Vous aimerez peut-être aussi
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- MSS SP 134a 2006 Cryogenic Service PDFDocument18 pagesMSS SP 134a 2006 Cryogenic Service PDFjensdcv100% (1)
- Polyethylene (PE) Plastic Pipe (DR-PR) Based On Controlled Outside DiameterDocument9 pagesPolyethylene (PE) Plastic Pipe (DR-PR) Based On Controlled Outside Diameterastewayb_964354182Pas encore d'évaluation
- Cyano Compounds, Inorganic: 1. Hydrogen CyanideDocument38 pagesCyano Compounds, Inorganic: 1. Hydrogen CyanideRasoulPas encore d'évaluation
- User Manual Buble Cpap PDFDocument7 pagesUser Manual Buble Cpap PDFmamahosielePas encore d'évaluation
- Photocolorimetry and SpectrophotometryDocument11 pagesPhotocolorimetry and SpectrophotometryRay Mondy100% (1)
- High Gas Multiphase Flow Meter - An Operator ExperienceDocument15 pagesHigh Gas Multiphase Flow Meter - An Operator ExperienceSondang Ayu NingrumPas encore d'évaluation
- Lich Su Gia TVSI HASTC 02 - 13 - 2021Document28 pagesLich Su Gia TVSI HASTC 02 - 13 - 2021Phạm QuânPas encore d'évaluation
- A0 PDFDocument1 pageA0 PDFPhạm QuânPas encore d'évaluation
- Isomerizarion, Ankylation, Polymerization: Hanoi University of Science and TechnologyDocument24 pagesIsomerizarion, Ankylation, Polymerization: Hanoi University of Science and TechnologyPhạm Quân100% (1)
- Study of The Thermal Cracking During The Vacuum Distillation of Atmospheric Residue of Crude OilDocument11 pagesStudy of The Thermal Cracking During The Vacuum Distillation of Atmospheric Residue of Crude OilPhạm QuânPas encore d'évaluation
- Glicoles PDFDocument16 pagesGlicoles PDFalfredoPas encore d'évaluation
- Isomerizarion, Ankylation, Polymerization: Hanoi University of Science and TechnologyDocument24 pagesIsomerizarion, Ankylation, Polymerization: Hanoi University of Science and TechnologyPhạm Quân100% (1)
- Ash ConditionerDocument105 pagesAsh ConditionerThắng NguyễnPas encore d'évaluation
- US20030143313A1Document7 pagesUS20030143313A1Thuận LêPas encore d'évaluation
- Orifice PlateDocument2 pagesOrifice Platevijay kumar honnaliPas encore d'évaluation
- 1 21 PDFDocument21 pages1 21 PDFray m deraniaPas encore d'évaluation
- Joint Universities Preliminary Examinations Board 2015 Examinations Chemistry: Sci-J153 Multiple Choice Questions: Answer All QuestionsDocument11 pagesJoint Universities Preliminary Examinations Board 2015 Examinations Chemistry: Sci-J153 Multiple Choice Questions: Answer All QuestionsDeborahPas encore d'évaluation
- Fispq Alcool BehenílicoDocument3 pagesFispq Alcool BehenílicoErik SteinbergPas encore d'évaluation
- GR9 NATURAL SC (English) June 2018 Possible AnswersDocument8 pagesGR9 NATURAL SC (English) June 2018 Possible Answers18118Pas encore d'évaluation
- Personal Care & Cosmetics: Oxarol C80Document1 pagePersonal Care & Cosmetics: Oxarol C80Mohamed AdelPas encore d'évaluation
- 20041-62824-16315-017459 300V Off Road 15W60 MSDSDocument8 pages20041-62824-16315-017459 300V Off Road 15W60 MSDSwswoonPas encore d'évaluation
- Soal Rancang HeDocument2 pagesSoal Rancang HeDimas0% (1)
- The Phases of MatterDocument6 pagesThe Phases of MatterbettynogpoPas encore d'évaluation
- 12 - National Cera Lab Test Report - 600x1200 MM - 24.12.2019Document3 pages12 - National Cera Lab Test Report - 600x1200 MM - 24.12.2019Shaikh MohammedHanifSultanPas encore d'évaluation
- SOLA2060 Introduction To Electronic Devices Semester 1, 2019Document43 pagesSOLA2060 Introduction To Electronic Devices Semester 1, 2019Marquee BrandPas encore d'évaluation
- ATF ExplosiveMaterialsDocument2 pagesATF ExplosiveMaterialsPATRIOTSKULLZPas encore d'évaluation
- MSDS of Pine OilDocument3 pagesMSDS of Pine OilMauricioPas encore d'évaluation
- Coeff. of ViscisityDocument5 pagesCoeff. of ViscisityGreyscious LyPas encore d'évaluation
- Friction Welding Usage TodayDocument15 pagesFriction Welding Usage Todaycule93Pas encore d'évaluation
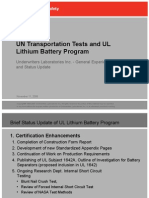
- UL PresentationDocument18 pagesUL Presentationsethhcohen11Pas encore d'évaluation
- ME106 - Casting (2015)Document64 pagesME106 - Casting (2015)just randomPas encore d'évaluation
- Dow Corning Corporation Material Safety Data SheetDocument7 pagesDow Corning Corporation Material Safety Data SheetSalvador NegretePas encore d'évaluation
- A Rapid Method For The Assay of Dextranase-Koh1970Document3 pagesA Rapid Method For The Assay of Dextranase-Koh1970ratu yulianiPas encore d'évaluation
- Sugar Cane Extract Antioxidants CommercializationDocument51 pagesSugar Cane Extract Antioxidants CommercializationAve EnovesoPas encore d'évaluation
- Mole Concept (Scholar Paper)Document4 pagesMole Concept (Scholar Paper)Rudraksh AhujaPas encore d'évaluation
- Gas Laws Homework IIDocument4 pagesGas Laws Homework IIchpwalker100% (2)