Académique Documents
Professionnel Documents
Culture Documents
Milling
Transféré par
bonginkosi mathunjwaCopyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Milling
Transféré par
bonginkosi mathunjwaDroits d'auteur :
Formats disponibles
TECHNICAL OPERATING PRACTICES
THE MILLING PROCESS
ILLOVO SUGAR LIMITED
TECHNICAL SERVICES
1 Montgomery Drive
MOUNT EDGECOMBE 4300
Tel: +27 31 508 4300
Fax: +27 31 508 4526
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 15--05-
00
INDEX
MODULE 3: THE MILLING PROCESS
CONTENTS PAGE
THE MILLING PROCESS............................................................................ 1
THE PURPOSE OF MILLING ............................................................ 1
THE MILL .......................................................................................... 1
MILL ROLLS ..................................................................................... 1
ROLL GROOVING ............................................................................ 1
CHEVRONS ...................................................................................... 1
TRASH PLATE & SCRAPERS .......................................................... 2
DONNELLY CHUTE .......................................................................... 2
NOSE PLATES ................................................................................. 3
OPERATIONS ................................................................................... 4
REPONSIBLE PERSONNEL ........................................................... 12
MANAGING PERFORMANCE THROUGH WEEKLY MEETINGS.... 14
MILL SETTINGS ....................................................................................... 17
SETTING THE MILLS...................................................................... 17
TRASH PLATES ............................................................................. 25
MILL ARCING ................................................................................. 28
CHANGING MILLS.................................................................................... 30
FIG 3.0 - DIAGRAM ON CORRECT POSITIONING OF CHEVRONS ....... 2
FIG 3.1 - EX MILLING EXTR PROF WITH A LOWER CTRL LIMIT ........... 7
FIG 3.2 - EX MILLING MOIST PROF WITH UPPER & LOWER LIMITS .... 7
FIG 3.3 - DIAGRAM OF A TYPICAL MILL ................................................. 8
FIG 3.4 - DIAGRAM SHOWING MESCHAERT KNIFE POSITION ............ 9
FIG 3.5 - DIAGRAM OF JUICE FLOW .................................................... 10
FIG 3.6 - OIL LUBRICATION .................................................................. 10
FIG 3.7 - SPECIAL CALLIPER................................................................ 18
FIG 3.8 - DISCHARGE WORK OPENING (D.W.O.) ................................ 19
FIG 3.9 - ROLLER POSITION ................................................................. 20
FIG 3.10- JOURNAL POSITION .............................................................. 21
FIG 3.11- HYDRAULIC CYLINDER ......................................................... 22
FIG 3.12- TYPICAL TRASH PLATE ......................................................... 25
FIG 3.13- TRASH PLATE POSITION ....................................................... 26
FIG 3.14- DUMB TURNER ...................................................................... 26
FIG 3.15- TRASH PLATE SETTING ........................................................ 27
FIG 3.16- ROLL ANGLES ........................................................................ 27
FIG 3.17- WEAR OF SCRAPER .............................................................. 28
FIG 3.18- DISTANCE OF WELDING ROD FROM ROLLER ..................... 29
FIG 3.19- MILL ROTATION ..................................................................... 30
CONTINUOUS IMPROVEMENT CHART .................................................. 31
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 1
MODULE: 3 THE MILLING PROCESS
THE MILLING PROCESS
(Please note that mill settings and arcing are dealt with under their respective
headings and form part of Module 3.)
The Purpose of Milling
The purpose of milling cane is a separation process of the fibre, and liquid in the cane.
The liquid being brix plus water.
The Mill
The main components of a mill are a bagasse chute, trash plate , four rolls; (the top roll,
underfeed roll, feed roll and discharge roll) and scrapers. All of these components are
fitted in the mill housing. The bagasse is fed through the bagasse (Donnelly) chute into
the opening between the under feed and top roll for the initial squeeze, then it is
directed into the opening between the feed and top roll, for the second squeeze. The
bagasse is then directed by the trash plate into the opening between the discharge and
top rolls for the final squeeze. The juice is collected under the mill in a tray.
Mill Rolls
A mill roll consists of a cast iron shell that is heat shrunk onto a steel shaft. The shell
width varies according to the design and capacity requirements. A common size for
processing up to 300tch is 2,134mm shell width and diameter ranges from 863mm (for
the underfeed roll) to 1,168mm for the top, feed and discharge rolls. The peripheral
speed of the underfeed roll generally results in being about 7 to 10% higher than the top
roll, this is to accelerate the bagasse feed from the chute around the longer arc
ascribed from the centre of the top roll. Theoretically the correct speed can be
calculated using roll sizes and settings.
Roll Grooving
There are three types of roll grooving; circumferential, chevron and Meschaert or juice
grooving. The angle of the circumferential grooves are between 35° and 55°. The pitch
of these grooves vary between 25mm (1”) and 75mm (3 “) with 50mm (2 “) being the
most common.
Chevrons
Chevrons are grooves along the length of the roll to assist in feeding, aid drainage and
prevent slippage. The depths of these grooves are made less than those of the
circumferential grooves (about 70% of the groove depth) to prevent scraper tips from
being caught. Chevrons are spaced about 400mm apart (not more than 12 per roller)
and are inclined from the horizontal by 16° to 25°. It is important that the leading
edge of chevron is kept very sharp, hard-facing the edge of the chevron assists.
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 2
Also as it grips the bagasse and forms a ridge in the high pressure area as well as a
valley on exit, juice must flow to the sides. Refer Figure 3.0.
CORRECT ü WRONG X
ROTATION
MILL
Figure 3.0 - Diagram on correct positioning of chevrons
It is always preferable to install chevrons on the top roller as it enhances grip on the
feed and discharge roller compaction sections. On feed and discharge roller it is not
recommended due to the increase in droppings under the mill. This leads to increased
recirculation, wear on pipies, chokes and blinding of diffuser beds.
Chevrons only to be used at high throughputs and adverse ash% cane mill areas not as
a substitute for good mill roll arcing.
Meschaert grooves serve to improve juice drainage. These grooves are typically found
on the feed rolls but not on the top roll. The width is normally 7mm and the depth varies
between 20mm and 50mm. The pitch varies with that of the circumferential grooves.
Trash Plate and Scrapers
The purpose of the trash plate is primarily to turn the bagasse into the discharge nip.
Most trash plates are made of either cast steel or SG iron (SG50 or SG70) and the front
third of the teeth are hardfaced to reduce wear. The trash plate also plays an important
role in keeping the grooves of the feed roll clear of fibre and acts as a scraper for that
roll. The top and discharge rolls have scrapers fitted. Scrapers are usually made from
SG iron (SG42) and are not hardfaced.
Donnelly Chute
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 3
Most mills are fitted with long (3 to 6 meter) Donnelly Chutes. Bagasse is fed from the
slat conveyer into the opening at the top of the chute and then by its own weight is
forced into the mill. The Chute is set up so that the centre line is approximately 50mm
behind the centre line between the top and underfeed roll. The Donnelly Chute setting
can be calculated by the formula W = 0.5(RO +S), where RO is the mean roll diameter
of the top roll and S is the underfeed setting or determined by the ratio to the discharge
setting. This ratio ranges from 14 in Mill No.1 to 11 in the final Mill. In operation, the
chute level should be controlled at more than 50%, preferably 60%. The control
algorithm should also incorporate a “dead band” between 30 and 70% between which
the mill speed does not react to changes in chute levels. The Donnelly chute should
also have a divergence of 50mm from the top down to the bottom of the chute.
Nose Plates
Donnelly chutes are fitted with nose plates to guide the bagasse into the opening
between the underfeed and top roll. The positioning of the nose plate is a key factor in
optimising milling performance and therefore needs to be checked and set correctly.
The nose plate should fit into the outside of the underfeed roll and into the second
groove of the top roll, it should extend down to approximately the centreline of the top
roll. (Note the length of the underfeed roll is usually about 150mm narrower than a top
roll with 50mm pitch grooving).
Nose plates are made of stainless steel or 3CR12 and are supported in position with
either “jack bolts” from the mill headlock or nylon friction pads running against the top
roll flange.
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 4
Operations
To obtain maximum output and optimum extraction from the mills, the following must be
achieved:-
· Cane unloading and cane carrier facilities must be adequate to maintain a
constant feed of cane into the system. Having decided on the rate of cane to
be crushed per hour, the cane carriers should be operated in order to maintain
this rate to within 10%. Large fluctuations create dangerous peaks and
depressions in the flow of bagasse and juice throughout the entire factory
thereby causing a complete “out of balance” operation.
· It may be an advantage to install a nozzle box pressure transmitter or ammeter
on No.1 Mill and record the power consumption. The recorded results should
not show large fluctuations. If this is the case then a swing cycle can be set up
in the plant, which could cause variations that will ultimately result in loss of
extraction. These signals are sometimes used control the throughput by
adjusting the feed into the first mill by varying the Donnelly chute setting via an
air cylinder and adjustable rear plate (see Noodsberg and Darnal mills).
· The alignment of the cane as it enters the cane preparation knives is very
important and deflectors etc. must be installed to ensure that the cane all enters
the prep area in the same or similar direction.
· Ensure that there is an even feed onto the main cane carrier. Gaps will cause
loss in extraction. The compactness of the cane can influence the throughput
dramatically. Trash cane should be fed at lower levels / height than burnt cane
as trash is lighter and does not feed nicely into the No.1 Donnelly chute / Mill.
· Feed to the crushing mills must be evenly distributed in the Donnelly Chutes
and control must be maintained to ensure the Donnelly Chute is maintained at
approximately 60% full.
· The feed onto the carrier is of prime importance if the Donelley chute level in
the No.1 Mill is to be maintained at 50% or higher. The carrier operator must
watch carefully and should not allow gaps in the carrier feed. In addition the
load in the carrier should be of equal height.
· Mill and pressure feeder geometry must be maintained in a reasonable
accurate manner. The correct setting of the pressure feeder and mill roller
openings is essential and the position of the Donnelly Chute and Mill Trash
Plate in relation to the mill rollers is important.
Check that there is adequate hydraulic pressure. (Gauges are marked with
red and green stripes) and that all mills are running on automatic control.
· The nozzle box pressure indicates the loading of the mill and should where
possible be kept fairly constant. (The nozzle box pressure can be high but you
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 5
still have no power. This is caused by some of the ports on the turbine being
closed off. Call an expert on turbines if this occurs).
· If you hear the mill “growling”, it may indicate incorrect Trashplate settings. To
determine if the work it is doing is useful or not, check the nozzle box pressure.
The nozzle box pressure will indicate the loading of the turbine and this
pressure should be as high as possible without stalling the mill. All turbines in
the tandem should have similar loadings.
Note: Nozzle box pressure is not applicable to electric drives, in this case
amp readings will indicate drive loading.
· For optimum results it is necessary to tabulate milling data regularly (weekly) to
establish individual mill peak performance. After some time, it will be possible
to take corrective steps if performance declines. In order to ensure accuracy
of tabulated data the mill roll diameters, roller groove depths, roller
settings and roller speeds should be measured.
· The first mill must be kept at a constant speed, the bagasse level in the
Donnelly chute controls the speed of the main carrier. In the subsequent mills
the chute level of that mill controls the speed of each mill. It is extremely
important that none of the Donnelly chutes run empty and that all the top
rolls are lifting.
· “Slow is good”, a mill operates more efficiently at lower speeds. The mill must
be operated within the torque characteristics (parabolic), of the turbine. If
operated too slow rollers could be broken, whilst too fast will reduce extraction.
(Roller speeds should not be less than 1.5rpm and more than 6rpm, 2 to 2,5
rpm is usually a good range). The torque requirement for an 84” mill is usually
1300KNm and the gearing is sized for 1700KNm.
· The speed of the Mills should progressively decrease from Mill No.1 through to
Mill No.6. Any Mill out of line should be analysed and corrective action taken.
· There must be a consistent and even spread of juice / Imbibition over the entire
maceration juice trough. If there is excessive bagasse in the juice you may
suspect a worn trash plate in the Mill feeding the maceration trough. The
Imbibition % fibre should be between 200 and 310%. Too much Imbibition will
result in an energy consumption increase and too little will cause a loss in
extraction. When the bagasse exits the Mill it is about 50% moisture and acts
as a huge sponge to absorb all the juice flowing over the maceration trough.
The Maceration trough must therefore be placed as close as possible to the exit
of the Mill to maximise this sponge effect.
· The temperature of the Imbibition water must be within acceptable limits.
These are between 48° to 52°C. The higher the temperature the better the
extraction, however, the Mills tend to slip with higher temperatures and
therefore it is very important to ensure that the Mill is properly arced to prevent
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 6
slippage. (A temperature of 50°C is recommended). You can increase the
temperature until the Mill just starts to slip (speed up), then turn the temperature
down a degree or two.
· There should be no juice over the top of the top roller. Catch the bagasse
below the discharge roller and squeeze it in your hand to determine if there is
any carry over. The bagasse should be dry if the mill is working correctly. In
No. 1 Mill there will always be a lot of juice and some will go over the top roller
and be taken away through the top scrapper troughs. All other mills should
have little juice over the top roller and should in general be removed by a
squeegee before reaching the top scrapper. This will force the juice to flow
around the Donelley Chute.
· Juice should run over the feed and under feed rollers if they are working
efficiently.
· There should be no dropping of bagasse into the juice trough below the mill.
(Suspect worn trash plate, can sometimes remedy by pulling in the feed and
discharge roller in the correct ratio). Occasionally bad or rotten cane will also
drop through the Mill irrespective of what is done.
· The Underfeed roller should at all times be kept clear of bagasse and should
NOT become furred. If the underfeed roller becomes furred the mill will NOT
feed properly. The underfeed roller should be lowered to mesh with the feed
roller in such a manner that it does NOT remove the arcing but keeps it clear of
bagasse. Sometimes this is NOT possible due to ageing rollers. (This can
sometimes be accomplished by placing spacers under the Feed and Discharge
rollers). Another route is to insert a wooden scraper on the underfeed roller,
that is if all else fails. It is important that the underfeed-roller does some
extraction (can be seen if juice flows over the underfeed-roller).
· The pitch of the underfeed-roller can be altered to increase throughput. It is not
unusual to alter the pitch to 35º when working with a 45º feed roller.
· If high throughput is required it is possible to arc the underfeed-roller in the
stationery position (you can then deposit large nodules). Note that you can’t
stationary arc the feed-roller as this may break the points off the trash plate. It is
also possible to stationery arc the top-roller, however, care must be taken as
you may cause the problem of flipping the top roll scraper.
· Extraction should progressively decrease throughout the mills. No.1 Mill should
be between 73% and 83%, the rest of the mills should be above 35% individual
extraction. If any mill is out of line then its performance must be analysed and
corrective action taken.
Refer Figure 3.1 - Example of a milling extraction profile with a lower
control limit
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 7
Most importantly:- The Pol % bagasse from the last mill should result in
less than one unit for good extraction performance to be achieved.
· The individual Moisture percent Bagasse figures should fall between the limits
55% to 58% for the first mill, 51% to 54% on intermediate Mills and not exceed
50% on the 6th Mill. (Note that if bagasse were immersed in water the
maximum moisture content it could hold would be 75%. Therefore if we are
going to get maximum absorption of Imbibition water after the Mill then, we
should be drying out the bagasse as much as possible in the Mill). Refer
Figure 3.2 - Example of a milling moisture profile with upper and lower
control limits.
IN D IV ID U A L E X T R A C T I O N ( A ) 2 9 S A M P L E S ( J U N E 9 8 )
80
7 2 .8
70
AC TU AL PER FO R M AN C E
60
50
PERCENTAGE
4 4 .7
40
36
3 2 .5
30 3 0.6
2 4 .5
20
10
0
1 2 3 4 5 6
E g . A c t. l P e r f o rm a n c e 7 2.8 36 2 4.5 4 4 .7 3 2 .5 3 0 .6
L o w e r C tl L td . 75 38 38 38 38 38
M IL L S
Figure 3.1 - Example of a Milling Extraction Profile with a Lower control Limit
M O IS T U R E % B A G AS S E (A V G . 34 S A M P L E S )
70
65
60 5 9 .6
PERCENTAGE
5 7 .8
5 6 .4
5 5 .7
55
52 .7
50 4 9.7
45
40
1 2 3 4 5 6
A C TU A L AV ER A GE 5 7 .8 5 6 .4 5 9 .6 5 5 .7 5 2 .7 49 .7
U P P E R C O N T R O L L IM IT 65 54 54 54 54 52
L O W E R C O N T R O L L IM IT 55 51 51 51 51 48
M IL L S
AC TU AL AVE R AG E U P P E R C O N T R O L L IM IT LO W E R C O N T R O L L IM IT
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 8
Figure 3.2 - Example of a Milling Moisture Profile with Upper and Lower Control Limits
The individual extraction of each Mill should fall within the following boundaries:
Example (Ind. Mill) Prog. Extraction Pol.
Extracted
Mill No.1. 76% to 80% 76% 76.0% 76.0%
Mill No.2. > 38% 38% 85.1% 8.4%
Mill No.3. > 38% 38% 90.8% 5.4%
Mill No.4. > 38% 38% 94.3% 3.6%
Mill No.5. > 38% 38% 96.5% 2.3%
Mill No.6. > 38% 38% 97.8% 1.5%
Any Mill falling out of the extraction boundaries should be investigated (Mill
settings, arcing etc.). The offending Mill(s) should then be corrected.
When taking the samples for testing purposes it is important to take the samples when
the mill is fully loaded, i.e. the Donelley chute is 50%. If you do not take this precaution
then the sample may be misrepresentative.
Figure 3.3 - Diagram of a Typical Mill
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 9
· The mill scrapers must be measured each stop day. (The scraper is measured
from the tip to contact with the backing plate). These scrapers wear down due
to contact with the well-arced rollers. (Note that in some cases only the tips of
the scrapers are hard faced. If the entire tip is hardfaced it will cause the roller
to wear and cause unnecessary heat). The rate of wear must be determined by
recording all scraper sizes each stop day and the scraper replaced if it is
determined that it will decrease beyond a critical length before the next stop
day. Failure to replace may cause the scraper to ‘flip’ during the crush and
cause unnecessary downtime. The position of the discharge scraper must be
such that the top of the scraper is below the top centre of the discharge roller.
If this is not done then the Mill could choke. The tip of the scraper must be
sharp, if it becomes rounded the scraper will lift and the roller will ‘fur’.
Refer to Figure 3.3 - Diagram of typical mill
· Meschaert groves are deep drainage grooves located on the feed roller. The
purpose of these grooves is to improve the juice flow and milling throughput.
Good juice drainage permits larger amounts of imbibition water to be used and
reduces the likelihood of the mills “slipping”. Meschaert grooves that become
fouled with bagasse restrict the flow of juice, causing the juice to be
reabsorbed. This results in poor extractions and throughputs. To keep these
grooves clear, Meschaert knives, manufactured from “spring steel”, are inserted
into the Meschaert grooves and used as scrapers.
Should any metal or foreign object pass through the mill it may become lodged
in the Meschaert groove and cause the Meschaert knife to “kick out”. If this
occurs, the groove must be cleared, the knife checked and replaced if
damaged. Refer Figure 3.4 - Diagram showing Meschaert Knife Position.
MESCHAERT KNIFE
MESCHAERT GROOVE
Figure 3.4 - Diagram showing Meschaert Knife Position
· The juice mixture below the Mill is captured and gravity fed to a swirl tank.
±15% of the juice mixture is recycled to the trough below the Mill. This keeps
the bagasse in the juice in suspension and prevents chokes.
Refer Figure 3. 5 - Diagram of juice flow
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 10
Figure 3.5 - Diagram of Juice Flow
· In order to ensure that the swirl tank operates correctly (i.e. the juice swirls), a
round pipe of some 200mm diameter is installed in the centre of the swirl tank.
The feed pipe to the pump is angled downwards so that air enters the top of the
pump thus decreasing the efficiency. This will prevent plug flow. (Another
method used is make the pump inefficient is by adding rings/spacers, between
the two halves of the pump body and thus moving the impeller further back.)
· The swirl tanks are usually cleared of mud etc. on stop days. This is usually dug
out the bottom of the swirl tank.
· The Mill bearings are white metal bearings (in the past bronze). The bearings
must be kept cool by lubrication with oil. The oil is fed into a wedge (refer
Figure 3.6 below), the front of this wedge sometimes becomes sharpened and
must be smoothed off with a file. If the bearing becomes too hot the white
metal will simply melt and fill up the lubrication holes. The bearings are also
cooled with water, which runs within a water chamber inside the bearing
housing. Note the position of lubrication application it must be in the low
pressure area (about 4 ‘o’ clock for the feed roll, 8 ‘o’ clock for discharge roll
and 2 ‘o’ clock for top roll). Show one of these.
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 11
Figure 3.6 - Oil Lubrication
· The bearings are in general cooled by water. A visual check must be made to
ensure that water is flowing to the bearings, if the drain water pipe is hot it will
indicate that the bearing is running hot. The bearing can be cooled by hosing it
with cold water and by pumping additional oil into the bearing to provide better
lubrication. It is important to closely monitor the bearing and repair it if
necessary on the following Stop Day.
· Watch the Mill lift indicators, the lift should be equal on the Pinion and Pintel
sides of the roller. If the indicators are moving up and down at a higher rate
than is normal, check the roller for signs of “polishing” and the imbibition
temperature, as the mill could be slipping.
· Mill Sanitation is of extreme importance with regards to overall recovery. The
Mill should be kept clean at all times. You can use exhaust steam pipes with
appropriately placed holes running alongside the dumb turner and automated to
clean once per hour. Whatever method is used for cleaning care must be
taken, as the safety of personnel will become a factor if hot water, steam, high-
pressure cleaners or chemicals are used.
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 12
Responsible Personnel
FRONT-END FOREMAN
CONTROL ROOM
OPERATOR
MILL PLATFORM
OPERATOR
In order to optimise milling performance the following must be controlled:
1.
CANE FEED
Cane feed to the mills must be constant and even, avoiding any gaps in the
delivery to the mills.
2. CHUTE
LEVEL
The Donnely chutes must operate at no less than 50% capacity.
3. ARCING
Mill arcing must be carried out systematically and according to specification.
Because this is a key area it must be assessed regularly and the arcers should be
given constant feedback on performance. Watch for "shining" or "polished" mill
rolls, mills slipping and poor extraction. All arcing machines should be D.C.
Earthing on mills should be checked on a regular basis and a check list should be
installed next to the mills.
4. IMBIBITION
The correct imbibition volumes must be constantly applied. Remembering to
adjust the imbibition rate according to fibre % cane and crush rate. Imbibition
temperature must be at the maximum the mill can take without slipping. Constantly
test, check and adjust.
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 13
5. MILL SETTINGS
Mill settings are critical and must be done right first time. Care must be taken
when using computerised spreadsheets to calculate mill settings, “remember
garbage in garbage out”, it is advisable to rather do the calculations manually and
use the spreadsheet as a check and for any running adjustments.
6. MESCHAERT KNIVES
The mixed juice must have unrestricted flow. The Meschaert knives must be
correctly set and juice flow monitored.
7. MILL LIFT
A key indicator of milling efficiency. Mill lift must be checked remembering to link
the check to hydraulic pressure readings and to check both the pinion and plinthel
lift for optimum lift and equilibrium. The nitrogen gas pressure in the hydraulic
accumulators should be checked every offcrop and recharged to 70% of the mill
hydraulic pressure (if the recording of mill lift is very “dead” with no fluctuations this
is normally an indication that the gas has leaked out of the accumulator).
8. TRASH PLATE
Watch the juice, there must be a consistent and even spread of juice / Imbibition
over the entire maceration juice trough. If there is excessive bagasse in the juice
you may suspect a worn trash plate in the Mill feeding the maceration trough.
BAGASSE DROPPINGS
9.
There should be no bagasse droppings into the trough below the mill.
10. PRESSURE
The nozzle box and hydraulic pressures must be within specified limits.
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 14
11. SPEED
“Slow is good”, a mill operates more efficiently at lower speeds. The mill must
be operated within the torque characteristics (parabolic), of the turbine.
12. SANITATION
To avoid sucrose inversion the mill must be hosed down with hot water to sanitise
the mill and to prevent blockages and accumulation of bagasse.
13. UNDERFEED ROLL
Should be free from bagasse - not furred.
MANAGING PERFORMANCE THROUGH WEEKLY REVIEW MEETINGS
STATISTICAL PROCESS CONTROL
The following measurements can be presented on run or trend charts in order to give a
“picture” of what is happening to the milling process.
· Individual mill extraction
· Individual mill moisture % bagasse
· Final bagasse % pol
· Mill throughput
· Fibre % cane
Fibre % Cane
This data plays an important function in predicting whether the fibre % cane is
increasing or decreasing and at what rate this is happening. Because fibre plays such
an important factor in the milling process it is important for people to understand what is
happening so that they can “fine tune” their operations to deal with changing conditions.
The trend graph is a powerful tool for this application as the example below illustrates.
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 15
F IB R E % C AN E T R E N D
15
1 4 .5
14
PERCENTAGE
1 3 .5
13
Trendline
1 2 .5
12
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
D AY S (S A M PL E S )
F ib re % C A N E E xp o n . (F ib r e% C A N E )
Throughput
W EE K11 M ILLING THROUG HP UT
5200
5000
4800
4600
TCH
4400
4200
4000
3800
09-0 6-98 10-06-9 8 1 1-06 -98 12-06-98 13-06 -98 14-06-9 8 1 5-06-98
DAYS
A CT UA L T HR OUG HP UT 92% CA P A CIT Y
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 16
The individual Moisture percent Bagasse figures should fall between the limits 55% to 58%
for the first mill, 51% to 54% on intermediate Mills and not exceed 52% on the 6th Mill.
M O IS T U R E % B A G A S S E (A V G . 3 4 S A M P L E S )
7 0
6 5
6 0
5 9 .6
5 7 .8
PERCENTAGE
5 6 .4
5 5 .7
5 5
5 2 .7
5 0 4 9 .7
4 5
4 0
1 2 3 4 5 6
A C T U A L A V E R A G E 5 7 .8 5 6 .4 5 9 .6 5 5 .7 5 2 .7 4 9 .7
U P P E R C O N T R O L L I M IT 6 5 5 4 5 4 54 5 4 52
L O W E R C O N T R O L L I M IT 5 5 5 1 5 1 51 5 1 48
M IL L S
A C T U A L A V E R A G E U P P E R C O N T R O L L IM IT L O W E R C O N T R O L L IM I T
INDIVIDUAL EXTRACTION (A) 29 SAMPLES (JUNE 98)
80
72.8
70
ACTUAL PERFORMANCE
60
50
PERCENTAGE
44.7
40
36
32.5
30 30.6
24.5
20
10
0
1 2 3 4 5 6
Eg. Act.l Performance 72.8 36 24.5 44.7 32.5 30.6
Lower Ctl Ltd. 75 38 38 38 38 38
MILLS
Any Mill falling out of the extraction boundaries must be investigated. (Mill settings,
arcing etc.) To support the information database additional information such as nozzle
box pressure, mill speeds and mill lift etc. can be examined. This data will aid in
determining the cause of the problem.
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 17
Final Pol % Bagasse
PO L % F IN AL BAG ASSE
1.8
1.6
1.4
1.2
PERCENTAGE
0.8
0.6
0.4
0.2
0
98/06/09
98/06/10
98/06/11
98/06/12
98/06/13
98/06/14
98/06/15
D AY S
A CT UA L PER FO R MA NC E U PPE R CO N TR O L LIMIT
MILL SETTINGS
Setting the Mills
Mills
The mill settings refer to the relative position of the mill rolls and these are the openings
between top and feed rolls and between the top and discharge rolls. These openings
are referred to as set openings when the mill is at rest and empty, and to work openings
when the mill is in operation and the top roll is lifting. The mill settings control the ratio
between the feed and discharge work openings. This ratio varies between 1.4 and 3.6.
Also the position of the Donnelly chute, trash plate and feeding devices are considered
part of the mill settings. The opening of the Donnelly chute at the exit is between 8 to
10 times the discharge work opening. The settings for the underfeed rolls and pressure
feeders is usually 3 to 6 times the discharge work opening.
There is really no secret or mystical means by which above average milling results are
obtained. Certainly there is a standard method for calculating roll settings and there are
a series of recognised ratios, which should be maintained. But it is only by the
combination of careful calculations followed by detailed appraisal of results achieved,
that optimum figures are obtained. In addition to the above of course is the
maintenance of roll speeds, roll torque, roll surface roughness, and constant feed
rates.
At the beginning of the season estimate the Fibre % Cane and Fibre % Bagasse (based
on previous season records), and do calculations. Rather err on the too large side than
the too small size settings. (You can always pull a mill in but rarely can you pull it out
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 18
without causing the Mill to drop bagasse). Once the season begins you have to adjust
to optimise performance.
Due to the subjectivity of determining the fibre % bagasse exiting the mill, (this makes a
huge difference to the mill settings), you have to look back at recent history (past
season), and determine an amount that gives favourable extraction for that mill and fix
this setting in your calculation. (A bit better than a thumb suck, but all the same it still
amounts to a thumb suck). Note the higher the fibre % Bagasse the smaller the DWO,
which will increase extraction but eventually the Mill will NOT feed (unless very well
arced), and this could result in breaking a roller (have to reach a balance).
Before taking readings of Mill setting you can clean the Mill by placing a “gum” pole (not
too big about 75mm in diameter) in the Donelley chute and allowing it to pass through
the rollers. This is done just after the last cane has passed through the Mill. The “gum
pole” is moved from No.1 mill to No.2 Mill etc. as the cane clears from the front of the
tandem.
To take Mill settings use must be made of a special calliper (refer Figure 3.7 below).
Be careful when taking the measurements between the feed roller and Top roller, to put
the side of the calliper with the ‘V’ on the ridge of the tooth and NOT the pointed side of
the calliper in the Meschaert grove as you will get wrong readings.
Figure 3.7 - Special Calliper
The underfeed settings are obtained via a ratio from the discharge settings. The ratio
ranges from 6 in No.1 Mill, 6 in No.2 Mill, 5.5 in No.3 Mill, 5.5 in No.4 Mill, 5 in No.5 Mill
and 4.5 in No.6 Mill and 4 in No. 7 Mill, where applicable.
Once the initial settings for the Mill are made (using the theoretical calculations), the Mill
must be fine-tuned on the run. The feed roller is first pulled in so that it just starts to
interfere with the trash plate (ting). It is then left for 4 to 6 hours and pulled in again
(ting). This process is may be repeated several times if the original settings are not
accurate. If the theoretical settings are correct from the onset then the Mill will
automatically lift ±10mm.
The discharge roller must be pulled in the correct ratio to make the top roller lift. It is the
Discharge roller that will cause the Top roller to lift as the gap between the Top and
discharge roller is smaller that the top and feed roller. The discharge roller is then used
to “tune” the Mill by pulling it in until the Top roller lifts ±10mm.
The ratio of feed to discharge roller is determined by the fibre throughput and speed of
the mill. When pulling in the mills ensure that both the feed and discharge rollers are
pulled in the correct ratios to ensure that the original ratios are still applied. Usually the
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 19
ratio of Mill No.1 is 2.5:1 and the following Mills 2:1. There is generally a slight
decrease in ratios along the tandem (but can be left the same).
There are many formulae used in setting mills, below is an example of one practiced at
Gledhow.
Take mill settings on stop days and verify against the theoretical calculated values (on
spreadsheet). The basic formula for calculating the Mill settings (which works for just
about all Mills to within a mm is illustrated). Mill settings are taken at the end of the
rollers and then the centre and the average taken. However, the roller usually wears in
the centre first and the centre reading is usually discarded as meaningless. Note that
Mill settings are a mere starting point and are based on many assumptions. You
should therefore set the Mills up and then adjust (tune) on the run.
D.W.O - Discharge Work Opening
C - Tons Cane / Hour ( long Tons )
F(1) - Fibre % Cane
L - Length of Top Roller ( Inches )
S - Speed of Top Roller ( Foot / minute )
F(2) - Fibre % Bagasse
The D.S.O – Discharge Set Opening is found by subtracting the lift (usually 10mm) from
the D.W.O. The D.F.O - Discharge Feed Opening is found by multiplying the D.W.O. by
the Mill Ratio (usually 2,5:1 on Mill No.1 and 2:1 on all the other Mills and 2,1:1 on the
last Mill in the tandem). To convert the metric Tons to long Tons multiply by 231 and
divide by 210. To convert from (mm) to inches divide by 25,4. (Rule of thumb: Mills get
closer and closer as you go down the tandem, the settings on the last mill in the tandem
are 1 inch and 2 inch.)
The total composition of bagasse exiting the Mills = Moisture + Fibre + Pol + Ash
The Pol % Bagasse exiting the final mill < 1, The Ash exiting the Mill < 1
Therefore: 45% < f(2)< 50%, … fibre % Bagasse.
Refer to Figure 3.8 - Discharge work opening (D.W.O.) and Figure 3.9 – Roller
position
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 20
Figure 3.8 - Discharge Work Opening (D.W.O.)
Figure 3.9 - Roller Position
Bagasse exiting Mill = Moisture + Fibre + Pol + Ash
Mill No.1 Mill No.2 Mill No.3 Mill No.4 Mill No.5 Mill No.6
Moisture high high High-med high-med High-med low
Fibre low low Medium medium Med-high high
Pol high high-med Medium med-low Low Low
Ash high high-med Medium med-low Low Low
Moisture 51%-56% 51%-54% 51%-54% 51%-54% 51%-54% 48%-52%
Fibre 30%-35% 33%-38% 40%-48% 40%-48% 40%-48% 45%-50%
Extraction 70%-80% 60%-70% 50%-65% 45%-55% 40%-50% 35%-50%
Ash 0.5%-2.5% 0.5%-2% 0.5%-1.5% 0.5%-1.5% 0.2%-0.8% <0.8%
During the week the Mill is pulled in to prevent dropping and cause the Top roller to lift.
On stop day the Mill settings can be measured. If the Mill settings deviate far from the
original settings the Mill can be set back to the original settings by moving the dumb
turner forward. This may cause a large gap between the back of the trash plate and the
discharge roller. Welding a bar on the back of the trash plate can fill this gap.
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 21
NOTE: Each and every time any alterations are made to the Mill settings they
must be recorded in a book and kept in the control room. This includes the
pulling in of the feed and discharge roller while on the run.
To pull in a mill, the bolt on the bearing housing is turned clockwise. Each hole on the
locating sprocket represents half a millimeter. (Mark the original hole in the locating pin
with chalk before commencing). You must pull in the mill in the recommended ratio, i.e.
Feed 2-2.5:1 dependant on where the mill is located in the tandem.
The Top roller may lift unevenly due to the gear action on the pinion side of the Mill.
This will cause the Top roller to apply uneven pressure across the Mill and extraction
will suffer. This can be corrected by increasing/decreasing the hydraulic pressure on
either side (plinthel and pinion) of the Top roller by either charging (increase hydraulic
pressure), or draining (decreasing) hydraulic pressure, until there is equal lift on either
side of the Top roller.
The Mill lift indicators must be positioned in the centre of the Top bearing. (Sometimes
the top bearing “cocks” and the lift may be slightly different on one side as compared to
the other side of the bearing.) If there are doubts about the Mill-lift take a torch and
inspect the “gap” between the Top half of the bearing and the bottom half of the
bearing.
Under NO-Loading conditions the gap between the top and bottom half of the bearing
for the Top Roller should be about 5mm. If they Butt-up then one would expect that
roller journal diameter is less than the bearing diameter and the Mill will lift before
coming into contact with the top half of the bearing.
This should be rectified in the offcrop.
Refer to Figure 3.10 – Journal Position
Figure 3.10 - Journal Position
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 22
If the Mill won’t lift at all then you may suspect the Mill settings. Reduce the Hydraulic
pressure until you do get lift. If there is still no lift then the hydraulic arrangement may
be suspect. Check that there is adequate hydraulic pressure. (Gauges are marked
with red and green stripes) and that all mills are running in automatic. Note - if the Mill
settings are correct the Mill will lift without having to adjust the hydraulic pressure.
The pressure on the Mill top roller is maintained by a hydraulic arrangement shown
below. The nitrogen “bladder” (Inside the hydraulic cylinder) is pressurised to 70% of
the hydraulic pressure. This arrangement allows the Mill Top roller to lift when the
bagasse moves through the mill.
The nitrogen gas pressure in the hydraulic accumulators should be checked every
offcrop and recharged to 70% of the mill hydraulic pressure (if the recording of mill lift is
very “dead” with no fluctuations this is normally an indication that the gas has leaked
out of the accumulator). Affrox can recharge the bladder with Nitrogen.
Refer to figure 3.11 – Hydraulic Cylinder
Figure3.11 - Hydraulic Cylinder
If you pull in the discharge roller, ensure that you tighten the discharge scraper or it may
just kick out during the run.
The theoretical Mill settings are very important as it can take several hours to change a
trash plate. If the trash plate is incorrectly designed you may not be able to pull in the
discharge roller sufficiently to cause the Top Roller to lift, as the discharge roller may
foul against the back of the trash plate.
It is important where you start making Mill adjustments, always start at the No.1 Mill as
any changes here may effect the entire tandem performance. Never change more than
two Mill settings at the same time. Rather adopt a wait and see attitude than being too
rash. Note that the biggest effect to extraction will be at your number 1 Mill.
No.2 Mill usually has a higher fibre loading than No. 1 Mill as you have all the “cush-
cush” returns entering this Mill.
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 23
At the beginning of the season select a fibre % Cane value based on previous seasons
and then work out Mill settings so that the Mill operates within the maximum torque
band of the turbine (Optimum speed). The Fibre % Cane may vary, (sometimes your
estimates aren’t that good!). The Mill settings should, however, be chosen so that all
that is required is to speed up or slow down the Mill (within the torque limits), to obtain
maximum extraction (see graph below.)
Efforts should be made to run No 1Mill at 27 fpm to give the required tch.
M IL L S P E E D
(T h i s g ra p h a s s u m e s fix e d M ill s e ttin g s a n d fi x e d T o n s C a n e /
H o u r)
32
31
30
29
Foot / Minute
28
27
M i ll S e t t in g
26
25
1 2 .5 13 1 3 .5 14 1 4 .5 15 1 5 .5 16
F ib re % C a n e
Mill speeds depend mainly on fibre throughput. An increase in this throughput requires
an increase in mill speed and vice-versa. The circumferential mill speed ranges
between 5 to 10 meters per minute. An increase in this speed results in a decrease in
mill lift.
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 24
MILL ROLL SETTINGS - GLEDHOW
DATE 06-Jun-98
TCH Short Fibre Roll Gear Turbine Turbine
Metric Tons % Cane Length Ratio Speed No 1-5 Speed No 6
% (inches) (rpm) (rpm)
Mill 230 254 13.80 84 1399 3500 3000
Diffuser 130 143 13.80 84 1399 3000
Mill No 1 2 3 4 5 6 7
Fibre % Bagasse { F(2) } 32 36 40 44 46 51 51
Mean Speed ft/min 28 28 27 26 27 24 24
Top Roll Dia mm 1134 1134 1096 1055 1095 1134 1134
Feed Roll Dia mm 1134 1115 1080 1080 1090 1134 1134
Discharge Roll Dia mm 1134 1115 1080 1054 1090 1134 1134
U/Feed Roll Dia mm 850 845 835 820 835 850 850
Groove Depth mm 54 54 54 54 54 54 54
Mill Lift mm 10 10 10 10 10 10 12
Feed /Discharge Ratio 2.1 2 2 2 2 2 2.1
U/feed/Feed Ratio 2 2 2 2 2 2 2.5
Discharge Work Opening ins 2.06 1.83 1.71 1.61 1.48 1.51 0.85
Feed Work Opening ins 4.32 3.66 3.41 3.23 2.97 3.01 1.79
Discharge Set Opening mm (root-tip) 42 36 33 31 28 28 10
Feed Set Opening mm (root-tip) 100 83 77 72 65 66 33
U/Feed Set Opening mm (tip-tip) 219 186 173 164 151 153 113
SMRI / Tech Services
discharge work opening 1.95 1.73 1.62 1.53 1.41 1.43 0.81
Feed work opening 4.10 3.64 3.40 3.21 2.96 3.00 1.70
Discharge Set Opening mm (root-tip) 40 34 31 29 26 26 9
Feed Set Opening mm (root-tip) 94 82 76 72 65 66 31
U/Feed Set Opening mm (tip-tip) 219 188 172 160 143 146 110
U/feed/discharge Ratio 5.5 5.5 5.5 5.5 5.5 5.5 8
The compaction of bagasse as it passes through the mills increases from the first mill
until it exits the last Mill. Typical values No.1 Mill =950 & No.6 Mill =1100 Kg/M3.
Note: 950 can be high for No1 mill, alternatively work from about 750 on No1 gradually
increasing to 1000 on No6.
The top delivery rollers are fitted with hydraulic rams in order to maintain constant
pressure on the cane mat being handled. These hydraulic rams must be maintained at
a constant pressure in order to obtain reasonably constant results. The rams on the
gear side (pinion) are loaded slightly higher than those on the plain (plinthel) side, in
order to overcome the separating force of the mill pinions. It is of prime importance that
the rollers move or float hydraulically in such a manner that the shaft axes are always
parallel. Any tendency for the rollers to lift “out of line” will result in lower milling figures
and will place severe bending strains on shaft material. The delivery roller is fitted with
a movement indicator (Mill Lift) and the parallel floating of this roller can be readily
observed.
The Mills are driven through gearboxes in order to get to the very slow roller speeds.
Once the desired mill settings have been determined and some allowance has been
made for a certain amount of roller movement, these dimensions should be rigidly
maintained.
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 25
There should be approximately 10mm lift. Don’t trust the gauge. Apply finger
pressure to the gauge and feel for movement. The top roller must lift about 10mm if it is
doing work (maximum 50 mm). Note, 10mm vertical lift relates to about 8mm lift
between the rollers as the top roller is NOT directly in the centre of the feed and
discharge rollers.
If the top roll is lifting 50mm then the mill ratios are incorrect. Sometimes when you
install a new trash plate you may need to “cut it in”, during this process the feed roller
may be opened up too wide causing more work to be carried out on the discharge roller
and causing the top roller to lift. When cutting in a new trash plate ensure that you
don’t pull the roller in too quickly. This should be done over an entire shift, pull in until
you just hear the arcing meshing with the trash plate then wait an hour before pulling in
again (this will help save an expensive trash plate).
Trash Plates
The trash plates are usually mounted on top of the dumb turner, which is on spacers.
This will ensure that adjustments can be made later when the trash plate begins to
wear. If the fibre increases then you may wish to open the mill slightly. Opening the
feed and discharge and dropping the trash plate down by removing the spacers and
then cutting in the feed and discharge rollers can do this.
In general the bigger the trash plate the bigger the capacity for fibre throughput. You
must only hard-face the front third of the trash plate (teeth) as you waste hard facing on
the rest. It is sometimes an advantage to let the back of the trash plate wear a little bit.
A space of some 3mm is left without hard-facing on the teeth of the trash plate to allow
wear when the trash plate is initially installed.
A template of the trash plate is usually made. The stores should keep 4 different size
trash plates (the difference being the length of the tail section, [facing towards the
discharge roller], the trash plate would then be machined to the correct size based on
the drawing, which is established by mill settings). Refer to figure 3.12 – Typical
Trash Plate
Figure 3.12 - Typical Trash Plate
The trash plate mounting plate is positioned so that the back face of the lower mounting
key-way is positioned at the centre of the Top-Roller (this is usually set up in the Mill
with the aid of a “Trommel”.)
Refer to figure 3.13 – Trash Plate Position
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 26
Figure 3.13 - Trash Plate Position
When the trash plate wears it will be necessary to move it forward so that there
is still contact with the feed roller. (Usually you have pulled in the feed roller on
the run and you will have to retract the feed roller to obtain the original settings!)
By moving the trash plate forward the Mill-setting don’t change, only by moving
the roller will the settings change. In addition to the jacking-bolts at the bottom
on the dumb turner (used for moving the dumb turner forward), there is an
eccentric arm, mounted at the top of the dumb turner. This is to stabilise the
dumb turner so that it does not “rock”. Only adjust this when you move the
dumb turner.
Refer to figure 3.14 – Dumb Turner
Figure 3.14 - Dumb Turner
The design and placement of the dumb turner is of critical importance to the operation
of the Mill. When you install the dumb turner, ensure that you check the height of the
dumb turner. Set the trommel to the feed roll and swing it over the trash plate. It must
not touch the trash plate at point x. If it does you will choke the mill. Refer to Figure
3.15 - Trash Plate Setting.
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 27
Figure 3.15 - Trash Plate Setting
The back of the trash plate must have a 10 to 15mm clearance from the discharge roller
(this distance usually is made smaller the further you move down the milling tandem to
prevent excessive droppage as the bagasse becomes finer and finer). The back of the
trash plate must be between 6 and 14mm lower than the front of the trash plate, to
prevent choking and ensure divergence between the trash plate and the top roll. Note
that the engineer must check the settings and it must NOT be left to the superintendent
alone. The trommel is also used to set up the trash pate so that it is in straight and not
misaligned.
If the trash plate is installed too low the Mill may growl. The prepared cane may start
rolling in the gap between the trash plate and top roller causing the growling. On the
other hand, If the trash plate is too high then there may be fouling at the front of the
trash plate, which could cause the mill to choke.
The angle between the feed, top, and discharge rollers should be less than 80º
(sometimes it may be necessary to pack or lift the feed and discharge roller up to get
the correct setting, this is usually done if the rolls are small in diameter). The
recommended angle is 77º (very important aspect of initial settings at the beginning of
the season).
Refer to figure 3.16 – Roll Angles
Figure 3.16 - Roll Angles
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 28
As the fibre changes throughout the season (Usually Low fibre at the beginning of the
season, high fibre during mid season and low fibre at the end of the season). It is best
to have a spare pinion gear so that the Mill Settings can be changed without having
interference on the gears, or having too little surface contact on the gears. However,
there should be enough turn down ratio in the mill turbines to accommodate fibre
fluctuations and certainly enough latitude in mill pinions to accommodate reasonable
changes to settings.
It is important to set the Mill up to ensure that there is sufficient capacity to speed up
(i.e. if you set the Mill’s up for a fibre throughput of 45 ton Fibre per hour then add a few
say 47 ton / hr to ensure that you can speed up if necessary).
MILL ARCING
Without good arcing you can forget extraction and throughput.
In order to determine whether a mill has been adequately arced requires both
observation and feel. Shining or “polished” mill rollers or if a mill slips are indicators that
the mill is not well arced.
Feel the feed, underfeed and discharge rollers. If there is sufficient arcing it should
almost peel the skin off your fingers. When arcing you must leave the bottom third of
the roller groove un-arced to allow juice flow and if arced in the bottom third it will cause
the scraper to wear excessively (see Figure 3.17). In addition each Arcer must be
given new arcing rods, which must be sealed. If they are not sealed they will only
last ± 8 hours before absorbing moisture and becoming useless.
Figure 3.17
The Arcer must use two (2) rods on each face on each groove and move in the
direction shown. Once one face is done then the Arcer moves back in the opposite
direction and arcs the other face. The Arcer should not over arc the tip/top. The stubs
of the welding rods should be kept as proof of arcing (sometimes the Arcer may
increase the current on the arcing machine to “burn” away the rods, it is best to fix the
current on the welding machine). All arcing machines should be D.C. Earthing on Mills
should be checked on a regular basis. A check-list should be installed next to the mills.
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 29
Another method is to record the arc on time. If the arcing were done well you would
expect a number of the rod holders to burn out during the month. If you were having
none of these problems you would expect that the arcing is not sufficient. On the final
Mill it is difficult to arc the centre of the discharge roller as the chute is in the way. The
centre part of this roller should be done on stop day. If the Mill is well arced the mill will
automatically slow down and the top roller will lift. (The reverse is also true, the Mill will
speed up due to slipping and the chute level will increase and overflow in the Donelley
chute if the rollers are not well arced.) It is important to arc on “stop-days” particularly
the drying mill, which usually is clouded in steam during the run (welding rods used -
CR70).
The welding rod must NOT be held at a greater distance than half the diameter of the
welding rod away from the roller. If this distance is further then you will gouge the roller
and waste the welding rod. The rod may at times rest on the roller but should not be
pulled too far away from the roller. Most good Arcers do this by feel.
Refer figure 3.18
GOUGING
Figure 3.18
There should be no juice over the top of the top roller of the final mill. The bagasse
should be dry if the mill is working correctly. All other mills should have little juice over
the top roller and should in general be removed by a squeegee before reaching the top
scrapper. This will force the juice to flow around the Donelley Chute.
There should be no dropping of bagasse into the juice trough below the mill. (Suspect
worn trash plate, can sometimes remedy by pulling in the feed and discharge roller in
the correct ratio). Sometimes bad or rotten cane will also drop through the Mill
irrespective of what is done.
The ergonomics associated with the job of arcing are extremely harsh. It is
therefore only natural for people doing this type of work to take “short-
cuts” or avoid arcing for long periods. It is therefore imperative that people
doing this type of work are given constant feedback on their performance
and the impact of their work on the extraction process. They need to be
kept constantly interested in their work and should be “consulted”
wherever possible on matters relating to arcing.
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 30
Important: - the pol % bagasse must always be kept below 1, if extraction is not
to be sacrificed.
CHANGING MILLS
Changing the Mills
Changing of rollers: Depending on diameter, the old discharge roller becomes a feed
roller (Meschaert grooves are machined). It is usual to put new roller in the first and last
mills (sometimes last two mills), the old rollers from these Mills are moved up the
tandem (i.e. 6 to 5, 1 to 2 etc.). Refer Figure 3.19 - Mill Rotation.
Figure 3.19 - Mill Rotation
The art of matching rollers: Always start with your biggest setting on roller diameter.
The Top roller should in general be slightly smaller than the feed roller, which in turn
should be the same size as the discharge but can be slightly smaller. This will reduce
the shear on the cane in the rollers. (Note: be careful of gearing constraints).
There will always be a minimum diameter (of the roller), beyond which, there will be no
further adjustments available on the Mill. The meshing of the pinion gears or other
constraints such as the size of the dumb turner will impede further pulling in of the Mill.
(The minimum diameter on the 84inch Mill is 970mm). When this minimum diameter is
reached the roller must be re-shelled.
The Pitch of the groove: The higher the tonnage the lower the pitch (i.e. 35°) and worse
the extraction. On 2-inch grooves the recommended angle is 45°. Try to keep all
pitches standard as this can cause problems later if they are changed and you wish to
implement a strategy of swapping rollers.
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-
01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 31
CONTINUOUS IMPROVEMENT – MILL PERFORMANCE CHART WEEK N° _________ DAY N° _________
MILL LIFT
MILL N°1 MILL N°2 MILL N°3 MILL N°4 MILL N°5 MILL N° 6 MILL N°7
SHIFT
PINION PINTLE PINION PINTLE PINION PINTLE PINION PINTLE PINION PINTLE PINION PINTLE PINION PINTLE
2-10
10-6
6-2
MILL SPEEDS
2-10
10-6
6-2
MILL ARCING
ROLL STUBS ROLL STUBS ROLL STUBS ROLL STUBS ROLL STUBS ROLL STUBS ROLL STUBS
TR TR TR TR TR TR TR
FR FR FR FR FR FR FR
2-10
UR UR UR UR UR UR UR
DR DR DR DR DR DR DR
TR TR TR TR TR TR TR
FR FR FR FR FR FR FR
10-6
UR UR UR UR UR UR UR
DR DR DR DR DR DR DR
TR TR TR TR TR TR TR
FR FR FR FR FR FR FR
6-2
UR UR UR UR UR UR UR
DR DR DR DR DR DR DR
IMBIBITION COMMENT:
IMBIBITION % FIBRE FIBRE % CANE TCH IMB TPH CAL IMB TCH ACT IMB TEMP
2-10 320
10-6 320
6-2 320
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-01
TECHNICAL OPERATING PRACTICES MODULE 3: THE MILLING PROCESS PAGE 32
COPYRIGHT © LLOVO SUGAR LIMITED TOPS MODULE 3: MILLING PROCESS 28--02-01
Vous aimerez peut-être aussi
- Sugar Mill SettingsDocument34 pagesSugar Mill SettingsTinayeshe Ngara88% (8)
- 1999 Singh Pressure Chuteless Toothed Roller Feeding SystemDocument9 pages1999 Singh Pressure Chuteless Toothed Roller Feeding SystemTung Bui ThanhPas encore d'évaluation
- 5000tcd PDFDocument114 pages5000tcd PDFAli HyderPas encore d'évaluation
- Optimisation of Fibriser Hub ProfileDocument4 pagesOptimisation of Fibriser Hub Profileamarnath jagirdarPas encore d'évaluation
- Tremendous Progress in Cane Crushing TechnologyDocument53 pagesTremendous Progress in Cane Crushing TechnologyKaruppannanMuthusamyPas encore d'évaluation
- Cleaning Methods for Sugar Cane HarvestingDocument54 pagesCleaning Methods for Sugar Cane HarvestingPranetr R.100% (1)
- Specification of Sugar Plant 9000 TCDDocument7 pagesSpecification of Sugar Plant 9000 TCDArif ShafiPas encore d'évaluation
- Design Optimisation of FibriserDocument3 pagesDesign Optimisation of Fibriseramarnath jagirdarPas encore d'évaluation
- 4000 TCDDocument18 pages4000 TCDNaeemSialPas encore d'évaluation
- 15 Chapter 5Document44 pages15 Chapter 5Taufik Binasr100% (1)
- Clarification II - Flashing + Clarifier + FiltrationDocument48 pagesClarification II - Flashing + Clarifier + FiltrationPranetr R.Pas encore d'évaluation
- Calculations Used in Cane-Sugar Factories A Practical System of 1000766688Document203 pagesCalculations Used in Cane-Sugar Factories A Practical System of 1000766688adiseif100% (3)
- Optimization of Milling Performance of A Sugar Mill by UsingDocument12 pagesOptimization of Milling Performance of A Sugar Mill by Usingduraiprakash830% (1)
- Mill Process PresentationDocument12 pagesMill Process PresentationZishan TyagiPas encore d'évaluation
- Mill and Trash Plate SettingDocument2 pagesMill and Trash Plate Settingsalahuddin1960100% (2)
- Module 2 MillDocument120 pagesModule 2 MillAli Yimer Ali100% (2)
- Module 1 Final 1.cane Handling and PreparationDocument57 pagesModule 1 Final 1.cane Handling and PreparationAli Yimer Ali100% (2)
- Energy Conservation in Sugar Industry1Document59 pagesEnergy Conservation in Sugar Industry1Sumit Bhati100% (1)
- Unit2.SP - Mill.setting and ImbibitionDocument15 pagesUnit2.SP - Mill.setting and ImbibitionHari kantPas encore d'évaluation
- 1994 Gibbon Cad Thrashplate DesignDocument3 pages1994 Gibbon Cad Thrashplate DesignnghiPas encore d'évaluation
- Concept in Milling Tandem in Sugar IndustryDocument10 pagesConcept in Milling Tandem in Sugar IndustryGizachew BeyenePas encore d'évaluation
- Capacity Curing Management of Continuous Centrifugal MachinesDocument42 pagesCapacity Curing Management of Continuous Centrifugal MachinesArun GuptaPas encore d'évaluation
- 1990 - Wienese - Mill Setting and ExtractionDocument4 pages1990 - Wienese - Mill Setting and Extractionakshatsabher100% (1)
- Imbibition WaterDocument4 pagesImbibition WaterArun Gupta100% (3)
- Mill Capacity CalculationsDocument2 pagesMill Capacity CalculationsOmar Ahmed ElkhalilPas encore d'évaluation
- Mill ExtractionDocument10 pagesMill ExtractionBahtiar YudhistiraPas encore d'évaluation
- A Comparison of Cane Diffusion & MillingDocument5 pagesA Comparison of Cane Diffusion & MillingRicardo Albino100% (1)
- Calculation For Juice Drainage Area of Sugar Mill RollersDocument11 pagesCalculation For Juice Drainage Area of Sugar Mill Rollerssumitbhati200294% (16)
- 5000-7500 TCD cane milling plantDocument104 pages5000-7500 TCD cane milling planttsrinivasan508375% (4)
- Diffusion - HandoutDocument19 pagesDiffusion - HandoutOmar Ahmed ElkhalilPas encore d'évaluation
- Java Method Mill SettingsDocument9 pagesJava Method Mill SettingsToat Sumohandoyo75% (8)
- Improving Mill ExtractionDocument42 pagesImproving Mill Extractionsumitbhati200289% (28)
- Training on Cane Flow Circuit Equipment & TroubleshootingDocument4 pagesTraining on Cane Flow Circuit Equipment & Troubleshootingsandeep kumarPas encore d'évaluation
- Mill Material Balance-BOOK-Toat PDFDocument62 pagesMill Material Balance-BOOK-Toat PDFKeziaagus HiaPas encore d'évaluation
- Calculating mill settings for sugar extractionDocument7 pagesCalculating mill settings for sugar extractionselvam2010100% (4)
- Mill ExtractionDocument10 pagesMill ExtractionBahtiar Yudhistira100% (1)
- Brix CurveDocument4 pagesBrix CurveKemoy Johnson100% (8)
- Sugar Cane Mill Material BalanceDocument8 pagesSugar Cane Mill Material Balanceindocode71% (7)
- Daqahlia Sugar Co. sugar production flow chartDocument15 pagesDaqahlia Sugar Co. sugar production flow chartAhmed M. Abdel HamedPas encore d'évaluation
- Short Notes For InterviewDocument15 pagesShort Notes For InterviewMuhammad Arif ShafiPas encore d'évaluation
- Energy Conservation in Sugar IndustriesDocument7 pagesEnergy Conservation in Sugar IndustriesKetty Puspa JayantiPas encore d'évaluation
- Mill HousingDocument10 pagesMill HousingOmar Ahmed Elkhalil100% (1)
- Angel Rajput 2 Sem - Sugar IndustryDocument29 pagesAngel Rajput 2 Sem - Sugar IndustryMayank jain100% (1)
- Continuous Pan Operation ManualDocument12 pagesContinuous Pan Operation Manualsandi promonoPas encore d'évaluation
- DMRDocument4 pagesDMRkyamanywa richardPas encore d'évaluation
- Cane Carrier Design and OperationDocument15 pagesCane Carrier Design and OperationOmar Ahmed Elkhalil67% (3)
- Sugar Manual PDFDocument66 pagesSugar Manual PDFRajesh KtrPas encore d'évaluation
- Sugar Manufacturing ProcessDocument20 pagesSugar Manufacturing ProcessYadav ShwetaPas encore d'évaluation
- 2500 TCDDocument96 pages2500 TCDMohan Raj100% (1)
- Sugar Manufacturing Process PDFDocument55 pagesSugar Manufacturing Process PDFShivkumar SK67% (3)
- 07-Refined Sugar Boiling, Jul. 26, 2017Document16 pages07-Refined Sugar Boiling, Jul. 26, 2017jantskie100% (1)
- Energy Conservation in Sugar ManufacturingDocument19 pagesEnergy Conservation in Sugar Manufacturingtsrinivasan5083100% (1)
- System of Cane Sugar Factory Control - 3rd EdDocument87 pagesSystem of Cane Sugar Factory Control - 3rd EdMarco Villegas BermúdezPas encore d'évaluation
- Mirpurkhas Sugar Mills Internship ReportDocument31 pagesMirpurkhas Sugar Mills Internship ReportSuresh KumarPas encore d'évaluation
- Water Balance & Sources of Wastewater in Sugar Mill & RefineryDocument20 pagesWater Balance & Sources of Wastewater in Sugar Mill & RefineryArun Gupta0% (1)
- Mill House IjazDocument24 pagesMill House IjazZulal AliPas encore d'évaluation
- He Va Grass Roller 63 82 Spare PartsDocument48 pagesHe Va Grass Roller 63 82 Spare PartstotcsabPas encore d'évaluation
- Flatlapping Polishing-Lamplan 2016 Indep-Mdef PDFDocument64 pagesFlatlapping Polishing-Lamplan 2016 Indep-Mdef PDFGowtham VishvakarmaPas encore d'évaluation
- Rules of ThumbDocument25 pagesRules of ThumbCaroline MacVeyPas encore d'évaluation
- How Mine Milling Section ReportDocument16 pagesHow Mine Milling Section ReporttkubvosPas encore d'évaluation
- Conditioning of Steam & Air NotesDocument22 pagesConditioning of Steam & Air Notesbonginkosi mathunjwaPas encore d'évaluation
- The Business Case for Energy EfficiencyDocument8 pagesThe Business Case for Energy Efficiencybonginkosi mathunjwaPas encore d'évaluation
- Swaziland Action AgendaDocument68 pagesSwaziland Action Agendabonginkosi mathunjwaPas encore d'évaluation
- Sample Project Status ReportDocument4 pagesSample Project Status ReportSekar Purtiantari100% (1)
- Basic Research-Anil SirDocument9 pagesBasic Research-Anil Sirbonginkosi mathunjwaPas encore d'évaluation
- Swaziland Power SectorDocument39 pagesSwaziland Power SectorEd ChikuniPas encore d'évaluation
- LG Ceiling SuspendedDocument3 pagesLG Ceiling Suspendedbonginkosi mathunjwaPas encore d'évaluation
- Management Information System & Data Processing Tutorial Notes BFN 311 & BUS 307Document3 pagesManagement Information System & Data Processing Tutorial Notes BFN 311 & BUS 307bonginkosi mathunjwaPas encore d'évaluation
- WEG 132kW SpecificationDocument8 pagesWEG 132kW Specificationbonginkosi mathunjwaPas encore d'évaluation
- Cold Storage of Fruits and VegetablesDocument3 pagesCold Storage of Fruits and Vegetablesunforgiven66100% (1)
- Sugar Cane Mills Control PDFDocument25 pagesSugar Cane Mills Control PDFJun Burias PadillaPas encore d'évaluation
- 2500 TCDDocument96 pages2500 TCDMohan Raj100% (1)
- Co-Generation TR 1935 - AWDocument14 pagesCo-Generation TR 1935 - AWbonginkosi mathunjwaPas encore d'évaluation
- Meaning of Qualitative ResearchDocument12 pagesMeaning of Qualitative Researchbonginkosi mathunjwaPas encore d'évaluation
- 2011 VUSSC Intro-to-Entrepreneurship PDFDocument129 pages2011 VUSSC Intro-to-Entrepreneurship PDFAndriono E. YuniartoPas encore d'évaluation
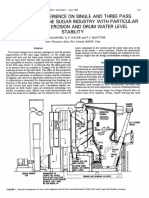
- Operating Experience On Single and Three Pass BoilersDocument7 pagesOperating Experience On Single and Three Pass Boilersbonginkosi mathunjwaPas encore d'évaluation
- A Literature Review Os School FAUBERTDocument35 pagesA Literature Review Os School FAUBERTAgustin ClausPas encore d'évaluation
- Approaches of ResearchDocument5 pagesApproaches of Researchbonginkosi mathunjwaPas encore d'évaluation
- 1979 Survey of Cane Yard Equipment and Operation PDFDocument4 pages1979 Survey of Cane Yard Equipment and Operation PDFbonginkosi mathunjwaPas encore d'évaluation
- Reducing Boiler Fuel CostsDocument4 pagesReducing Boiler Fuel Costsbonginkosi mathunjwaPas encore d'évaluation
- 1995 Energy Consequences of Diffusion Versus Milling PDFDocument3 pages1995 Energy Consequences of Diffusion Versus Milling PDFbonginkosi mathunjwaPas encore d'évaluation
- Cross-National Educational Research MethodsDocument7 pagesCross-National Educational Research Methodsbonginkosi mathunjwaPas encore d'évaluation
- Review of Energy Management at NoodsbergDocument3 pagesReview of Energy Management at Noodsbergbonginkosi mathunjwaPas encore d'évaluation
- Carliell - Swinging Bagasse PloughsDocument2 pagesCarliell - Swinging Bagasse Ploughsbonginkosi mathunjwaPas encore d'évaluation
- Aceptación de Cañas Facturadas en Komati Mill PDFDocument3 pagesAceptación de Cañas Facturadas en Komati Mill PDFJuan Altamirano RojasPas encore d'évaluation
- 1977 Calorific Values of South African Bagasse PDFDocument5 pages1977 Calorific Values of South African Bagasse PDFbonginkosi mathunjwaPas encore d'évaluation
- Aceptación de Cañas Facturadas en Komati Mill PDFDocument3 pagesAceptación de Cañas Facturadas en Komati Mill PDFJuan Altamirano RojasPas encore d'évaluation
- Ravno - Continuous Weighing of BagasseDocument5 pagesRavno - Continuous Weighing of Bagassebonginkosi mathunjwaPas encore d'évaluation
- Bagasse Avalanche Screws at Amatikulu Sugar MillDocument3 pagesBagasse Avalanche Screws at Amatikulu Sugar Millbonginkosi mathunjwaPas encore d'évaluation
- Underground Installation Guide PDFDocument2 pagesUnderground Installation Guide PDFbonginkosi mathunjwaPas encore d'évaluation
- Mercruiser GearcasecomponentsDocument42 pagesMercruiser GearcasecomponentswguenonPas encore d'évaluation
- Igol Complemetary Products 2022Document12 pagesIgol Complemetary Products 2022CojanuCPas encore d'évaluation
- FAG Motion Guard - The Intelligent Lubricators: Compact, Champion, Concept 6Document6 pagesFAG Motion Guard - The Intelligent Lubricators: Compact, Champion, Concept 6Renzo Jo LaurentPas encore d'évaluation
- Valves Jouka Product-GuideDocument28 pagesValves Jouka Product-GuideJenniffer Almánzar100% (2)
- SKF BearingDocument75 pagesSKF Bearingli xianPas encore d'évaluation
- Stemco CatalogeDocument52 pagesStemco CatalogeFreddy YánezPas encore d'évaluation
- ROLLWAY BearingDocument12 pagesROLLWAY BearingfendynovapamelaPas encore d'évaluation
- Instruction Manual - Alfa Laval Agitator - Alt - Altb Ese03504en PDFDocument108 pagesInstruction Manual - Alfa Laval Agitator - Alt - Altb Ese03504en PDFMuhammad SyawalPas encore d'évaluation
- TM 9-882 7-Ton Semi-Trailer Edwards, Gramm, NaborsDocument90 pagesTM 9-882 7-Ton Semi-Trailer Edwards, Gramm, NaborsAdvocate100% (1)
- Iglidur-Specialists: Contact With FoodDocument68 pagesIglidur-Specialists: Contact With FoodigusukPas encore d'évaluation
- Section 5Document80 pagesSection 5pattan madhuPas encore d'évaluation
- Nationwide Syntac CatalogDocument100 pagesNationwide Syntac Cataloglatina_sebastianPas encore d'évaluation
- Precision Gear Technology Guide: Nidec-Shimpo CorporationDocument16 pagesPrecision Gear Technology Guide: Nidec-Shimpo CorporationTungPas encore d'évaluation
- Ps 50 3 eDocument8 pagesPs 50 3 e'Puneeth GandlaPas encore d'évaluation
- 18-Speed PST Repair Manual-CTM168 PDFDocument274 pages18-Speed PST Repair Manual-CTM168 PDFERMINSUL VICUÑA SALAS100% (1)
- Aircraft Landing Gear SystemsDocument52 pagesAircraft Landing Gear SystemsJelly MortonPas encore d'évaluation
- Agroinform 20170609165551 Geo Efcg Efgch ManualDocument12 pagesAgroinform 20170609165551 Geo Efcg Efgch ManualRosohaticaPas encore d'évaluation
- 17 Samss 518Document20 pages17 Samss 518Mohamed H. ShedidPas encore d'évaluation
- ECN Balzers 20april10 AC Falen PresterenDocument76 pagesECN Balzers 20april10 AC Falen PresterenMiguelPas encore d'évaluation
- A320PW11G-B12-0007.7, 79 Oil, R1, 010217Document34 pagesA320PW11G-B12-0007.7, 79 Oil, R1, 010217Marwa MandeelPas encore d'évaluation
- SKF in Paper MachinesDocument0 pageSKF in Paper Machinesgrupa2903Pas encore d'évaluation
- Apsara BorderDocument15 pagesApsara BorderskumarsrPas encore d'évaluation
- Iso 2795Document32 pagesIso 2795Dule JovanovicPas encore d'évaluation
- Hydraulic Breaker PDFDocument69 pagesHydraulic Breaker PDFRofie Tritho100% (1)
- Global Service Learning: 793D (FDB) Off-Highway TruckDocument69 pagesGlobal Service Learning: 793D (FDB) Off-Highway TruckWesley Gonzalo Yupanqui100% (1)
- Bds en 12082 2010 PDFDocument34 pagesBds en 12082 2010 PDFVasko MandilPas encore d'évaluation
- RMS Bearing Fault DiagnosisDocument5 pagesRMS Bearing Fault Diagnosisho-fa100% (1)
- SKF Productos Lubricantes y SistemasDocument111 pagesSKF Productos Lubricantes y SistemasEduardo Pérez SosaPas encore d'évaluation
- CivEng Georg Wolff - Railway Bridge Design Important Items For Long Life SpanDocument62 pagesCivEng Georg Wolff - Railway Bridge Design Important Items For Long Life SpanJeerawatPas encore d'évaluation
- Special Steels and Superalloys for BarsDocument8 pagesSpecial Steels and Superalloys for BarsMichelePas encore d'évaluation