Vous aimerez peut-être aussi
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsD'Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsÉvaluation : 4 sur 5 étoiles4/5 (1)
- SPE 00039328 AutotrackDocument8 pagesSPE 00039328 AutotrackdiegoilPas encore d'évaluation
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!D'EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Évaluation : 5 sur 5 étoiles5/5 (2)
- Talent Rex1 & Rex2 BrochureDocument2 pagesTalent Rex1 & Rex2 BrochureMuhammad Nuh100% (3)
- HDD Handbook Covers Trenchless Construction MethodsDocument22 pagesHDD Handbook Covers Trenchless Construction MethodsAnonymous QM0NLqZOPas encore d'évaluation
- API 580 - RBI Question BankDocument30 pagesAPI 580 - RBI Question BankSabarni Mahapatra100% (3)
- Leviton ManualDocument82 pagesLeviton ManualRobby Larson100% (1)
- In-Line Inspection of Multi-Diameter Pipelines: Standardized Development and Testing For A Highly Efficient Tool FleetDocument10 pagesIn-Line Inspection of Multi-Diameter Pipelines: Standardized Development and Testing For A Highly Efficient Tool FleetNikhil Mohan100% (1)
- Inspection of Non Piggable PipelinesDocument3 pagesInspection of Non Piggable Pipelinessatishchemeng100% (1)
- Managing Ili ProjectsDocument13 pagesManaging Ili ProjectsuncleflowerPas encore d'évaluation
- 12 Hewenerfeb08Document10 pages12 Hewenerfeb08Indunil WarnasooriyaPas encore d'évaluation
- Alkazri - 2008 - A Quick Guide To Pipeline Engineering - 4 Pipeline Decommissioning and Industry DevelopmentsDocument9 pagesAlkazri - 2008 - A Quick Guide To Pipeline Engineering - 4 Pipeline Decommissioning and Industry DevelopmentsRUSSEL SAHDA MALAKAPas encore d'évaluation
- Ultrasonic Testing of Pipeline Girth WeldsDocument4 pagesUltrasonic Testing of Pipeline Girth WeldsManoj Kumar InsulkarPas encore d'évaluation
- Practical Solutions For Chalenging PipelinesDocument11 pagesPractical Solutions For Chalenging Pipelinesmajmor-1Pas encore d'évaluation
- Ultrasonic Inspection of Pipeline Split-TeesDocument8 pagesUltrasonic Inspection of Pipeline Split-TeesEhab SaadPas encore d'évaluation
- New Developments in The Inspection of Gas Distribution MainsDocument6 pagesNew Developments in The Inspection of Gas Distribution MainsscrbdgharaviPas encore d'évaluation
- AUD Hot Tap WeldingDocument8 pagesAUD Hot Tap Weldingbukaro85Pas encore d'évaluation
- @conferencepapernace 96041Document13 pages@conferencepapernace 96041Miguel AlvaradoPas encore d'évaluation
- Ultrasonic Guided Waves Evaluation of Trials For Pipeline InspectionDocument9 pagesUltrasonic Guided Waves Evaluation of Trials For Pipeline InspectionEmily BrockPas encore d'évaluation
- Pipeline InspectionDocument19 pagesPipeline InspectionsaeedalemvePas encore d'évaluation
- Robotic NDE: A New Solution For In-Line Pipe Inspection: Anouar Jamoussi, PH.DDocument8 pagesRobotic NDE: A New Solution For In-Line Pipe Inspection: Anouar Jamoussi, PH.DSharath HollaPas encore d'évaluation
- Acoustic Emission TestsDocument8 pagesAcoustic Emission TestsDBasak_1974Pas encore d'évaluation
- Dimensional Metrology Aids Pipe Manufacture, InstallationDocument5 pagesDimensional Metrology Aids Pipe Manufacture, InstallationCarlos BustamantePas encore d'évaluation
- The Smart Acquisition and Analysis Module (SAAM) For Pipeline InspectionDocument11 pagesThe Smart Acquisition and Analysis Module (SAAM) For Pipeline InspectionAbhiyan Anala ArvindPas encore d'évaluation
- Baseline Survey - PiggingDocument22 pagesBaseline Survey - PiggingAbhiyan Anala Arvind100% (1)
- LIDAR For IpipelineDocument8 pagesLIDAR For Ipipelinewiwiz2000Pas encore d'évaluation
- How To Develop & Deliver Thick Wall Multi Diameter Offshore Inspection Solutions: A Case StudyDocument10 pagesHow To Develop & Deliver Thick Wall Multi Diameter Offshore Inspection Solutions: A Case StudyDanny BoysiePas encore d'évaluation
- P L TDocument5 pagesP L TAhmed FoudaPas encore d'évaluation
- Pipeline Internal InspectionDocument31 pagesPipeline Internal InspectionHussain ElboshyPas encore d'évaluation
- Lifetime Extension Steam TurbineDocument10 pagesLifetime Extension Steam Turbineramakantinamdar100% (1)
- Sensor TechnologiesDocument10 pagesSensor TechnologiesMiguel LiceagaPas encore d'évaluation
- LRUTDocument6 pagesLRUTimranajmiPas encore d'évaluation
- Optimisation Method in Shield Tunnel Construction: Bai YunDocument8 pagesOptimisation Method in Shield Tunnel Construction: Bai YunHarold TaylorPas encore d'évaluation
- Pigging The Unpiggable PDFDocument4 pagesPigging The Unpiggable PDFAngelTinoco100% (1)
- Development of A Membrane Coupled Conformable Phased ArrayDocument8 pagesDevelopment of A Membrane Coupled Conformable Phased ArrayBraulio Orellana BustosPas encore d'évaluation
- OTC-26560-MS Comprehensive Well Integrity Solutions in Challenging Environments Using Latest Technology InnovationsDocument9 pagesOTC-26560-MS Comprehensive Well Integrity Solutions in Challenging Environments Using Latest Technology InnovationsheydaripostPas encore d'évaluation
- Reliability and Installation Effects of Ultrasonic Custody Transfer Gas Flow Meters Under Special ConditionsDocument13 pagesReliability and Installation Effects of Ultrasonic Custody Transfer Gas Flow Meters Under Special ConditionsGalyna RomanPas encore d'évaluation
- Reformer TubeDocument16 pagesReformer TubeAgus Tri Atmanto100% (1)
- Pipeline Engineering (Unit 1) Lecture 1Document38 pagesPipeline Engineering (Unit 1) Lecture 1Montu Patel100% (1)
- A Comprehensive Approach To Reformer Tube InspectionDocument13 pagesA Comprehensive Approach To Reformer Tube InspectionHéctor S. RodríguezPas encore d'évaluation
- Pipeline Integrity Management ExternalDocument36 pagesPipeline Integrity Management ExternalJavierfox98100% (6)
- A New Approach To Boiler, Pipeline and Turbine Inspections: Bill@steeltest - Co.za, Ezar@steeltest - Co.zaDocument10 pagesA New Approach To Boiler, Pipeline and Turbine Inspections: Bill@steeltest - Co.za, Ezar@steeltest - Co.zaInChy Rencarnation PoseidonPas encore d'évaluation
- Eddy Current TestingDocument73 pagesEddy Current Testingnathgsurendra100% (2)
- Automatic Inspection of Welded Pipes With Ultrasound: ECNDT 2006 - Tu.2.3.1Document14 pagesAutomatic Inspection of Welded Pipes With Ultrasound: ECNDT 2006 - Tu.2.3.1Jeremy BeltranPas encore d'évaluation
- Codes For Automatic Ultrasonic Testing (AUT) of Pipeline Girth WeldsDocument18 pagesCodes For Automatic Ultrasonic Testing (AUT) of Pipeline Girth WeldsjangdiniPas encore d'évaluation
- OTC-28735-MS High Speed Telemetry On Wired Drill Pipe, History, and Impact On Drilling ProcessDocument4 pagesOTC-28735-MS High Speed Telemetry On Wired Drill Pipe, History, and Impact On Drilling ProcessАлександр ГераськинPas encore d'évaluation
- Low Strain Pile Integrity TestingDocument6 pagesLow Strain Pile Integrity TestingWaqas SadiqPas encore d'évaluation
- Nondestructive Evaluation of Materials and StructuresDocument3 pagesNondestructive Evaluation of Materials and StructuresCarlos BustamantePas encore d'évaluation
- SPE-172435-MS Comparative Analysis of Permanent Downhole Gauges and Their ApplicationsDocument11 pagesSPE-172435-MS Comparative Analysis of Permanent Downhole Gauges and Their ApplicationsSabrina PeñaPas encore d'évaluation
- IPIG for Oil Pipeline InspectionDocument8 pagesIPIG for Oil Pipeline InspectionSUBHOMOYPas encore d'évaluation
- 4.2 - Ali - MoosaviDocument23 pages4.2 - Ali - MoosaviRavie OuditPas encore d'évaluation
- Assessing Seam Integrity of Aging Low Frequency ERW PipelinesDocument8 pagesAssessing Seam Integrity of Aging Low Frequency ERW PipelinesSamad356Pas encore d'évaluation
- FULLTEXT01Document12 pagesFULLTEXT01Kadry Nabil HegazyPas encore d'évaluation
- Guidedwave PipeinspectionDocument9 pagesGuidedwave PipeinspectionMohamed Zied ChaariPas encore d'évaluation
- Pipeline Engineering (Module 1)Document39 pagesPipeline Engineering (Module 1)Het Patel100% (1)
- Section 6 Advanced NDT TechniquesDocument48 pagesSection 6 Advanced NDT Techniquesariyamanjula2914100% (1)
- BPCL Kochi SPM Pig Study 01Document9 pagesBPCL Kochi SPM Pig Study 01Arun Kumar PancharajPas encore d'évaluation
- API 570, Piping Inspection Code (June 2006) .: (DAY 2 - Sections 1 To 6)Document5 pagesAPI 570, Piping Inspection Code (June 2006) .: (DAY 2 - Sections 1 To 6)vishal bailur100% (1)
- Pipeline Leakage Detection and Localization Using Distributed Fiber Optic SensingDocument2 pagesPipeline Leakage Detection and Localization Using Distributed Fiber Optic SensingNaveen GuptaPas encore d'évaluation
- An Innovation in Tube InspectionDocument18 pagesAn Innovation in Tube InspectionMarjourie MaloofPas encore d'évaluation
- An Intelligent Pigging Project: Start To Finish: by William R Gwartney, JR, and Ed SchaeferDocument8 pagesAn Intelligent Pigging Project: Start To Finish: by William R Gwartney, JR, and Ed SchaeferscrbdgharaviPas encore d'évaluation
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsD'EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsPas encore d'évaluation
- Modelling of Vibrations of Overhead Line Conductors: Assessment of the TechnologyD'EverandModelling of Vibrations of Overhead Line Conductors: Assessment of the TechnologyGiorgio DianaPas encore d'évaluation
- Ultrasonic InspectionDocument20 pagesUltrasonic Inspectionnaspauzan100% (1)
- Numerical Modelling of The Process of Tube Bending With Local Induction HeatingDocument4 pagesNumerical Modelling of The Process of Tube Bending With Local Induction HeatingMuhammad NuhPas encore d'évaluation
- Sistem Pengukuran ResistivityDocument9 pagesSistem Pengukuran ResistivityMuhammad NuhPas encore d'évaluation
- Pipe LayerDocument8 pagesPipe LayerAnonymous DQ4wYUmPas encore d'évaluation
- PSV CalcDocument1 pagePSV CalcMuhammad NuhPas encore d'évaluation
- Flare Vent GuidelinesDocument71 pagesFlare Vent Guidelinesshank100100% (2)
- A1H6J6 - Condition 10 (C) - Hydrostatic Pressure Testing PlanDocument68 pagesA1H6J6 - Condition 10 (C) - Hydrostatic Pressure Testing PlanMuhammad NuhPas encore d'évaluation
- Ultrasonic InspectionDocument20 pagesUltrasonic Inspectionnaspauzan100% (1)
- WTC Asme 31.4 OffshoreDocument4 pagesWTC Asme 31.4 OffshoreMuhammad NuhPas encore d'évaluation
- Pump GA DrawingDocument1 pagePump GA DrawingMuhammad NuhPas encore d'évaluation
- Bill of Material: Angle PN Material Standard ND Description Unit QuantityDocument3 pagesBill of Material: Angle PN Material Standard ND Description Unit QuantityMuhammad NuhPas encore d'évaluation
- 950 Series Booklet 1.0 WEB 4Document12 pages950 Series Booklet 1.0 WEB 4Muhammad NuhPas encore d'évaluation
- Screw ConveyorDocument14 pagesScrew ConveyorMuhammad NuhPas encore d'évaluation
- 2015no DigShow PDFDocument11 pages2015no DigShow PDFMuhammad NuhPas encore d'évaluation
- 2015no DigShowDocument223 pages2015no DigShowMuhammad NuhPas encore d'évaluation
- 2015no DigShow PDFDocument11 pages2015no DigShow PDFMuhammad NuhPas encore d'évaluation
- Unu GTP 2013 27 PDFDocument34 pagesUnu GTP 2013 27 PDFdeasyarianti33Pas encore d'évaluation
- Osha 2226Document28 pagesOsha 2226Touil HoussemPas encore d'évaluation
- WTC Asme 31.4 OffshoreDocument4 pagesWTC Asme 31.4 OffshoreMuhammad NuhPas encore d'évaluation
- HDD BroschDocument24 pagesHDD BroschRomany AllamPas encore d'évaluation
- Seda - Guideline For The T&C of Small HydroDocument71 pagesSeda - Guideline For The T&C of Small Hydroklcy1987Pas encore d'évaluation
- Screw ConveyorDocument14 pagesScrew ConveyorMuhammad NuhPas encore d'évaluation
- Inerting & BlanketingDocument5 pagesInerting & Blanketingbksree100% (1)
- 06022G Sample BuyNow PDFDocument9 pages06022G Sample BuyNow PDFnuman_mobinPas encore d'évaluation
- 950 Series Booklet 1.0 WEB 4Document12 pages950 Series Booklet 1.0 WEB 4Muhammad NuhPas encore d'évaluation
- A1H6J6 - Condition 10 (C) - Hydrostatic Pressure Testing PlanDocument68 pagesA1H6J6 - Condition 10 (C) - Hydrostatic Pressure Testing PlanMuhammad NuhPas encore d'évaluation
- FETs DatabookDocument189 pagesFETs DatabookTito Titon0% (1)
- Connection Design Steel Base Plate Bs5950 v2015 01Document4 pagesConnection Design Steel Base Plate Bs5950 v2015 01Anonymous j9PxwnoPas encore d'évaluation
- A Stated-Preference Study of The Willingness-To-Pay To Reduce Traffic Risk in Urban vs. Rural RoadsDocument13 pagesA Stated-Preference Study of The Willingness-To-Pay To Reduce Traffic Risk in Urban vs. Rural RoadsSantanu KumarPas encore d'évaluation
- D.Abbas M AlkebsiDocument40 pagesD.Abbas M AlkebsiruchikaPas encore d'évaluation
- Scania DC09, DC13, DC16 Industrial Engines - Electrical System - CompressedDocument40 pagesScania DC09, DC13, DC16 Industrial Engines - Electrical System - CompressedMaurice ConnorPas encore d'évaluation
- Transaction MR22-Cost Component Split in A Single Cost Component.Document4 pagesTransaction MR22-Cost Component Split in A Single Cost Component.vyigitPas encore d'évaluation
- Skinput Technology Unlocks Human Body as Input SurfaceDocument2 pagesSkinput Technology Unlocks Human Body as Input SurfaceNISHAPas encore d'évaluation
- CSEC® Chemistry Past Papers January 2015Document20 pagesCSEC® Chemistry Past Papers January 2015Jonathan RamsundarPas encore d'évaluation
- 2.design and Analysis of Escalator FrameDocument7 pages2.design and Analysis of Escalator FrameSyamil Dzulfida100% (1)
- Electronic Principles IV, 7-8. Military Curriculum Materials For Vocational and Technical Education.Document571 pagesElectronic Principles IV, 7-8. Military Curriculum Materials For Vocational and Technical Education.SolPas encore d'évaluation
- Cessna 172Document4 pagesCessna 172James DeatoPas encore d'évaluation
- Manual Handbook Ripping Cat Selection Techniques Applications Production CompatibilityDocument32 pagesManual Handbook Ripping Cat Selection Techniques Applications Production CompatibilityPoPandaPas encore d'évaluation
- Two-, Three-, and Four-Atom Exchange Effects in bcc3 HeDocument3 pagesTwo-, Three-, and Four-Atom Exchange Effects in bcc3 HezittoxPas encore d'évaluation
- Convert Decimal To Binary Sunday ClassDocument14 pagesConvert Decimal To Binary Sunday ClassLaila HammadPas encore d'évaluation
- Shape and angle detective game for kidsDocument21 pagesShape and angle detective game for kidsbemusaPas encore d'évaluation
- Basic use of datum planes in Creo ParametricDocument8 pagesBasic use of datum planes in Creo ParametricKartik BhararaPas encore d'évaluation
- 1 - Introduction - Derivatives GreeksDocument50 pages1 - Introduction - Derivatives GreeksThomas GallantPas encore d'évaluation
- Exercise 1: Pressing Cheeses: Cheese ProductionDocument8 pagesExercise 1: Pressing Cheeses: Cheese ProductionAhmed HusseinPas encore d'évaluation
- 1 Gauss SeidelDocument20 pages1 Gauss SeidelYanes Kristianus HediPas encore d'évaluation
- Solution of Problem Set 1 For Purity Hydrocarbon Data PDFDocument4 pagesSolution of Problem Set 1 For Purity Hydrocarbon Data PDFDrumil TrivediPas encore d'évaluation
- HW 11Document7 pagesHW 11Devendraa MuniandyPas encore d'évaluation
- JqueryDocument11 pagesJqueryShreyas GuduriPas encore d'évaluation
- The Use and Misuse of SEMDocument30 pagesThe Use and Misuse of SEMPPDTBM renPas encore d'évaluation
- COSC 2307: Sub-QueriesDocument23 pagesCOSC 2307: Sub-QueriesBhavikDavePas encore d'évaluation
- A510m 06Document7 pagesA510m 06psewag100% (1)
- Model For Calculating The Refractive Index of DiffDocument5 pagesModel For Calculating The Refractive Index of DiffNANPas encore d'évaluation
- PAPER I MATHEMATICS PRACTICE SETDocument6 pagesPAPER I MATHEMATICS PRACTICE SETRitesh Raj PandeyPas encore d'évaluation
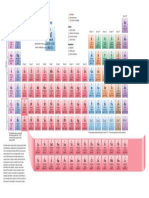
- Periodic TableDocument1 pagePeriodic TableChemist MookaPas encore d'évaluation
- Student's Error Analysis in Finishing Mathematic Word Problem Based Newman AnalysisDocument11 pagesStudent's Error Analysis in Finishing Mathematic Word Problem Based Newman AnalysisguanyitorPas encore d'évaluation