Vous aimerez peut-être aussi
- BC07-PL-02 Plan de Inspección y Ensayo ElectricoDocument2 pagesBC07-PL-02 Plan de Inspección y Ensayo ElectricoJAVIER ESTRADAPas encore d'évaluation
- Anexo 14. Plan de Inspeccion y Ensayos Obra CivilDocument3 pagesAnexo 14. Plan de Inspeccion y Ensayos Obra CivilStephany Hawasly PastranaPas encore d'évaluation
- PPI - Colocacion de Concreto, Vaceado y Post-VaceadoDocument1 pagePPI - Colocacion de Concreto, Vaceado y Post-Vaceadovrojas100% (1)
- Lsi Pie Tub 001 - A Plan Puntos InspeccionDocument3 pagesLsi Pie Tub 001 - A Plan Puntos InspeccionJOSÉ LEONCIO CAMPOS ACUÑAPas encore d'évaluation
- Mod.223.1 PIE - Plan de Inspeccion y EnsayoDocument6 pagesMod.223.1 PIE - Plan de Inspeccion y EnsayoMaria GonzalezPas encore d'évaluation
- 6 - PPI - Plan de Puntos de Inspeccion - Desmontaje y Montaje de MódulosDocument1 page6 - PPI - Plan de Puntos de Inspeccion - Desmontaje y Montaje de MódulosEduardo Rafael Quiñonez BolañosPas encore d'évaluation
- P.I.E Cmei-01-01Document2 pagesP.I.E Cmei-01-01Carmen HidalgoPas encore d'évaluation
- MPD004-P083OBR-140-PPI-QC-003 - C Plan de Puntos de Inspeccion de EstructurasDocument1 pageMPD004-P083OBR-140-PPI-QC-003 - C Plan de Puntos de Inspeccion de EstructurasBenjamin Herrera Vargas100% (1)
- 172 Epp 20 Itp 001Document1 page172 Epp 20 Itp 001bernardoautometalPas encore d'évaluation
- Plan Inspeccion y Ensayo - 2013Document8 pagesPlan Inspeccion y Ensayo - 2013Jhon Jairo Toloza Martínez100% (1)
- Plan de Inspección y Ensayo Term.Document4 pagesPlan de Inspección y Ensayo Term.Alfredo Israel VicuñaPas encore d'évaluation
- Hoja de Emision E Indice de Isometricas: Isometric Index and Issue SheetDocument1 pageHoja de Emision E Indice de Isometricas: Isometric Index and Issue SheetjaimemecaPas encore d'évaluation
- Dossier de Calidad de MaterialesDocument207 pagesDossier de Calidad de MaterialesAnonymous INMwx050fE100% (2)
- Plan de InspeccionDocument3 pagesPlan de InspeccionAnonymous QL5xlUHPas encore d'évaluation
- IPDC-PTI-T4-C-02 Construcción de Dique Tipo VIIIDocument3 pagesIPDC-PTI-T4-C-02 Construcción de Dique Tipo VIIIAlejandro NietoPas encore d'évaluation
- PIE-SICOLL-2024-01, Rev.0 Pba. Hidrostática Collahuasi Línea de 7 PulgDocument4 pagesPIE-SICOLL-2024-01, Rev.0 Pba. Hidrostática Collahuasi Línea de 7 PulgRodrigoArayaPas encore d'évaluation
- Plan de Inspección y Ensayos - Obra EléctricaDocument11 pagesPlan de Inspección y Ensayos - Obra Eléctricacentaury2013Pas encore d'évaluation
- Cartel 11 Instalaciones Equipos A Presión 2019Document1 pageCartel 11 Instalaciones Equipos A Presión 2019Hell BoyPas encore d'évaluation
- 2 Plan de InspeccionDocument3 pages2 Plan de InspeccionfernandoPas encore d'évaluation
- Plan de Inspeccion y Ensayos Civil CPRDocument7 pagesPlan de Inspeccion y Ensayos Civil CPRFranklyn GiraldoPas encore d'évaluation
- Pie Estructuras de HormigonDocument1 pagePie Estructuras de HormigoncalidadPas encore d'évaluation
- Formato de Inspeccion y Ensayo de Calidad - Consorcio DRDocument3 pagesFormato de Inspeccion y Ensayo de Calidad - Consorcio DRElisabet PerdomoPas encore d'évaluation
- CCA-PPI-CIV-001 (PPI Relleno, Excavación y Compactación)Document1 pageCCA-PPI-CIV-001 (PPI Relleno, Excavación y Compactación)Brayan MateoPas encore d'évaluation
- Plan Inspección y EnsayoDocument5 pagesPlan Inspección y EnsayoJose Parra PradaPas encore d'évaluation
- Foac41 Listado de Maquinarias y o Equipos V 4.0Document3 pagesFoac41 Listado de Maquinarias y o Equipos V 4.0Luis Carlos Muñoz RojasPas encore d'évaluation
- Plan de Inspeccion y Ensayos Civil OdebrechtDocument6 pagesPlan de Inspeccion y Ensayos Civil OdebrechtRichardPas encore d'évaluation
- Plan de Inspeccion y Ensayos Civil Odebrecht Guía Plan de EnsayosDocument6 pagesPlan de Inspeccion y Ensayos Civil Odebrecht Guía Plan de EnsayosÁnderson Bell Suárez MogollónPas encore d'évaluation
- P-Mec-C-01 Plan de Inspección y Ensayos-1Document2 pagesP-Mec-C-01 Plan de Inspección y Ensayos-1Javier FigueredoPas encore d'évaluation
- Plan Inspeccion y Ensayo.Document2 pagesPlan Inspeccion y Ensayo.Felix Aleman100% (1)
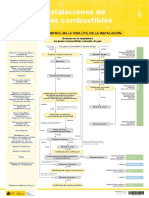
- Cartel 03 Instalaciones de Gases Combustibles 2019Document1 pageCartel 03 Instalaciones de Gases Combustibles 2019Hell BoyPas encore d'évaluation
- 25800-220-V09-G00Z-08012 Rev.1Document3 pages25800-220-V09-G00Z-08012 Rev.1Patricio Ríos BarraPas encore d'évaluation
- PPI - TopografiaDocument1 pagePPI - TopografiavrojasPas encore d'évaluation
- ENAUT-PAC-F-38 Inspeccion de Instalacion de Terminaciones de EmpalmesDocument1 pageENAUT-PAC-F-38 Inspeccion de Instalacion de Terminaciones de EmpalmesAnonymous g2KEbs1DJPas encore d'évaluation
- Fresado de Carpeta Asfaltica Existente: MAN-000 Matriz de Control de Calidad Del Proceso ConstructivoDocument4 pagesFresado de Carpeta Asfaltica Existente: MAN-000 Matriz de Control de Calidad Del Proceso ConstructivoMilton Hanco IllaPas encore d'évaluation
- Edv Pi 2827 - Linea DT 33kv Rev ADocument6 pagesEdv Pi 2827 - Linea DT 33kv Rev Atresbolillo RammsteinPas encore d'évaluation
- For-PGEO-PE-AD-07 Registro de Reparaciones de GeomembranaDocument2 pagesFor-PGEO-PE-AD-07 Registro de Reparaciones de GeomembranaEspiritu Espiritu HiberPas encore d'évaluation
- Minera Yanacocha SRL Súlfuros Yanacocha: FOPEGEN - 030 ITP Preservación de Materiales y EquiposDocument3 pagesMinera Yanacocha SRL Súlfuros Yanacocha: FOPEGEN - 030 ITP Preservación de Materiales y EquiposLuis Enciso M.Pas encore d'évaluation
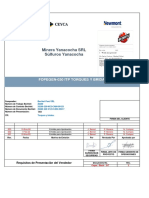
- Minera Yanacocha SRL Súlfuros Yanacocha: Fopegen-030 Itp Torques Y BridasDocument3 pagesMinera Yanacocha SRL Súlfuros Yanacocha: Fopegen-030 Itp Torques Y BridasJose Luis Enciso MuñozPas encore d'évaluation
- Plan de Inspeccion y EnsayoDocument11 pagesPlan de Inspeccion y EnsayoMiguel LealPas encore d'évaluation
- Ppi - 3 EntregablesDocument3 pagesPpi - 3 Entregablespercy213100% (1)
- Pien Ferrocarriles Del EstadoDocument1 pagePien Ferrocarriles Del EstadoSergio Andrey GrajalesPas encore d'évaluation
- Mapa de Operaciones: Planta: CIVAC Area Y/o Línea: INSITE 1 - IP Fecha: Tiempo Tacto: JPHDocument8 pagesMapa de Operaciones: Planta: CIVAC Area Y/o Línea: INSITE 1 - IP Fecha: Tiempo Tacto: JPHLuis RiveraPas encore d'évaluation
- Inf. Recepcion de SpoolDocument2 pagesInf. Recepcion de SpoolRONALDPas encore d'évaluation
- Plantilla - Formato - Plan de Inspección y EnsayoDocument3 pagesPlantilla - Formato - Plan de Inspección y EnsayoJaime Vera100% (1)
- Plan de Puntos de Inspeccion (Ppi) : Construcción de Pozas E Instalación de Tuberías en Canal CholoqueDocument1 pagePlan de Puntos de Inspeccion (Ppi) : Construcción de Pozas E Instalación de Tuberías en Canal CholoqueChelsito CH M0% (1)
- II-plan de Inspeccion y Ensayo EnfilamientoDocument11 pagesII-plan de Inspeccion y Ensayo EnfilamientoCarmen Hidalgo100% (1)
- Ppi-02-Civil y Sus Registros - Rev.01Document13 pagesPpi-02-Civil y Sus Registros - Rev.01jimper26Pas encore d'évaluation
- Formato RequisicionDocument1 pageFormato RequisicionYenny OcampoPas encore d'évaluation
- PPI-04-AISLAMIENTO Y SUS REGISTROS Rev. 01Document5 pagesPPI-04-AISLAMIENTO Y SUS REGISTROS Rev. 01jimper26100% (1)
- CCA-PPI-ELEC-011 (PPI Electrico)Document1 pageCCA-PPI-ELEC-011 (PPI Electrico)Brayan MateoPas encore d'évaluation
- COMPACTACIONDocument1 pageCOMPACTACIONIvettePas encore d'évaluation
- Plan de Inspección y Ensayo de Fabricación de Estanque 1462-TKF-002 Rev.1Document4 pagesPlan de Inspección y Ensayo de Fabricación de Estanque 1462-TKF-002 Rev.1Hans SchulzPas encore d'évaluation
- ISO-L-18.001-1212-QPI-7501-Rev00 PPIs de Sistema de Proteccion Contra IncendiosDocument2 pagesISO-L-18.001-1212-QPI-7501-Rev00 PPIs de Sistema de Proteccion Contra IncendiosLuis Enrique Yanallaye ArandaPas encore d'évaluation
- PL-QC-002 - Plan de Puntos de Inspeccion - Rev.0Document2 pagesPL-QC-002 - Plan de Puntos de Inspeccion - Rev.0Carlo LaraPas encore d'évaluation
- 02 Foja - Puente Carretera Río VerdeDocument1 page02 Foja - Puente Carretera Río VerdeRogelio Silvan GrelaPas encore d'évaluation
- BB - CA.PPI.05.VB Acero Estructural - UnidoDocument3 pagesBB - CA.PPI.05.VB Acero Estructural - Unidoantony bermudez ramirezPas encore d'évaluation
- Minera Yanacocha SRL Súlfuros Yanacocha: FOPEGEN-030 ITP Fabricación y Montaje de Spool HDPEDocument2 pagesMinera Yanacocha SRL Súlfuros Yanacocha: FOPEGEN-030 ITP Fabricación y Montaje de Spool HDPEJose Luis Enciso MuñozPas encore d'évaluation
- 5705091-PLN19-002-0 - Plan de Puntos de Inspección Civil (Movimiento de Tierras)Document1 page5705091-PLN19-002-0 - Plan de Puntos de Inspección Civil (Movimiento de Tierras)John Erick Chavez ValdiviaPas encore d'évaluation
- Redes CISCO. Guía de estudio para la certificación CCNP Routing y Switching: Certificación informática: CiscoD'EverandRedes CISCO. Guía de estudio para la certificación CCNP Routing y Switching: Certificación informática: CiscoÉvaluation : 5 sur 5 étoiles5/5 (3)
- Redes CISCO. Guía de estudio para la certificación CCNP Routing y SwitchingD'EverandRedes CISCO. Guía de estudio para la certificación CCNP Routing y SwitchingPas encore d'évaluation
- Packing List BarandasDocument1 pagePacking List BarandasJANOPas encore d'évaluation
- Iso 13920Document118 pagesIso 13920JANO100% (1)
- R SG 29 Registro GranallaDocument1 pageR SG 29 Registro GranallaJANOPas encore d'évaluation
- Corte TérmicoDocument17 pagesCorte TérmicoJANOPas encore d'évaluation
- Iso 13920Document118 pagesIso 13920JANO100% (1)
- Defectos PinturaDocument3 pagesDefectos PinturaJANO100% (2)
- Certficado HEB 140-160Document1 pageCertficado HEB 140-160JANOPas encore d'évaluation
- 2 El Necronomicon Libro de HechizosDocument29 pages2 El Necronomicon Libro de HechizosAlexis MendozaPas encore d'évaluation
- Economia Global Vs LocalDocument1 pageEconomia Global Vs LocalLuis Angel PalosPas encore d'évaluation
- Boleta para ConducirDocument2 pagesBoleta para ConducirAlmiron GracielaPas encore d'évaluation
- Calculo Estructura Alc Tipo MarcoDocument8 pagesCalculo Estructura Alc Tipo MarcoJulio OblitasPas encore d'évaluation
- Resumen 13 Errores Faltales Que Cometen Los GerentesDocument2 pagesResumen 13 Errores Faltales Que Cometen Los GerentesDaniel AdrianPas encore d'évaluation
- 4to C - Personal Social - Sesión de Aprendizaje N. 128Document4 pages4to C - Personal Social - Sesión de Aprendizaje N. 128Irenia Luz Rondón de HuacaniPas encore d'évaluation
- 4 - Teatro - El MonólogoDocument2 pages4 - Teatro - El MonólogoDV NMPas encore d'évaluation
- Comentario de AristótelesDocument2 pagesComentario de AristótelesHeyy8Pas encore d'évaluation
- FORODocument54 pagesFOROKa LofePas encore d'évaluation
- Actividades de La 8 Guia de CTEEMSDocument4 pagesActividades de La 8 Guia de CTEEMSAnonymous Bp8MsOHYWfPas encore d'évaluation
- Lista de Precios 2012-1Document58 pagesLista de Precios 2012-1VEMATELPas encore d'évaluation
- Te Regaleo - Bodas de SangreDocument8 pagesTe Regaleo - Bodas de SangreFlorencia LynchPas encore d'évaluation
- Logicas de Primer y Segundo OrdenDocument15 pagesLogicas de Primer y Segundo OrdenSebastianSeyerPas encore d'évaluation
- 039 - Bases Psicológicas de La Conducta Humana - PpsDocument16 pages039 - Bases Psicológicas de La Conducta Humana - PpsNazareth Velasco LópezPas encore d'évaluation
- Modulo Aspectos Eticos y Legales de La Seguridad InformaticaDocument171 pagesModulo Aspectos Eticos y Legales de La Seguridad InformaticaAndres AcostaPas encore d'évaluation
- Cuál Es La Diferencia Entre Técnicas e Instrumentos de InvestigaciónDocument9 pagesCuál Es La Diferencia Entre Técnicas e Instrumentos de Investigaciónlos liriosPas encore d'évaluation
- Estructuras Metalicas2Document20 pagesEstructuras Metalicas2elizabeth muñozPas encore d'évaluation
- PAPER para ChileDocument11 pagesPAPER para ChileMatías FernandezPas encore d'évaluation
- Bomba DAB PDFDocument70 pagesBomba DAB PDFMiguel Mendez HerreraPas encore d'évaluation
- Comentario A La Ley 26727Document15 pagesComentario A La Ley 26727nocherensePas encore d'évaluation
- Investigación MicrosocialDocument17 pagesInvestigación MicrosocialMynor MartínezPas encore d'évaluation
- Tipos de Organizadores VisualesDocument57 pagesTipos de Organizadores VisualesJose De la Cruz LujánPas encore d'évaluation
- Residencias de Intercambio y Aprendizaje 2023Document3 pagesResidencias de Intercambio y Aprendizaje 2023Chelo ChivoPas encore d'évaluation
- MenagrafíaDocument5 pagesMenagrafíaEder RysPas encore d'évaluation
- Inglés Integrado para Otras Carreras IIDocument4 pagesInglés Integrado para Otras Carreras IIIrving Ruiz BellidoPas encore d'évaluation
- Clase 1 Texto de Nagel Ipc CBC Uba 2021Document4 pagesClase 1 Texto de Nagel Ipc CBC Uba 2021Victoria CampoPas encore d'évaluation
- Nm178es Primera Reunión GTEEEDocument23 pagesNm178es Primera Reunión GTEEEContreras JannePas encore d'évaluation
- Taller Iso 14001-2015Document4 pagesTaller Iso 14001-2015andresPas encore d'évaluation
- Fundacion El Amanecer Del Alma Retiro de Yoga y MeditacionDocument4 pagesFundacion El Amanecer Del Alma Retiro de Yoga y MeditacionParameshwar Aum AnandajiPas encore d'évaluation
- π DEFINICIONDocument2 pagesπ DEFINICIONAntonio Cafeel Martinez SevillaPas encore d'évaluation