalysisDocument13 pagesChromatography: Prashant Pandey Pharmaceutical AnalysismuthukumaranPas encore d'évaluation
- Ion Exchange Chromatography-IECDocument33 pagesIon Exchange Chromatography-IECnindiya20Pas encore d'évaluation
- TN 160 LC PH Gradient Monoclonal Antibody TN71434 ENDocument5 pagesTN 160 LC PH Gradient Monoclonal Antibody TN71434 ENberkahPas encore d'évaluation
- Ion Chromatographic and Voltammetric Determination of Heavy and Transition Metals in HoneyDocument9 pagesIon Chromatographic and Voltammetric Determination of Heavy and Transition Metals in HoneyLaura LambreaPas encore d'évaluation
- Astm D7359-18Document3 pagesAstm D7359-18Tiêu Linh Tiểu LoanPas encore d'évaluation
- Protein Purification and DeterminationDocument30 pagesProtein Purification and DeterminationNurl Aina100% (1)
- Ion-Exchange Chromatography and Its Applications: Özlem Bahadir AcikaraDocument3 pagesIon-Exchange Chromatography and Its Applications: Özlem Bahadir AcikarawandawdPas encore d'évaluation
- Identification Test USPDocument6 pagesIdentification Test USPpate malabananPas encore d'évaluation
- DEA & ACT-1 in Benfield Solution by Ion ChromatographyDocument9 pagesDEA & ACT-1 in Benfield Solution by Ion ChromatographyFauzan Azim EdhochenkoPas encore d'évaluation
- Determination of Nitrogen SpeciesDocument14 pagesDetermination of Nitrogen SpeciesMarcos MykPas encore d'évaluation
- Ishihara2005 - CópiaDocument8 pagesIshihara2005 - CópiaJoão SantosPas encore d'évaluation
- Presented By: Khadeeja IkramDocument49 pagesPresented By: Khadeeja IkramMuhammad JamalPas encore d'évaluation
- Applied Chemistry - VIVA VOICEDocument25 pagesApplied Chemistry - VIVA VOICEAnmol Pawa100% (1)
- 940 Professional IC Vario 942 Extension Module Vario: Modular High-Performance System For Ion ChromatographyDocument20 pages940 Professional IC Vario 942 Extension Module Vario: Modular High-Performance System For Ion ChromatographyElena ErlauerPas encore d'évaluation
- Lecture HPLC StudentDocument243 pagesLecture HPLC StudentNur Hariani100% (1)
- Carbohydrate Distribution of Cellulosic Materials: Standard Test Method ForDocument3 pagesCarbohydrate Distribution of Cellulosic Materials: Standard Test Method ForDanZel DanPas encore d'évaluation
- CH 05Document24 pagesCH 05filippo100% (3)
- Analytical Chemistry: Chromatographic Techniques Chromatographic Techniques-TLC, HPTLC, IECDocument13 pagesAnalytical Chemistry: Chromatographic Techniques Chromatographic Techniques-TLC, HPTLC, IECKanchanPas encore d'évaluation
- Enzymes Biotechnology HandbookDocument8 pagesEnzymes Biotechnology HandbookJamilah AhmadPas encore d'évaluation
- Spesifikasi Ion ChromatographyDocument3 pagesSpesifikasi Ion ChromatographyYora Febri Zal PutriPas encore d'évaluation
- Classification of Chromatographic TechniquesDocument8 pagesClassification of Chromatographic TechniquesArfa AshrafPas encore d'évaluation
- Fosetyl AlDocument4 pagesFosetyl Almirza nadeemPas encore d'évaluation
- Column ChromatographyDocument22 pagesColumn ChromatographyAzeem ChaudharyPas encore d'évaluation
- Talanta: Diogo L.R. Novo, Rodrigo M. Pereira, Carla A. Hartwig, Clarissa M.M. Santos, Marcia F. MeskoDocument8 pagesTalanta: Diogo L.R. Novo, Rodrigo M. Pereira, Carla A. Hartwig, Clarissa M.M. Santos, Marcia F. MeskoPutri ElisaPas encore d'évaluation
- GlycoDocument1 pageGlycoDinesh SreedharanPas encore d'évaluation
- 1 PDFDocument7 pages1 PDFHede HödöPas encore d'évaluation
- Interview Questions RajpalsinhDocument60 pagesInterview Questions RajpalsinhVishal ParmarPas encore d'évaluation
- Chem 18.1 Experiment 9 'Ion Exchange ChromatographyDocument6 pagesChem 18.1 Experiment 9 'Ion Exchange ChromatographyNat DabuétPas encore d'évaluation
- The Story of the World, Vol. 1 AudiobookD'EverandThe Story of the World, Vol. 1 AudiobookÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Dumbing Us Down: The Hidden Curriculum of Compulsory SchoolingD'EverandDumbing Us Down: The Hidden Curriculum of Compulsory SchoolingÉvaluation : 4.5 sur 5 étoiles4.5/5 (497)
- How to Talk to Anyone: Learn the Secrets of Good Communication and the Little Tricks for Big Success in RelationshipD'EverandHow to Talk to Anyone: Learn the Secrets of Good Communication and the Little Tricks for Big Success in RelationshipÉvaluation : 4.5 sur 5 étoiles4.5/5 (1135)
- Weapons of Mass Instruction: A Schoolteacher's Journey Through the Dark World of Compulsory SchoolingD'EverandWeapons of Mass Instruction: A Schoolteacher's Journey Through the Dark World of Compulsory SchoolingÉvaluation : 4.5 sur 5 étoiles4.5/5 (149)
- Summary: Trading in the Zone: Trading in the Zone: Master the Market with Confidence, Discipline, and a Winning Attitude by Mark Douglas: Key Takeaways, Summary & AnalysisD'EverandSummary: Trading in the Zone: Trading in the Zone: Master the Market with Confidence, Discipline, and a Winning Attitude by Mark Douglas: Key Takeaways, Summary & AnalysisÉvaluation : 5 sur 5 étoiles5/5 (15)
- Summary: The Laws of Human Nature: by Robert Greene: Key Takeaways, Summary & AnalysisD'EverandSummary: The Laws of Human Nature: by Robert Greene: Key Takeaways, Summary & AnalysisÉvaluation : 4.5 sur 5 étoiles4.5/5 (30)
- Stoicism The Art of Happiness: How the Stoic Philosophy Works, Living a Good Life, Finding Calm and Managing Your Emotions in a Turbulent World. New VersionD'EverandStoicism The Art of Happiness: How the Stoic Philosophy Works, Living a Good Life, Finding Calm and Managing Your Emotions in a Turbulent World. New VersionÉvaluation : 5 sur 5 étoiles5/5 (51)
- The 16 Undeniable Laws of Communication: Apply Them and Make the Most of Your MessageD'EverandThe 16 Undeniable Laws of Communication: Apply Them and Make the Most of Your MessageÉvaluation : 5 sur 5 étoiles5/5 (73)
- How to Improve English Speaking: How to Become a Confident and Fluent English SpeakerD'EverandHow to Improve English Speaking: How to Become a Confident and Fluent English SpeakerÉvaluation : 4.5 sur 5 étoiles4.5/5 (56)
- Learn Spanish While SleepingD'EverandLearn Spanish While SleepingÉvaluation : 4 sur 5 étoiles4/5 (20)
- Summary: Dotcom Secrets: The Underground Playbook for Growing Your Company Online with Sales Funnels by Russell Brunson: Key Takeaways, Summary & Analysis IncludedD'EverandSummary: Dotcom Secrets: The Underground Playbook for Growing Your Company Online with Sales Funnels by Russell Brunson: Key Takeaways, Summary & Analysis IncludedÉvaluation : 5 sur 5 étoiles5/5 (2)
- Cynical Theories: How Activist Scholarship Made Everything about Race, Gender, and Identity―and Why This Harms EverybodyD'EverandCynical Theories: How Activist Scholarship Made Everything about Race, Gender, and Identity―and Why This Harms EverybodyÉvaluation : 4.5 sur 5 étoiles4.5/5 (221)
- The Story of the World, Vol. 2 AudiobookD'EverandThe Story of the World, Vol. 2 AudiobookÉvaluation : 5 sur 5 étoiles5/5 (2)
- Learn Japanese - Level 1: Introduction to Japanese, Volume 1: Volume 1: Lessons 1-25D'EverandLearn Japanese - Level 1: Introduction to Japanese, Volume 1: Volume 1: Lessons 1-25Évaluation : 5 sur 5 étoiles5/5 (17)
- Summary: I'm Glad My Mom Died: by Jennette McCurdy: Key Takeaways, Summary & AnalysisD'EverandSummary: I'm Glad My Mom Died: by Jennette McCurdy: Key Takeaways, Summary & AnalysisÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Summary: The 5AM Club: Own Your Morning. Elevate Your Life. by Robin Sharma: Key Takeaways, Summary & AnalysisD'EverandSummary: The 5AM Club: Own Your Morning. Elevate Your Life. by Robin Sharma: Key Takeaways, Summary & AnalysisÉvaluation : 4.5 sur 5 étoiles4.5/5 (22)
- Rooted in Joy: Creating a Classroom Culture of Equity, Belonging, and CareD'EverandRooted in Joy: Creating a Classroom Culture of Equity, Belonging, and CarePas encore d'évaluation
- Summary: It Didn't Start with You: How Inherited Family Trauma Shapes Who We Are and How to End the Cycle By Mark Wolynn: Key Takeaways, Summary & AnalysisD'EverandSummary: It Didn't Start with You: How Inherited Family Trauma Shapes Who We Are and How to End the Cycle By Mark Wolynn: Key Takeaways, Summary & AnalysisÉvaluation : 5 sur 5 étoiles5/5 (3)
- Why Smart People Hurt: A Guide for the Bright, the Sensitive, and the CreativeD'EverandWhy Smart People Hurt: A Guide for the Bright, the Sensitive, and the CreativeÉvaluation : 3.5 sur 5 étoiles3.5/5 (54)
- Make It Stick by Peter C. Brown, Henry L. Roediger III, Mark A. McDaniel - Book Summary: The Science of Successful LearningD'EverandMake It Stick by Peter C. Brown, Henry L. Roediger III, Mark A. McDaniel - Book Summary: The Science of Successful LearningÉvaluation : 4.5 sur 5 étoiles4.5/5 (55)
- Follow your interests: This will make you feel better about yourself and what you can do.: inspiration and wisdom for achieving a fulfilling life.D'EverandFollow your interests: This will make you feel better about yourself and what you can do.: inspiration and wisdom for achieving a fulfilling life.Pas encore d'évaluation
- Little Soldiers: An American Boy, a Chinese School, and the Global Race to AchieveD'EverandLittle Soldiers: An American Boy, a Chinese School, and the Global Race to AchieveÉvaluation : 4 sur 5 étoiles4/5 (25)
- Summary: Greenlights: by Matthew McConaughey: Key Takeaways, Summary & AnalysisD'EverandSummary: Greenlights: by Matthew McConaughey: Key Takeaways, Summary & AnalysisÉvaluation : 4 sur 5 étoiles4/5 (6)
- Follow The Leader: A Collection Of The Best Lectures On LeadershipD'EverandFollow The Leader: A Collection Of The Best Lectures On LeadershipÉvaluation : 5 sur 5 étoiles5/5 (122)
- Taking Charge of ADHD: The Complete, Authoritative Guide for ParentsD'EverandTaking Charge of ADHD: The Complete, Authoritative Guide for ParentsÉvaluation : 4 sur 5 étoiles4/5 (17)
- Financial Feminist: Overcome the Patriarchy's Bullsh*t to Master Your Money and Build a Life You LoveD'EverandFinancial Feminist: Overcome the Patriarchy's Bullsh*t to Master Your Money and Build a Life You LoveÉvaluation : 5 sur 5 étoiles5/5 (1)