Vous aimerez peut-être aussi
- Ceramics and Ceramic Composites: Materialographic PreparationD'EverandCeramics and Ceramic Composites: Materialographic PreparationPas encore d'évaluation
- Datasheet PDFDocument3 pagesDatasheet PDFShady MohamedPas encore d'évaluation
- Echnical ATA Heet: Lead-Free Bar SolderDocument2 pagesEchnical ATA Heet: Lead-Free Bar SolderEduardoPas encore d'évaluation
- R276 Solder Paste: Dispensable No-Clean Solder Paste For Leaded and Lead-Free AlloysDocument2 pagesR276 Solder Paste: Dispensable No-Clean Solder Paste For Leaded and Lead-Free AlloysChoice OrganoPas encore d'évaluation
- Silverbraze 45T BAg-36 TDSDocument2 pagesSilverbraze 45T BAg-36 TDSMAURO MORESCOPas encore d'évaluation
- Inconel-Alloy 622 625Document1 pageInconel-Alloy 622 625mePas encore d'évaluation
- TDS - NP505-HR Solder PasteDocument2 pagesTDS - NP505-HR Solder PasteChoice OrganoPas encore d'évaluation
- Technical Data Sheet: Synthetic Oil For Trunnion Bearings and Mining MachinesDocument1 pageTechnical Data Sheet: Synthetic Oil For Trunnion Bearings and Mining MachinesDon HowardPas encore d'évaluation
- 8552Document6 pages8552staedtlerpPas encore d'évaluation
- Ram 50 HCH Lor 192226Document4 pagesRam 50 HCH Lor 192226sdPas encore d'évaluation
- Zic Supervis AwDocument2 pagesZic Supervis AwMohammed Abdul GhafoorPas encore d'évaluation
- WK Cooling ElementDocument4 pagesWK Cooling ElementNathanPas encore d'évaluation
- 1A P220 WHD Data Sheet PDFDocument5 pages1A P220 WHD Data Sheet PDFAhmed MusallamPas encore d'évaluation
- Bel Ray Hyperion Synthetic Blend CK-4Document1 pageBel Ray Hyperion Synthetic Blend CK-4Daniel Salazar CruzPas encore d'évaluation
- RTV160, RTV162 and RTV167 Electronic Grade Silicone Adhesive SealantsDocument4 pagesRTV160, RTV162 and RTV167 Electronic Grade Silicone Adhesive SealantspoklePas encore d'évaluation
- Case Study On The Validation of SAC305 and SnCu Based Solders in SMT Wave and Hand Soldering at The Contract Assembler LevelDocument8 pagesCase Study On The Validation of SAC305 and SnCu Based Solders in SMT Wave and Hand Soldering at The Contract Assembler LevelJoel JacoboPas encore d'évaluation
- COR-1076C Coreweld Brochure 141118Document28 pagesCOR-1076C Coreweld Brochure 141118Thanh TamPas encore d'évaluation
- Texaco Meropa 320 Eng M0010Document2 pagesTexaco Meropa 320 Eng M0010Ady MihailaPas encore d'évaluation
- IndexDocument21 pagesIndexJorge Giacomo M. SamperPas encore d'évaluation
- Clock Spring Diamond Wrap BrochureDocument2 pagesClock Spring Diamond Wrap BrochuremuhammadxpPas encore d'évaluation
- Web ProductSheet DiamondWrap 2018 PDFDocument2 pagesWeb ProductSheet DiamondWrap 2018 PDFRiankwnPas encore d'évaluation
- Solder Joint Reliability Theory and Applications PDFDocument650 pagesSolder Joint Reliability Theory and Applications PDFanbarasuval84100% (2)
- Welding Processes Welding KnowledgeDocument85 pagesWelding Processes Welding KnowledgeIshtiaqPas encore d'évaluation
- Shell Cyprina 963 PDFDocument2 pagesShell Cyprina 963 PDFAnonymous oAbjbl4HPas encore d'évaluation
- Shell Rhodina Grease SDX 2: Calcium Grease For Industrial ApplicationsDocument2 pagesShell Rhodina Grease SDX 2: Calcium Grease For Industrial ApplicationsKuhnPas encore d'évaluation
- DION 6631 Series TDSDocument3 pagesDION 6631 Series TDSEldiyar AzamatovPas encore d'évaluation
- Reid ReidBraceY Technical Data 2018Document5 pagesReid ReidBraceY Technical Data 2018steventPas encore d'évaluation
- Lubricants: AAR 963 OilDocument2 pagesLubricants: AAR 963 OilArslan ILServicesPas encore d'évaluation
- Chevron Meropa EP PDSDocument2 pagesChevron Meropa EP PDSArie'f Armand ArsyatPas encore d'évaluation
- Whitslide HV TDS 3030 PDFDocument1 pageWhitslide HV TDS 3030 PDFDon HowardPas encore d'évaluation
- Sigma Fluid PDFDocument2 pagesSigma Fluid PDFHubertt Chacon AntonioPas encore d'évaluation
- Innovate Confidently: Exxonmobil Advanced Synthetic Base StocksDocument19 pagesInnovate Confidently: Exxonmobil Advanced Synthetic Base StocksDamienPas encore d'évaluation
- 444 Data Sheet PDFDocument2 pages444 Data Sheet PDFamitavjhaPas encore d'évaluation
- Kester NP560 Solder Paste EN 07jan21 TBDocument5 pagesKester NP560 Solder Paste EN 07jan21 TBMargaAstaJayaMulyaPas encore d'évaluation
- Product Datasheet BiohesiveDocument3 pagesProduct Datasheet Biohesivebolang cepuPas encore d'évaluation
- Winmena - D81Document2 pagesWinmena - D81FAIYAZ AHMEDPas encore d'évaluation
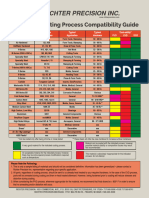
- Material Coating Process Compatibility Guide 2021Document2 pagesMaterial Coating Process Compatibility Guide 2021max8086Pas encore d'évaluation
- Bs 6004 624 y Twin and Earth PVC CableDocument3 pagesBs 6004 624 y Twin and Earth PVC CableharmlesdragonPas encore d'évaluation
- Diamondspark Ni1 RC: Seamless Cored WireDocument2 pagesDiamondspark Ni1 RC: Seamless Cored Wiresanul mulyPas encore d'évaluation
- Meropa ISO 320 Technical DatasheetDocument5 pagesMeropa ISO 320 Technical DatasheetaskodidcPas encore d'évaluation
- SMD Soldering TechniquesDocument6 pagesSMD Soldering Techniquescuncuka1Pas encore d'évaluation
- Chevron Aries TDSDocument2 pagesChevron Aries TDSprimmughalPas encore d'évaluation
- Al Extrusion Power ElectronicsDocument43 pagesAl Extrusion Power ElectronicsR JPas encore d'évaluation
- cb0369 Reid Reidbrace Technical Data Sheet - Nov - 2021 Pin and Clips WebDocument8 pagescb0369 Reid Reidbrace Technical Data Sheet - Nov - 2021 Pin and Clips WebsteventPas encore d'évaluation
- RS, NS: Vishay DaleDocument5 pagesRS, NS: Vishay Dalehector matosPas encore d'évaluation
- Matrix EP and TK TDS 2035Document1 pageMatrix EP and TK TDS 2035Don HowardPas encore d'évaluation
- Mil-Spec Mil-S-6049, Sae J404, Sae J412, Sae J770, Uns G87400, Ams 6322, Ams 6323, Ams 6325, Ams 6327, Ams 6358, Astm A322Document2 pagesMil-Spec Mil-S-6049, Sae J404, Sae J412, Sae J770, Uns G87400, Ams 6322, Ams 6323, Ams 6325, Ams 6327, Ams 6358, Astm A322FlavioPas encore d'évaluation
- 2205 DB Us enDocument8 pages2205 DB Us enPhasin ChitutsahaPas encore d'évaluation
- APS104-06 Paint System - Steel WorkDocument9 pagesAPS104-06 Paint System - Steel WorkJose MachadoPas encore d'évaluation
- Technical Data Sheet: Wire Rope OilDocument1 pageTechnical Data Sheet: Wire Rope OilDon HowardPas encore d'évaluation
- Kendex 0834Document1 pageKendex 0834TRIBOQUIMIAPas encore d'évaluation
- Hastelloy X Alloy: High-Temperature AlloysDocument16 pagesHastelloy X Alloy: High-Temperature AlloysNatalia D'Ambrosio MarcozziPas encore d'évaluation
- Cable Labelling SystemsDocument48 pagesCable Labelling SystemsChristian Ezeagu OsitaPas encore d'évaluation
- Data Sheet: 2205 Duplex Stainless SteelDocument2 pagesData Sheet: 2205 Duplex Stainless SteelJandri JacobPas encore d'évaluation
- Alloy 276 Spec SheetDocument3 pagesAlloy 276 Spec SheetJAYA BHARATHA REDDYPas encore d'évaluation
- Technical Data Sheet: High Performance Rail LubricantDocument1 pageTechnical Data Sheet: High Performance Rail LubricantvarunchPas encore d'évaluation
- Solder PDFDocument4 pagesSolder PDFCompuElectronic IbaguePas encore d'évaluation
- Chapter Surface Mount FusesDocument24 pagesChapter Surface Mount Fusesrazal1982Pas encore d'évaluation
- Diamondspark 52 MC: Seamless Metal-Cored WireDocument2 pagesDiamondspark 52 MC: Seamless Metal-Cored WireDavid RodriguesPas encore d'évaluation
- NC-SMQ81: Solder PasteDocument2 pagesNC-SMQ81: Solder Pastealireza221369Pas encore d'évaluation
- Data Sheet: AEDR-850xDocument10 pagesData Sheet: AEDR-850xMichael DoylePas encore d'évaluation
- Admin Image Option Editor GoEngineerDocument23 pagesAdmin Image Option Editor GoEngineerMichael DoylePas encore d'évaluation
- MN Rules Chapter 5208 DLIDocument24 pagesMN Rules Chapter 5208 DLIMichael DoylePas encore d'évaluation
- MN Statutes 182.653Document5 pagesMN Statutes 182.653Michael DoylePas encore d'évaluation
- Hussey Copper Electrolytic Tough Pitch CDA Copper C 110 00Document1 pageHussey Copper Electrolytic Tough Pitch CDA Copper C 110 00Michael DoylePas encore d'évaluation
- Chapter 6 CharacteristicsDocument9 pagesChapter 6 CharacteristicsMichael DoylePas encore d'évaluation
- Ingun Ada Catalogue enDocument80 pagesIngun Ada Catalogue enMichael DoylePas encore d'évaluation
- Co Operative Plating 01 2016 Spec SheetDocument2 pagesCo Operative Plating 01 2016 Spec SheetMichael DoylePas encore d'évaluation
- Design and Fabrication of Solar Automatic Cow Dung CleanerDocument10 pagesDesign and Fabrication of Solar Automatic Cow Dung CleanerIJRASETPublicationsPas encore d'évaluation
- Surface Morphology and Mechanical Properties of Luffa Cylindrical With Polystyrene Composite BlendsDocument13 pagesSurface Morphology and Mechanical Properties of Luffa Cylindrical With Polystyrene Composite BlendsYummaPas encore d'évaluation
- BS en 01052-4-2000Document17 pagesBS en 01052-4-2000Habib Ur RahmanPas encore d'évaluation
- M.M. Reda (1999)Document7 pagesM.M. Reda (1999)kashifPas encore d'évaluation
- BR G-7Document37 pagesBR G-7Birhanu AsfawPas encore d'évaluation
- Analysis and Design of Hammer Head Bridge Pier Using Strut and Tie MethodDocument112 pagesAnalysis and Design of Hammer Head Bridge Pier Using Strut and Tie MethodChong Wee LinPas encore d'évaluation
- Microstructure-Properties: II Age Hardening: 27-302 Fall, 2002 Prof. A. D. RollettDocument36 pagesMicrostructure-Properties: II Age Hardening: 27-302 Fall, 2002 Prof. A. D. Rollettkumar25inaPas encore d'évaluation
- 3 Automotive Chassis Design v2Document9 pages3 Automotive Chassis Design v2peekaydey1968Pas encore d'évaluation
- Selected Aspects of Calculating Crane Supporting BeamsDocument14 pagesSelected Aspects of Calculating Crane Supporting BeamsDimpesh SolankiPas encore d'évaluation
- Course Descriptions Mechanical EngineeringDocument12 pagesCourse Descriptions Mechanical Engineeringmasrizal_khairiPas encore d'évaluation
- Machine Tool Structures PDFDocument10 pagesMachine Tool Structures PDFMohan Nanjan S50% (2)
- Bicycle Crank AnalysisDocument7 pagesBicycle Crank AnalysisrisirarocksPas encore d'évaluation
- Determining Bending Yield Moment of Nails: Standard Test Method ForDocument4 pagesDetermining Bending Yield Moment of Nails: Standard Test Method ForTamil funPas encore d'évaluation
- Postbuckling Behavior of Steel-Plate Shear Walls Under Cyclic LoadsDocument18 pagesPostbuckling Behavior of Steel-Plate Shear Walls Under Cyclic LoadsAravind BhashyamPas encore d'évaluation
- Strength of Casing and Tubing - PetroWiki PDFDocument15 pagesStrength of Casing and Tubing - PetroWiki PDFLuis David Concha CastilloPas encore d'évaluation
- Prestressed Concrete Design Lecture NotesDocument52 pagesPrestressed Concrete Design Lecture NotesChristopher John Natividad100% (1)
- Rock Mechanics Report 05Document8 pagesRock Mechanics Report 05Bernardo Baqueiro RiosPas encore d'évaluation
- 10-Year SHM PunggolDocument16 pages10-Year SHM PunggolThanh NguyenPas encore d'évaluation
- EI ServicesDocument2 pagesEI ServicesAnonymous P8Bt46mk5IPas encore d'évaluation
- A Slope Stability Analysis Method Combined PDFDocument7 pagesA Slope Stability Analysis Method Combined PDFAnonymous 3XJRG5SIPas encore d'évaluation
- L&T TechnicalDocument5 pagesL&T TechnicalvigneshwarimahamuniPas encore d'évaluation
- A Review of Failure Modes and Fracture Analysis of Aircraftcomposite MaterialsDocument13 pagesA Review of Failure Modes and Fracture Analysis of Aircraftcomposite MaterialsAndres Felipe Bello ZapataPas encore d'évaluation
- Failure Models and Criteria For FRPDocument69 pagesFailure Models and Criteria For FRPedoardo salviPas encore d'évaluation
- Chap 1 MOM - IntroductionDocument32 pagesChap 1 MOM - IntroductionCemre KuzeyPas encore d'évaluation
- 001 - The Steel BookDocument44 pages001 - The Steel Bookatasan100% (1)
- Simona PC FR Rail: Flame Retardent Interior Linings For Rail VehiclesDocument2 pagesSimona PC FR Rail: Flame Retardent Interior Linings For Rail VehiclesAbdelmajid HmPas encore d'évaluation
- Design of An INTZE TankDocument78 pagesDesign of An INTZE TankSTAR PRINTING100% (1)
- Connections-I Bolted ConnectionsDocument21 pagesConnections-I Bolted ConnectionsA.k.MandalPas encore d'évaluation
- 62nd Lecture Slides PDFDocument79 pages62nd Lecture Slides PDFSatish RoyPas encore d'évaluation
- Corrosion Prevention 316Document49 pagesCorrosion Prevention 316Zohaib RasheedPas encore d'évaluation