Vous aimerez peut-être aussi
- Teste de Pressão HidrostáticoDocument40 pagesTeste de Pressão Hidrostáticodiego100% (5)
- Barras e perfis Gerdau para indústriaDocument20 pagesBarras e perfis Gerdau para indústriaGui AbwPas encore d'évaluation
- Pintura industrial em pó: informações técnicas sobre tintas em pó para aplicações industriaisDocument91 pagesPintura industrial em pó: informações técnicas sobre tintas em pó para aplicações industriaisAndre_Hernandes100% (1)
- Procedimento - LPDocument8 pagesProcedimento - LPRicardo de Souza CarvalhoPas encore d'évaluation
- Deca: Inovadora linha de válvulas e produtos industriaisDocument102 pagesDeca: Inovadora linha de válvulas e produtos industriaisElieser JúnioPas encore d'évaluation
- Medidor espessura camadasDocument8 pagesMedidor espessura camadasdiegoPas encore d'évaluation
- Tubos MecânicosDocument52 pagesTubos MecânicosErik GallPas encore d'évaluation
- Din en 25817Document11 pagesDin en 25817diegoPas encore d'évaluation
- Catalogo Sensor Indutivo PR Rev Out 18Document12 pagesCatalogo Sensor Indutivo PR Rev Out 18diegoPas encore d'évaluation
- Tubos MecânicosDocument52 pagesTubos MecânicosErik GallPas encore d'évaluation
- Sensores capacitivos CM para automação industrialDocument9 pagesSensores capacitivos CM para automação industrialdiegoPas encore d'évaluation
- Tubos de aço e produtos do Grupo AçotuboDocument22 pagesTubos de aço e produtos do Grupo AçotuboglobaldisPas encore d'évaluation
- Lista Eletricos Maio-2020!5!5Document84 pagesLista Eletricos Maio-2020!5!5diegoPas encore d'évaluation
- Manual de Aços GerdauDocument106 pagesManual de Aços GerdauSkyLaserPas encore d'évaluation
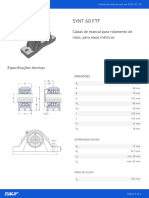
- Catálogo SKFDocument4 pagesCatálogo SKFdiegoPas encore d'évaluation
- 1901098rev1 Apostilaaramestubulares OkDocument51 pages1901098rev1 Apostilaaramestubulares OkAlberto NascimentoPas encore d'évaluation
- Tecnologia da Soldagem: Fundamentos e Fontes de EnergiaDocument113 pagesTecnologia da Soldagem: Fundamentos e Fontes de EnergiaGiovanna MirandaPas encore d'évaluation
- ApostilametalurgiasoldagemDocument48 pagesApostilametalurgiasoldagemAfonso OliverPas encore d'évaluation
- Tecnologia da Soldagem: Fundamentos e Fontes de EnergiaDocument113 pagesTecnologia da Soldagem: Fundamentos e Fontes de EnergiaGiovanna MirandaPas encore d'évaluation
- Partícula MagnéticaDocument19 pagesPartícula MagnéticaRicardo CarvalhoPas encore d'évaluation
- Manual de Aços GerdauDocument106 pagesManual de Aços GerdauSkyLaserPas encore d'évaluation
- Alívio de Tensões Por VibraçãoDocument7 pagesAlívio de Tensões Por VibraçãodiegoPas encore d'évaluation
- 1901098rev1 Apostilaaramestubulares OkDocument51 pages1901098rev1 Apostilaaramestubulares OkAlberto NascimentoPas encore d'évaluation
- Aula Artigo CientificoDocument112 pagesAula Artigo CientificodiegoPas encore d'évaluation
- Aprenda a analisar ações e se torne sócio das melhores empresas da Bolsa no longo prazoDocument43 pagesAprenda a analisar ações e se torne sócio das melhores empresas da Bolsa no longo prazoalda_gomesPas encore d'évaluation
- 1901098rev1 Apostilaaramestubulares OkDocument51 pages1901098rev1 Apostilaaramestubulares OkAlberto NascimentoPas encore d'évaluation
- Manual de Aços GerdauDocument106 pagesManual de Aços GerdauSkyLaserPas encore d'évaluation
- Tecnologia da Soldagem: Fundamentos e Fontes de EnergiaDocument113 pagesTecnologia da Soldagem: Fundamentos e Fontes de EnergiaGiovanna MirandaPas encore d'évaluation
- 717434108pr 001Document4 pages717434108pr 001diegoPas encore d'évaluation