Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Aa GTG 000024Document35 pagesAa GTG 000024Edith Moreno UrzuaPas encore d'évaluation
- 2046 Def Scriptie Dennis Wessing PDFDocument170 pages2046 Def Scriptie Dennis Wessing PDFRK CISAPas encore d'évaluation
- Astm G5Document12 pagesAstm G5caop217100% (1)
- Java Programming 9Th Edition Farrell Solutions Manual Full Chapter PDFDocument32 pagesJava Programming 9Th Edition Farrell Solutions Manual Full Chapter PDFaletheasophroniahae100% (9)
- Listening Was Defined by Julian Treasure A2Document2 pagesListening Was Defined by Julian Treasure A2kim olimbaPas encore d'évaluation
- Starbucks and Free TradeDocument9 pagesStarbucks and Free TradeSandraPauwelsPas encore d'évaluation
- Introduction To Marketing ManagementDocument24 pagesIntroduction To Marketing ManagementDrRuchi GargPas encore d'évaluation
- Equipment For Science Ed En93Document100 pagesEquipment For Science Ed En93Rene John Bulalaque EscalPas encore d'évaluation
- TataDocument24 pagesTataNitin MauryaPas encore d'évaluation
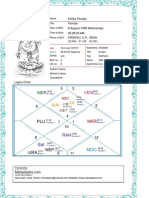
- Kritika Pandey (Kaushambi)Document15 pagesKritika Pandey (Kaushambi)nishink9Pas encore d'évaluation
- C Test Questions and Answers PDFDocument15 pagesC Test Questions and Answers PDFVikas Bakoliya100% (1)
- Group 4 - Reference and SenseDocument24 pagesGroup 4 - Reference and SenseMachsunaPas encore d'évaluation
- Distillation of A Mixture of N-Hexane and N-Heptane-lab - Handout - Experiment - 7Document12 pagesDistillation of A Mixture of N-Hexane and N-Heptane-lab - Handout - Experiment - 7megacobPas encore d'évaluation
- p6 Case Study ModifiedDocument109 pagesp6 Case Study Modifieddreamboy87100% (2)
- Documentation 040Document148 pagesDocumentation 040proxemicPas encore d'évaluation
- Happy FinalDocument32 pagesHappy FinalRaju MehtaPas encore d'évaluation
- Titan OrionDocument7 pagesTitan Orionajwad7Pas encore d'évaluation
- VoIPmonitor Sniffer Manual v5Document19 pagesVoIPmonitor Sniffer Manual v5Allan PadillaPas encore d'évaluation
- Lesson Plan GagneDocument2 pagesLesson Plan Gagnechiew gin siongPas encore d'évaluation
- CS604 - Operating SystemsDocument11 pagesCS604 - Operating SystemsAsadPas encore d'évaluation
- Digital Citizenship E-Portfolio AssignmentDocument4 pagesDigital Citizenship E-Portfolio AssignmentJordanne ChristiePas encore d'évaluation
- Geberit Case Study PDFDocument2 pagesGeberit Case Study PDFsapiencecorpPas encore d'évaluation
- Radio - Micro - Bit RuntimeDocument16 pagesRadio - Micro - Bit RuntimeJohn WestPas encore d'évaluation
- Local Level Financial Systems: A Study On Three Union at Sylhet Sadar Upazilla in BangladeshDocument10 pagesLocal Level Financial Systems: A Study On Three Union at Sylhet Sadar Upazilla in BangladeshTriple A Research Journal of Social Science and HumanityPas encore d'évaluation
- External Conditions Imposed On The GroupDocument8 pagesExternal Conditions Imposed On The GroupPrakriti GoelPas encore d'évaluation
- Dissolving Clouds With Your MindDocument14 pagesDissolving Clouds With Your MindTamajong Tamajong PhilipPas encore d'évaluation
- Understanding Work Conditioning and Work Hardening Programs For A Successful RTW 3 13 2014 NovaCare PDFDocument37 pagesUnderstanding Work Conditioning and Work Hardening Programs For A Successful RTW 3 13 2014 NovaCare PDFSitiSarah0% (1)
- "Uncontrolled Desires": The Response To The Sexual Psychopath, 1920-1960Document25 pages"Uncontrolled Desires": The Response To The Sexual Psychopath, 1920-1960ukladsil7020Pas encore d'évaluation
- The ChE As Sherlock Holmes Investigating Process IncidentsDocument7 pagesThe ChE As Sherlock Holmes Investigating Process IncidentsCamilo MoraPas encore d'évaluation
- Morane 4 PFN FffsDocument20 pagesMorane 4 PFN FffsFatmen FataPas encore d'évaluation