Vous aimerez peut-être aussi
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Fundamentals of CopywritingDocument16 pagesFundamentals of CopywritingAlexanderHFFPas encore d'évaluation
- ISO 9001-2015 Checklist PDFDocument37 pagesISO 9001-2015 Checklist PDFHomero Januncio100% (1)
- Application of Fuzzy Logic-BasDocument15 pagesApplication of Fuzzy Logic-BasAlexanderHFFPas encore d'évaluation
- A New Approach For The Transition Between QFD PhasesDocument5 pagesA New Approach For The Transition Between QFD PhasesAlexanderHFFPas encore d'évaluation
- A Case Study For Using The QuaDocument8 pagesA Case Study For Using The QuaAlexanderHFFPas encore d'évaluation
- ISO 9001 Quality Management Systems PDFDocument174 pagesISO 9001 Quality Management Systems PDFErric Eka Kurniawan100% (11)
- Machine Learning: With Bigquery MLDocument344 pagesMachine Learning: With Bigquery MLtrinh thi minh haiPas encore d'évaluation
- A Refined and Integrated KanoDocument38 pagesA Refined and Integrated KanoAlexanderHFFPas encore d'évaluation
- Dale Carnegie CatalogDocument32 pagesDale Carnegie CatalogAlexanderHFFPas encore d'évaluation
- White Paper - Dynamics - Engagement - IndonesiaDocument4 pagesWhite Paper - Dynamics - Engagement - IndonesiaAlexanderHFFPas encore d'évaluation
- Management For EngineersDocument561 pagesManagement For Engineersraja_haseeb806686% (14)
- Dale Carnegie Training - 2014 Employee Engagement Results (Handout) 150904 PDFDocument52 pagesDale Carnegie Training - 2014 Employee Engagement Results (Handout) 150904 PDFAlexanderHFFPas encore d'évaluation
- IIA Certification Candidate HandbookDocument40 pagesIIA Certification Candidate HandbookSindu Senjaya Aji100% (1)
- White Paper - Drive - Engagement - IndonesiaDocument6 pagesWhite Paper - Drive - Engagement - IndonesiaAlexanderHFFPas encore d'évaluation
- Guideline Good Pharmacovigilance Practices Module V Risk Management Systems Rev 2 - en PDFDocument36 pagesGuideline Good Pharmacovigilance Practices Module V Risk Management Systems Rev 2 - en PDFElaine Grace AtienzaPas encore d'évaluation
- White Paper - Dynamics - Engagement - IndonesiaDocument4 pagesWhite Paper - Dynamics - Engagement - IndonesiaAlexanderHFFPas encore d'évaluation
- Scan CharacterDocument2 pagesScan CharacterAlexanderHFFPas encore d'évaluation
- Risk Management For Financial InstitutionsDocument42 pagesRisk Management For Financial InstitutionsSyed SohelPas encore d'évaluation
- Riskreport2016 PDFDocument90 pagesRiskreport2016 PDFAlexanderHFFPas encore d'évaluation
- Infographic Dale Carnegie Indonesia 2014 Employee Engagement SurveyDocument4 pagesInfographic Dale Carnegie Indonesia 2014 Employee Engagement SurveyAlexanderHFFPas encore d'évaluation
- Risk Management Framework PDFDocument42 pagesRisk Management Framework PDFAlexanderHFFPas encore d'évaluation
- Risk Management Practices and The Role of Internal AuditDocument58 pagesRisk Management Practices and The Role of Internal AuditAnonymous sD861qTS9vPas encore d'évaluation
- Social Risk Management SRMWBApproachtoSPDocument24 pagesSocial Risk Management SRMWBApproachtoSPAlexanderHFFPas encore d'évaluation
- WhartonDocument19 pagesWhartonAlexanderHFFPas encore d'évaluation
- Overview of Iso 31000 2015 PDFDocument7 pagesOverview of Iso 31000 2015 PDFAlexanderHFFPas encore d'évaluation
- OpRisk TalkDocument45 pagesOpRisk TalkAlexanderHFFPas encore d'évaluation
- PRM HandbookDocument53 pagesPRM HandbookGeorge ReyesPas encore d'évaluation
- RIMS ERM Risk Matrix 14mar12Document44 pagesRIMS ERM Risk Matrix 14mar12AlexanderHFFPas encore d'évaluation
- IIA POSITION PAPER The Role of Internal Auditing in Enterprise Risk ManagementDocument8 pagesIIA POSITION PAPER The Role of Internal Auditing in Enterprise Risk ManagementDennis GivariPas encore d'évaluation
- Quantifying Regulatory Capital For Operational Risk: Utopia or Not?Document35 pagesQuantifying Regulatory Capital For Operational Risk: Utopia or Not?AlexanderHFFPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Isolation Approach To Elliott Wave Analysis: by Steve GriffithsDocument6 pagesThe Isolation Approach To Elliott Wave Analysis: by Steve Griffithssam2976Pas encore d'évaluation
- Textual Equivalence: Thematic and Information Structures: Because and Moreover, Which Are Called ConjunctionsDocument7 pagesTextual Equivalence: Thematic and Information Structures: Because and Moreover, Which Are Called ConjunctionsDaniEllaNetPas encore d'évaluation
- Vroom - Classic CitationDocument1 pageVroom - Classic CitationbarguilfPas encore d'évaluation
- Backup Exec 2010, 2010 R2 and 2010 R3 Hardware Compatibility List (HCL)Document248 pagesBackup Exec 2010, 2010 R2 and 2010 R3 Hardware Compatibility List (HCL)Brian SvendsenPas encore d'évaluation
- Literary Research Essay: Conformity and RebellionDocument2 pagesLiterary Research Essay: Conformity and Rebellioneliza025Pas encore d'évaluation
- Laws of ReflectionDocument3 pagesLaws of ReflectionwsciencePas encore d'évaluation
- WHP English10 1ST QDocument8 pagesWHP English10 1ST QXhiemay Datulayta CalaquePas encore d'évaluation
- Servomotor PptsDocument26 pagesServomotor Pptsjasdeep_kour236066Pas encore d'évaluation
- Schnugh V The State (Bail Appeal) Case No 92-09 (Van Niekerk & Parker, JJ) 31jan'11 PDFDocument25 pagesSchnugh V The State (Bail Appeal) Case No 92-09 (Van Niekerk & Parker, JJ) 31jan'11 PDFAndré Le RouxPas encore d'évaluation
- Critical Issues in JournalismDocument5 pagesCritical Issues in JournalismChad McMillenPas encore d'évaluation
- Exam 1Document61 pagesExam 1Sara M. DheyabPas encore d'évaluation
- 749481Document3 pages749481PAULSON K ANTONY 17BEC1147100% (1)
- Art Funding EssayDocument2 pagesArt Funding EssayDương NguyễnPas encore d'évaluation
- (1997) Process Capability Analysis For Non-Normal Relay Test DataDocument8 pages(1997) Process Capability Analysis For Non-Normal Relay Test DataNELSONHUGOPas encore d'évaluation
- Identification of The Challenges 2. Analysis 3. Possible Solutions 4. Final RecommendationDocument10 pagesIdentification of The Challenges 2. Analysis 3. Possible Solutions 4. Final RecommendationAvinash VenkatPas encore d'évaluation
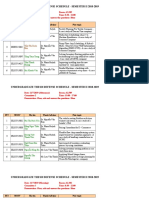
- Lich Bao Ve LVTN - Sem 2 - 2018-2019 - Thong Bao Sinh VienDocument16 pagesLich Bao Ve LVTN - Sem 2 - 2018-2019 - Thong Bao Sinh VienKha NguyễnPas encore d'évaluation
- AI Learning ResourcesDocument6 pagesAI Learning Resourcesrip asawPas encore d'évaluation
- TrainingGuide Geomatica 1 2017Document132 pagesTrainingGuide Geomatica 1 2017sam.scribdPas encore d'évaluation
- STM32 P407Document32 pagesSTM32 P407iker97wPas encore d'évaluation
- Sir Josiah Stamp, The Science of Social AdjustmentDocument191 pagesSir Josiah Stamp, The Science of Social Adjustmentmaivin2Pas encore d'évaluation
- Chrome OS Recovery - Does Not Detect Image - Foros de Productos de GoogleDocument6 pagesChrome OS Recovery - Does Not Detect Image - Foros de Productos de GoogleIsrael MarinoPas encore d'évaluation
- Code of Ethics in Public Relations 01Document14 pagesCode of Ethics in Public Relations 01dfddtrdgffd100% (1)
- Dukungan Suami Terhadap Pemberian Asi Eksklusif PaDocument11 pagesDukungan Suami Terhadap Pemberian Asi Eksklusif PayolandaPas encore d'évaluation
- Orientation, Training and Development, and Career Planning: Chapter ObjectivesDocument17 pagesOrientation, Training and Development, and Career Planning: Chapter ObjectiveslinhPas encore d'évaluation
- MS - BDA Lec - Recommendation Systems IDocument31 pagesMS - BDA Lec - Recommendation Systems IJasura HimePas encore d'évaluation
- Kriging InterpolationDocument49 pagesKriging InterpolationJimmy MaharadjaPas encore d'évaluation
- Tabulation of Data and Parts of A Table - Presentation of Data - Everonn - Class-11th CommerceDocument2 pagesTabulation of Data and Parts of A Table - Presentation of Data - Everonn - Class-11th CommerceMd Shawfiqul IslamPas encore d'évaluation
- Technical Writing Essentials PDFDocument317 pagesTechnical Writing Essentials PDFGalletPas encore d'évaluation
- A Study of ReptiliansDocument23 pagesA Study of ReptiliansRed Young100% (1)
- Lecture 06Document40 pagesLecture 06Reddyvari VenugopalPas encore d'évaluation