Académique Documents
Professionnel Documents
Culture Documents
37888, Ingenier AQumica Junio2014
Transféré par
Alonso Herrera AguilarTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
37888, Ingenier AQumica Junio2014
Transféré par
Alonso Herrera AguilarDroits d'auteur :
Formats disponibles
TA TRATAMIENTO DE AGUAS
Optimización
de la eficiencia energética
y producción de biogás
Exelys, proceso de hidrólisis térmica en continuo
Los biosólidos son la fuente de energía potencial más grande de una planta de tratamiento de aguas
residuales, y por lo tanto deben ser utilizados con la mayor eficacia y eficiencia posibles. La digestión
anaerobia es considerada en la actualidad como el mejor sistema de producción de biogás, con la
hidrólisis térmica de fangos como el pretratamiento más eficaz reconocido. Sin embargo, los sistemas
tradicionales de hidrólisis térmica en discontinuo requieren alta inversiones, tanto en términos de
energía como de capital. Para superar estas deficiencias se ha desarrollado un sistema de hidrólisis
térmica en continuo, EXELYS™, manteniendo un alto nivel de eficacia. EXELYS™ ha sido sometido a
pruebas piloto tanto en Dinamarca como en Francia y actualmente este proceso cuenta con referencias
en la biorrefinería de Billund, Dinamarca, y en Marquette-Lez-Lille (Francia).
Biosolids are the largest potential source of power plant wastewater treatment, and therefore should be used
as effectively and efficiently as possible. Anaerobic digestion is currently regarded as the best system for biogas
production, with thermal hydrolysis of sludge recognized as the most effective pretreatment. However, traditional
systems of thermal hydrolysis batch require high investments, both in terms of energy and capital. To overcome
these weaknesses has been developed, Exelys, thermal hydrolysis system continuously maintaining a high level of
efficiency. Exelys has been pilot tested in Denmark and in France and now this process has references biorefinery
in Billund, Denmark, and Marquette-Lez-Lille (France).
Nicholas Gurieff, Søren Højsgaard, Bente Nielsen, Juan Carlos Rodrigo
Veolia Water Technologies
44 Industria Química Junio 2014
OPTIMIZACIÓN DE LA EFICIENCIA ENERGÉTICA Y PRODUCCIÓN DE BIOGÁS
Al considerar las opciones disponi- de energía a partir de los biosólidos. una concentración de 8-10% de sóli-
bles para reducir el coste energético Las propiedades físicas de los biosóli- dos totales [6]), y una alta concentra-
y la huella de carbono en una planta dos sin tratar también ponen un límite ción de DQO soluble. Estas condicio-
de tratamiento de aguas residuales práctico de aproximadamente el 5% nes dan lugar, tras la hidrólisis térmica
(EDAR), los ingenieros y operadores de sólidos totales en operaciones de de los fangos, a una producción de
típicamente evalúan diferentes méto- digestión anaerobia, porque la mez- biogás significativamente mayor y a
dos para reducir el consumo de ener- cla, transferencia de calor y bombeo, su vez menor cantidad de lodos, per-
gía, así como para recuperar energía se vuelven ineficientes y caros con un mitiendo ahorrar en un factor de 3 a
a partir de los residuos existentes. Si mayor contenido de sólidos totales 5 la energía necesaria para la mezcla
bien las mejoras en las tecnologías de [6]. Por lo tanto, un proceso de pre- y bombeo [4, 6]. Otro resultado clave
aireación, bombeo y control de proce- tratamiento que permite la digestión de la hidrólisis térmica es que la deshi-
sos, son métodos eficaces para reducir anaeróbica con mayor contenido de dratabilidad de la torta de lodos final
el consumo de energía, la única forma sólidos totales tendría el potencial de mejora sensiblemente [4, 8, 10].
en que una planta de tratamiento de evitar las costosas mejoras necesarias Los sistemas actualmente dispo-
aguas residuales puede producir canti- en instalaciones de digestión anaero- nibles operan en un modo disconti-
dades significativas de energía renova- bia que se enfrentan a problemas de nuo, lo que conduce a la utilización
ble es utilizar la energía disponible en capacidad y, por lo tanto, de cumpli- ineficiente de la energía y al sobre-
los biosólidos extraídos. La digestión miento [6]. dimensionamiento del equipamiento
anaerobia de los biosólidos ha sido el principal [4]. Aunque los sistemas de
proceso de referencia para este propó- Hidrólisis térmica de fangos tratamiento en batch son probados y
sito durante varias décadas, debido a En las últimas décadas la hidrólisis tér- eficaces, la inversión y los costes de
que es un proceso relativamente sim- mica ha sido reconocida como una de operación implicados han restringido
ple y estable que produce gas metano las soluciones de pretratamiento más su aplicación sólo a grandes instala-
(CH4), transformando una parte signi- fiable y eficaz para mejorar la diges- ciones de tratamiento de aguas resi-
ficativa de la energía de los biosólidos tión [9, 10]. En el proceso de hidrólisis duales. La hidrólisis térmica continúa,
en calor y electricidad [6]. térmica se aplican altas temperaturas potencialmente podría proporcionar
y presiones durante un determinado ventajas al proceso para así superar las
Digestión mejorada período de tiempo. La hidrólisis térmi- limitaciones presentes en la hidrólisis
La digestión anaeróbica sigue cuatro ca se logra generalmente cuando se térmica por lotes. El desarrollo de un
etapas de proceso: la hidrólisis, acido- aplican temperaturas de entre 140- proceso de hidrólisis térmica continua
génesis, acetogénesis y metanogéne- 200°C, y presiones de 6 a 25,03 bar, más eficiente y rentable podría revolu-
sis, siendo la hidrólisis el paso limitan- durante al menos 30 minutos [1, 2, cionar la digestión mejorada de biosó-
te en la reacción [5, 9]. Mejorando el 3, 9, 10]. Estas condiciones de fun- lidos, y hacerlo más atractivo para una
rendimiento de la etapa de hidrólisis, cionamiento implican un consumo gama más amplia de instalaciones de
los sustratos sólidos son más accesi- importante de energía (generalmente tratamiento, y contribuir al aumento
bles a las bacterias anaerobias, lo que vapor), que debe ser sopesado cons- de la producción de energía sosteni-
acelera la digestión, aumenta el volu- tantemente con la producción mejora- ble. Mientras existen algunas patentes
men de biogás producido y disminuye da de biogás debida al pretratamiento y literatura que describen los procesos
la cantidad de lodo a ser eliminado [4]. de hidrólisis térmica. que se acercan a las condiciones de
Una degradación anaeróbica más rá- Durante este proceso, tanto las cé- operación continua, hay en realidad
pida también puede ahorrar volumen lulas vivas como las muertas sufren poca información disponible sobre su
del digestor [10]. La vía principal para procesos de lisis y desintegración, efectividad [4].
lograr esta digestión de biogás mejo- permitiendo la liberación de materia Durante los últimos tres años, Krüger
rada es aplicar un proceso de pretra- intracelular que es entonces más ac- A/S de Dinamarca, en colaboración con
tamiento a los fangos antes de la di- cesible a los microorganismos anaero- Veolia Water Solutions and Technolo-
gestión [4, 9]. Se han estudiado como bios presentes [2]. Al mismo tiempo, gies en Francia, han diseñado y pro-
posibles pretratamientos para acelerar algunos sólidos en suspensión se so- bado un proceso de hidrólisis térmica
la hidrólisis de fangos tanto procesos lubilizan, y compuestos orgánicos de continua: Exelys. El proceso Exelys ha
térmicos como químicos, biológicos y cadena larga se descomponen a través sido probado a escala piloto, y la prime-
mecánicos, así como combinaciones de reacciones de hidrólisis [1]. El lodo ra referencia se encuentra actualmente
de todos ellos. [2, 7, 11]. La diges- térmicamente hidrolizado produce un en funcionamiento en Dinamarca. Es-
tión mejorada de biosólidos a través producto que cumple con los requi- te artículo presenta el sistema Exelys,
del pretratamiento es hoy en día el sitos de Clase A, con una viscosidad los resultados de la prueba piloto, así
mejor sistema para la recuperación muy baja (similar a la de licor mixto, a como de sus primeras referencias, ade-
www.industriaquimica.es Industria Química 45
TRATAMIENTO AGUAS RESIDUALES
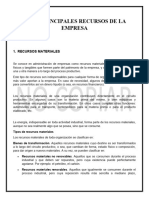
Figura 1. El sistema de hidrólisis térmica continua Exelys cional. El sistema puede procesar fan-
gos con una composición de mayor
Al generador contenido de sólidos en comparación
de vapor
con la hidrólisis térmica tradicional en
Mezclador Reactor Intercambiador
estático Lodo 165ºC, 9 bar, 20%SD t ≥ 30 min de calor batch, por lo que hay menos agua
que calentar. Por lo tanto, en Exelys se
Fango: 60-100 ºC, 20%SD
Intercambiador puede lograr el mismo efecto de hi-
de calor
Vapor
Recuperador drólisis con al menos un 30% menos
de calor
Mezclador de vapor de vapor requerido.
+ Condensador Fango hidrolizado
a digestión 60-35 ºC, A medida que los fangos de alto
Fango ≥ 25%SD
(sólidos disueltos) 8-15%SD contenido en sólidos entran en el
Agua para dilución
60- sistema, el vapor es introducido en
8-15ºC el fango continuamente a través de
una boquilla de inyección. Como es-
más de aportar una comparación del El sistema de hidrólisis térmica con- ta mezcla se mueve hacia arriba en
proceso con la digestión tradicional y tinua Exelys, como se ilustra en la la sección del condensador de vapor,
la hidrólisis térmica en batch. El artículo Figura 1, es una manera energética- el vapor se condensa en los fangos
también muestra el plan de desarrollo mente eficiente y rentable de maximi- transfiriendo energía en forma de
futuro del proceso. zar la producción de biogás, además calor a los fangos y aumentando la
de minimizar los costes de eliminación temperatura necesaria para que se
DESCRIPCIÓN DEL PROCESO de fangos. Debido a la naturaleza produzca la hidrólisis. A continua-
La solución Exelys (pendiente de pa- continua del proceso, se maximiza la ción, el lodo calentado pasa a través
tente) es un verdadero sistema de eficacia operativa mientras se reducen de un mezclador estático auto-lim-
hidrólisis térmica continua que opera al mínimo los costes operativos y de piable que asegura una distribución
en el rango de temperatura de 140- capital. Debido al diseño único del sis- homogénea del calor a través del
165°C, y a presiones entre 8,96-11,25 tema, se simplifica el mantenimiento, lodo y también captura cualquier
bar (a). El proceso requiere energía, minimizando el tiempo de inactividad vapor que no haya condensado an-
pero la mayoría proviene de la recu- y los costes asociados a dicha inacti- teriormente. Esto asegura que toda
peración y la utilización del calor so- vidad. la energía disponible del vapor in-
brante. Debido a la mayor remoción El proceso de hidrólisis térmica del yectado es utilizada eficazmente en
de materia orgánica en el sistema de fango se lleva a cabo en el sistema el sistema expuesto, maximizando la
digestión después de Exelys, así como Exelys, tal y como se ilustra en la Fi- eficiencia energética del proceso.
a las propiedades físicas únicas de los gura 1. Los fangos deshidratados En este punto, el lodo se encuen-
fangos hidrolizados, la deshidratabi- procedentes de un silo de almacena- tra a la temperatura y presión de
lidad del lodo final se mejora hasta miento se introducen en la bomba de hidrólisis requerida y desemboca en
en un 10% en comparación con los alimentación a Exelys. Esta bomba de la sección del reactor. El reactor es la
fangos crudos deshidratados. El pro- cavidad progresiva alimenta fangos sección de tubo más grande ilustra-
ceso está bien aislado para minimizar de forma continua al proceso Exelys. da en la Figura 2. En esta sección el
las pérdidas de calor y, por lo tanto, Como se ilustra en la Tabla 1, la capa- lodo fluye a una velocidad muy baja,
puede funcionar con eficacia a la in- cidad única de Exelys para hidrolizar lo que lleva a condiciones de flujo de
temperie sin necesidad de introducirlo fangos con un alto contenido en sóli- pistón. Esto asegura que los lodos
en un edificio, ahorrando costes de dos presenta una ventaja significativa no pueden cortocircuitar el reactor, y
construcción civil. sobre la hidrólisis en discontinuo tradi- que el lodo se expone a las condicio-
Tabla 1. Consumo de vapor comparativo entre la hidrólisis térmica tradicional en discontinuo y la hidrólisis térmica
continua Exelys
Contenido MS % Temp. Vapor²
Temp. Entrada ºC Comparativa
peso Salida ºC Requerido
Hidrólisis térmica tradicional1 Por lotes 16 10 165 1,865 -
Hidrólisis continua Exelys Térmica 22 10 165 1,310 -30%
1 Basado en una hidrólisis de 1.000 kg de sólidos totales
2 Vapor saturado a 14 bar
46 Industria Química Junio 2014
JORNADA
NUEVOS AVANCES
EN PRODUCTIVIDAD:
AUTOMATIZACIÓN
Y CONTROL EN
INSTALACIONES
QUÍMICO/
FARMACÉUTICAS
1octubre
2014 BARCELONA
ORGANIZAN JORNADA PATROCINADA
PHARMATECH
INFORMACIÓN
La automatización aplicada a procesos industriales ha experimentado una gran evolución en los últimos
años, lo que permite un control prácticamente absoluto de los procesos de producción. Son muchas las
ventajas que se derivan de la implantación de estos procesos. Visualizar los métodos y tecnologías más
novedosas y como puede afectar a las líneas de producción en materia de ahorro de costes, mejora de
calidad y aumento de la seguridad serán el principal objetivo de esta jornada.
INSCRIPCIÓN Máximo Álvarez: m.alvarez@infoedita.es - Tel. 673 14 55 12
TRATAMIENTO AGUAS RESIDUALES
Figura 2. El sistema de demostración de hidrólisis térmica continua Exelys La parte final del sistema de hidróli-
instalado en Hillerød, Dinamarca. El sistema no ha sido aislado y, por lo tanto, sis térmica Exelys es la bomba mante-
se pueden apreciar claramente las características de diseño nedora de presión. Esta bomba opera
de tal manera que puede controlar la
presión en el sistema. Esto garantiza
un control de la presión fiable y efi-
caz, algo vital para el proceso de hi-
drólisis. La bomba de mantenimiento
de la presión, en la mayoría de los ca-
sos, también puede ser utilizada para
bombear los lodos hidrolizados por
Exelys hacia el siguiente proceso de
digestión.
Exelys puede ser utilizado en dife-
rentes configuraciones de proceso.
Normalmente se instala antes de la
digestión con todos los fangos o so-
lamente con la fracción de fangos
secundaria, siendo hidrolizados antes
de la digestión (Exelys-LD). En ambos
casos la capacidad de cualquier diges-
tor existente puede ser incrementada
de manera significativa, o reducida
de igual modo la inversión en nuevos
digestores. Esto podría proporcionar
nes de hidrólisis durante la cantidad se requiere en el siguiente proceso de a un operador la posibilidad de im-
de tiempo requerida. digestión, o también se puede utilizar portar biosólidos a la planta, lo que
Una vez que el lodo se ha retenido como un sistema de seguridad que se aumentaría la producción de biogás y
durante el tiempo requerido, se emplea activa si la temperatura del lodo des- la generación de ingresos, tanto por
un sistema de intercambio de calor pa- pués del intercambiador de calor es la importación de fangos como por la
ra enfriar el lodo y recuperar la ener- superior a una temperatura predeter- exportación de la energía producida.
gía para otros usos. Estos se pueden minada. Esto asegurará que la siguien- Sin embargo, si la capacidad del di-
ver montados por encima de la sec- te bomba de mantenimiento de pre- gestor no es un problema, Exelys pue-
ción del reactor en la Figura 2. El tubo sión y los digestores están protegidos de ser incorporado en una innovadora
concéntrico utilizado en el sistema de contra cambios bruscos de temperatu- y patentada configuración de proceso,
intercambio de calor es muy eficiente, ra, y asegura la estabilidad del proceso diseñada para optimizar la generación
y también tiene la ventaja de ser fácil y la longevidad del equipo. de electricidad y su cogeneración. La
de mantener y limpiar. En este sistema
se puede precalentar el agua de la cal-
dera destinada al generador de vapor Figura 3. Un ejemplo de la configuración del proceso Exelys-DLD
junto a otras aguas de proceso que
Cogeneración-
se pueden utilizar para calentar otros Electricidad verde
Biogás Biogás
procesos, edificios, o incluso ser expor-
tado a una red de calefacción urbana. Vapor Agua
El intercambiador de calor controla la
Generador de vapor
temperatura de los lodos hidrolizados, Mezclador de vapor Intercambiador
+ condensador de calor
de modo que el producto final se pue-
Reactor Intercambiador
de utilizar como fuente de calor para el de calor
siguiente proceso de digestión. Intercambiador Agua
de calor
Agua de
Después del sistema de intercambio dilución
de calor, existe la posibilidad de inyec- Digestor
Deshidratador
Digestor
tar aguas residuales tratadas y pas-
Recuperación
teurizadas en el lodo. Esto se puede de energía
emplear para diluir y enfriar el lodo si
48 Industria Química Junio 2014
OPTIMIZACIÓN DE LA EFICIENCIA ENERGÉTICA Y PRODUCCIÓN DE BIOGÁS
configuración del proceso se llama PRIMEROS RESULTADOS de pistón, controlando el caudal de
Exelys-DLD, y consiste en la incorpo- Y DEBATE lodos que llega al sistema. Por lo tan-
ración de Exelys entre dos digesto- Resultados de la prueba piloto to, el objetivo era funcionar a 165°C
res, como se muestra en la Figura 3. Durante un período de nueve meses, y mantener una presión de 8,96 bar
Después de la digestión primaria, el en 2008-2009, se llevaron a cabo en (a) en el reactor Exelys. En las Figuras
volumen de los fangos se reduce y se Dinamarca pruebas piloto a escala 4 y 5 se presentan las temperaturas y
mejora su deshidratabilidad. Esto per- real de Exelys. El sistema se instaló presiones de operación para la planta
mite una unidad de Exelys más peque- en el exterior y tenía una capacidad piloto Exelys. Los resultados provienen
ña en comparación con Exelys-DLD, y de 3.601,50 kg MS/d. El objetivo de de un periodo de 12 horas dentro de
una demanda de energía inferior. El la prueba piloto era demostrar que una misma prueba, que se prolongó
lodo hidrolizado es entonces procesa- el concepto de diseño Exelys era vá- durante un período total de tres días.
do por segunda vez, recuperando así lido, y el efecto de la hidrólisis resul- Las temperaturas y presiones más ba-
el potencial de producción de biogás tante fuese comparable a la de los jas al inicio indican la puesta en mar-
restante. El biogás puede utilizarse pa- sistemas tradicionales de hidrólisis cha del sistema.
ra la producción de electricidad, y el térmica en discontinuo. Estos resultados confirman que
calor residual se recupera para operar Con el fin de considerar al sistema el sistema puede alcanzar las con-
el proceso Exelys. Con esta configura- presentado con un sistema de hidróli- diciones requeridas para el proceso
ción del sistema la capacidad de los di- sis térmica viable, debe ser capaz de de hidrólisis (temperatura, presión y
gestores no se mejora en comparación operar consistentemente a la tempe- tiempo de retención) mientras está en
con la digestión convencional, pero la ratura, la presión y el tiempo de reten- operación continua. Esto se consiguió
recuperación de energía a partir de los ción requerido. El tiempo de retención en un sistema piloto a escala real y,
lodos se optimiza. fue asegurado por el reactor de flujo en consecuencia, no hay problemas
de escalado a partir del piloto. Mien-
tras que estos resultados confirman
Figura 4. Temperatura de operación de la planta piloto Exelys durante un que este sistema puede trabajar a las
período de 12 h.
condiciones requeridas por el proce-
so de hidrólisis, su gran ventaja es su
capacidad para alcanzar estos resulta-
dos con muchas menores necesidades
Temperatura (ºC)
de energía del vapor. En la Figura 6
se muestran tanto el caudal de lodos
como el de vapor para el mismo perío-
do de prueba. Los resultados indican
que el caudal de vapor requerido es,
aproximadamente, un 30% del caudal
Tiempo total de torta de lodos. En base al he-
Temperatura del reactor de hidrólisis cho de que la torta de lodos tiene un
contenido en sólidos de poco más del
24% en peso, esto encaja bien con el
consumo esperado de vapor. Este re-
Figura 5. Presión de operación de la planta piloto Exelys durante un período
de 12 h. sultado confirma que Exelys es capaz
de proporcionar la hidrólisis térmica
de lodos de forma efectiva y energéti-
camente eficiente.
Aunque se ha probado que el sis-
Temperatura (bar abs)
tema analizado puede operar bajo las
mismas condiciones de hidrólisis que
los sistemas de hidrólisis térmica en
batch, aún es necesario comparar la
calidad del lodo hidrolizado con aquel
de los sistemas en discontinuo. Aun-
Tiempo que Exelys puede proporcionar las
Preson del reactor de hidrólisis mismas condiciones de temperatura,
presión y tiempo de retención, debido
www.industriaquimica.es Industria Química 49
TRATAMIENTO AGUAS RESIDUALES
a que su diseño no incluye una eta- Tabla 2. Comparación del rendimiento del sistema de hidrólisis térmica
pa flash. En el proceso de hidrólisis continuo Exelys con el sistema de hidrólisis térmica en discontinuo BioThelys
térmica en discontinuo, el reactor de
Exelys BioThelys
hidrólisis es flasheado al final del tiem-
164 ºC 165 ºC
po de retención requerido (por tanto, 8 bar 8 bar
la presión se reduce repentinamente).
MS a la entrada (g/kg) 242 155
Esto causa la generación de vapor,
que se recupera para el calentamiento SSV a la entrada (g/kg) 155 101
del siguiente lote. Se ha pensado que MS a la salida (g/kg) 98 79
la etapa flash contribuye a la efectivi-
SSV a la salida (g/kg) 62 52
dad de la reacción de hidrólisis y, en
consecuencia, como Exelys no incluye DQO a la salida (g/kg- SV entrada) 1.458 1.380
tal etapa, podría esperarse que fuese DQO soluble a la salida (g/kg-SV entrada) 410 400
menos efectivo. Solubilización de DQO (%) 28 29
Para probar esta hipótesis, se pro-
Solubilización de SSV (%) 31 28
bó lodo de la planta piloto Exelys en
ambos sistemas, Exelys y un siste-
ma de hidrólisis térmica denomiado
BioThelys, comparándose el impacto no tiene ningún efecto físico en los lo- de helmintos. En cada caso, después
posteriormente. Los resultados de esta dos, sino que solamente es útil como de la hidrólisis térmica en Exelys, los
comparación se presentan en la Tabla un modo de recuperar energía. organismos remanentes estaban por
2. El indicador clave de la eficiencia de Otro parámetro importante de debajo de los límites de detección, y
la hidrólisis térmica es la solubilización Exelys es su capacidad para esterilizar por tanto se consiguió un registro 6 de
de la DQO y de los SSV. Cuanto mayor o pasteurizar los lodos. En un proce- tasa de destrucción (como se muestra
es el efecto de solubilización, mayor so de hidrólisis térmica por lotes, se en la Tabla 3). Con los huevos de hel-
habrá sido el efecto de hidrólisis en el puede asegurar la exposición a altas minto no se detectaron huevos activos
sistema y mayor es el potencial de pro- presiones y temperaturas durante un después de Exelys. Aunque se nece-
ducción de biogás del producto hidro- determinado período de tiempo. Sin sitan más muestras para confirmar
lizado. Los resultados indican que, con embargo, en un proceso continuo, estos resultados, las pruebas iniciales
idénticas condiciones de operación, siempre existe la posibilidad de que muestran que Exelys es tan capaz de
Exelys tuvo un efecto de hidrólisis ma- haya organismos que puedan cor- producir lodo de Clase A como las hi-
yor en el lodo que el sistema en batch tocircuitar el proceso y, por tanto, drólisis térmica en discontinuo.
denominado BioThelys. Esto también permanecer después de la hidrólisis En vistas a confirmar el potencial
indica que, en el caso de hidrólisis térmica. Se probaron muestras de la producción de biogás del producto
térmica de lodos de aguas residuales planta piloto Exelys antes y después hidrolizado en Exelys, se realizaron
secundarias, la reacción flash en los de la hidrólisis térmica para colifor- pruebas del Potencial Bioquímico de
sistemas de hidrólisis térmica por lotes mes fecales, Enterococos y huevos Metano (PBM) en dos lodos diferentes
procesados en la planta piloto Exelys:
lodo biológico crudo y lodo biológico
Figura 6. Consumo requerido de vapor por Exelys en relación con el caudal digerido (digestato). Como se espera-
de torta de lodos. La torta de lodos tiene un contenido total de sólidos del ba en base a los resultados de solubi-
24% en peso y una temperatura de 10ºC lización de la DQO, los resultados del
test PBM del lodo biológico indicaron
hasta un 20% de mejora en la pro-
ducción de biogás en comparación
Consumo de vapor (kg/h)
Caudal de lodos (kg/h)
con un lodo no hidrolizado (Tabla 4).
Esto encaja bien con el aumento del
28% de la DQO soluble producida
en Exelys. La razón para una menor
mejora en la producción de biogás es
probablemente la producción de DQO
Tiempo
soluble refractaria en el proceso de hi-
Consumo de vapor Caudal de torta de lodos
drólisis Exelys. Este es un fenómeno
bien conocido en todas las reacciones
50 Industria Química Junio 2014
OPTIMIZACIÓN DE LA EFICIENCIA ENERGÉTICA Y PRODUCCIÓN DE BIOGÁS
iniciales muestran que este último es
Tabla 3. Análisis de destrucción de patógenos en la planta piloto Exelys responsable de una importante me-
jora de un proceso de digestión ya
Registro de
Unidad Crudo Hidrolizado eficiente. El rendimiento mejorado
destrucción
se mantuvo en el sistema a pesar de
Coliformes termotolerantes Unidades/100 g 2.400.000 <2 6
un incremento en la carga entre fe-
Enterococos Unidades/g 28.000 <1 6 brero y mayo de 2011. La carga ex-
Huevos de helminto Unidades/g 0,5 0 - tra al sistema se debió a un aumento
inesperado de la entrada de lodos a
la planta después del invierno. El lodo
extra que llegaba era de peor calidad,
Tabla 4. Resultados de las pruebas PBM para lodos biológicos crudos y lodos con un ratio mucho menor de SV/ST
digestados (sólidos volátiles/sólidos totales) que
Biogás producido Contenido en Aumento relativo los lodos locales. Debido al aumento
Sustrato Nml biogas/g SV metano (% en la producción de carga, el lodo entrante en el primer
a la entrada en volumen) de biogás digestor era engrosado para mantener
Lodo biológico 357 72% un tiempo de retención de 12 días en
Lodo biológico hidrolizado 1 431 70% 18%
este sistema. De forma similar, el con-
tenido en sólidos del hidrolizado con
Lodo biológico hidrolizado 2 440 70% 20%
Exelys también se incrementó, de mo-
Lodo Digestato 149 67% do que el tiempo de retención en el
Digestato hirolizado 1 317 66% 107% segundo digestor se pudo mantener
en 15 días. La capacidad del sistema
Digestato hidrolizado 2 324 66% 112%
DLD para mantener una operación es-
table y eficiente, a pesar de cambios
importantes en la carga y calidad de
de hidrólisis térmica, debido principal- piloto Exelys, se decidió construir una los lodos, pone de manifiesto las ven-
mente a la reacción de carbohidratos planta de demostración a escala real tajas proporcionadas por la configura-
y proteínas a altas temperaturas, para en la planta de tratamiento de aguas ción del proceso Exelys-DLD. Debido
formar compuestos melanoidinos [3]. residuales de Hillerød, Dinamarca. El al aumento de carga, el ratio de pro-
La planta de tratamiento de agua sitio era ideal para probar y optimi- ducción de biogás entre el primer y el
donde se instaló el piloto expuesto zar el proceso estudiado, que mostró segundo digestor ha cambiado de 2:1
tenía en operación un digestor termo- su potencial en la prueba piloto de a 1,5:1, mientras que la producción
fílico, con un tiempo de retención de Exelys. total de biogás se ha incrementado.
diez días. Por tanto, el lodo digestato La planta de demostración Exelys- Esto sugiere que se pueden optimizar
tenía un potencial de metano razona- DLD ha estado en operación desde las condiciones operacionales en los
ble en la prueba PBM. Sin embargo, octubre de 2010, y en operación com- digestores, especialmente el tiempo
las pruebas PBM del lodo digestato, pletamente automática desde diciem- de retención en el primer sistema de
después de ser hidrolizado térmica- bre de 2010. La planta de tratamiento digestión, sin impactar en la eficiencia
mente en Exelys mostraron que el po- de aguas residuales tiene una capaci- global y la productividad del sistema
tencial de metano de este lodo se po- dad de 60.000 personas, y la unidad Exelys-DLD.
dría incrementar en más de un 100%. Exelys procesa entre 3.601,53 kg MS/ El operador ha registrado un au-
Esta prueba se llevó a cabo cuando se día y 6.001,03 kg MS/día. Las insta- mento en la venta de energía a la red
estaba desarrollando la configuración laciones de digestión (dos digestores de calefacción urbana local, y también
del proceso Exelys-DLD. Estos resulta- de 1,5 millones de litros y 923.639,96 un ahorro anual esperado de 150.000
dos confirmaron que este último tenía l), antes de la instalación del sistema, euros en los costes de eliminación de
un gran potencial para la mejora de trabajaban a baja carga y con un gran lodos (reducción del 38%).
digestión. tiempo de retención (25 días). En con-
secuencia, su rendimiento era bastan- Trabajos futuros
Resultados iniciales de la te bueno, con un 33% de destrucción El objetivo de los futuros trabajos con
operación de la planta de de sólidos. En la Tabla 5 se muestra el Exelys se ha movido ahora hacia la
demostración a escala real rendimiento del sistema de digestión optimización, tanto respecto al rendi-
En base a la experiencia conseguida antes y después de la instalación del miento como respecto al diseño. Con
a través de la operación de la planta proceso Exelys-DLD. Estos resultados una importancia cada vez mayor en
www.industriaquimica.es Industria Química 51
TRATAMIENTO AGUAS RESIDUALES
Tabla 5. Comparación del rendimiento de la digestión antes y después de la instalación de la planta de demostración
Exelys en Hillerød, Dinamarca. Los resultados están normalizados para 1.000 kg de sólidos totales procesados
Rendimiento antes de Rendimiento de Exelys- Rendimiento de Exelys-
Exelys DLD Febrero 2011 DLD Febrero 2011
Condiciones de operación Carga media 4.500 kg-SD/día Carga media 4.500 kg MS/d Carga media 6.000 kg MS/día
Digestión termofílica 25 días Digestor 1 termofílico 12 días Digestor 1 termofílico 12 días
Digestor 2 termofílico 15 días Digestor 2 termofílico 15 días
30% solubilización de DQO 27% solubilización de DQO en
en Exelys Exelys
Destrucción de MS 33% 45% 47%
Producción de biogás 290 Nm3 360 Nm3 375 Nm3
Lodos eliminados 2.680 kg 1.720 kg 1.660 kg
Contenido de MS de la torta de lodos final 25% 32% 32%
la energía y la exportación de ener- - El potencial de biogás del produc-
gía, es importante que el sistema sea Exelys tiene el potencial para to de hidrólisis térmica es el esperado,
capaz de reciclar y utilizar tanto calor
combinar la eficiencia energética dado el efecto de solubilización que
residual como sea posible. Esto puede se alcanza.
ser para producción de vapor, preca- y la digestión afectiva mejorada; - Tiene un impacto positivo muy im-
lentamiento, calentamiento de los por tanto, ayudando a conducir portante en el potencial de biogas del
digestores, calefacción de edificios o fango digestato.
para exportar desde el emplazamien-
a las plantas modernas de - Utiliza menos vapor que los proce-
to, y puede suponer nuevas formas de tratamiento de aguas residuales sos tradicionales de hidrólisis térmica
recuperación, tales como usar el agua hacia el futuro de la exportación para producir el mismo efecto. Ello se
de rechazo de la etapa de deshidra- debe principalmente a su operación
tación antes del sistema para preca- y/o generación de energía continua y a la capacidad para ser ali-
lentar los lodos crudos que entran al mentado con lodo, con un alto conte-
primer digestor. También es importan- nido de sólidos totales.
te optimizar los sistemas que rodean a Exelys durante un período de nueve - La ausencia de etapa flash en la
Exelys, especialmente los sistemas de meses probaron que el concepto de operación de Exelys no tiene ningún
digestión, e integrar los procesos de hidrólisis térmica continua en él pre- impacto en su capacidad para solubi-
tratamiento del agua de rechazo. De sentado es factible. Estos resultados lizar DQO.
este modo, el sistema expuesto puede indicaron que era tan efectivo como - Da lugar a un producto de hidróli-
jugar un papel incluso mayor en llevar el proceso de hidrólisis térmica en sis totalmente esterilizado.
los tratamientos de aguas residuales discontinuo, pero más eficiente. En
modernos a un futuro de producción resumen, los resultados clave de las La experiencia de las pruebas piloto
sostenible de energía. pruebas piloto fueron: a escala real de Exelys ha conducido
a la construcción y operación de una
CONCLUSIONES - El diseño de proceso continuo de planta de demostración a escala real
Exelys es un desarrollo innovador pa- Exelys no dificulta al proceso para al- en Hillerød, Dinamarca. El sistema pre-
ra la hidrólisis térmica de fangos. Es canzar las condiciones requeridas de sentado se configuró en una configu-
verdaderamente un proceso continuo hidrólisis térmica, aumentando de for- ración Exelys-DLD para aprovechar las
que es, a la vez, energéticamente efi- ma significativa la digestión mejorada ventajas de la capacidad del digestor
ciente y efectivo. Tiene el potencial de fangos. El sistema trabaja a una del emplazamiento y para producir
para combinar la eficiencia energética temperatura de 165 ºC, a una presión tanta energía para exportación como
y la digestión efectiva mejorada; por de 9 bar, y con tiempos de retención sea posible. Los resultados prelimina-
tanto, ayudando a conducir a las plan- de al menos 30 minutos. res de esta planta de demostración
tas modernas de tratamiento de aguas - Produce un producto de hidrólisis indican que:
residuales hacia el futuro de la expor- térmica similar a los producidos con
tación y/o generación de energía. los procesos tradicionales de hidrólisis - La configuración del proceso
Las pruebas del piloto a escala real térmica en discontinuo. Exelys-DLD proporciona un modo de
52 Industria Química Junio 2014
OPTIMIZACIÓN DE LA EFICIENCIA ENERGÉTICA Y PRODUCCIÓN DE BIOGÁS
Polanco, M.; Rodriguez, P.; Panizo, L.; Serrat,
incrementar significativamente la pro- tratamiento de fangos, llevando a las J.; Rouge, P. (2008) Integración de hidrólisis
térmica continua y energía en plantas de
ducción de biogás y la destrucción de plantas modernas de tratamiento de digestión anaeróbica de fangos.. Water Science
lodos, incluso cuando se compara con aguas residuales a convertirse en ex- and Technology, 57:8, 1221.
[5] Gavala, H.; Yenal, U.; Skiadas, I.;
un proceso de digestión convencional portadoras y/o generadoras de ener- Westermann, P.; Ahring, B. (2003) Digestión
mesofílica y termofílica anaerobia de
muy efectivo. gía sostenible. lodos primarios y secundarios. Efecto del
- El rendimiento mejorado de Exelys- pretratamiento a elevadas temperaturas. Water
Research, 37, 4561.
DLD se ha mantenido a pesar de un AGRADECIMIENTOS [6] Jolis, D. (2008) Digestión anaerobia de lodos
aumento importante de la carga de Los autores quieren agradecer a Søren Andersen municipales con alto contenido en sólidos
de Holb k Forsying y Peter Underlin de Hillerød pretratados con hidrólisis térmica. Water
lodos al sistema, en combinación con Forsying por su apoyo durante las fases de Environment Research, 80:7, 654.
pilotaje y planta de demostración de este [7] Kim, J.; Park, C.; Kim, T.; Lee, M.; Kim, S.;
una caída de la calidad del lodo crudo trabajo. Lee, J. (2003) Efectos de varios pretratamientos
(es decir, menor ratio SV/ST). en la digestión anaerobia mejorada con lodos
residuales activados. Journal of Bioscience and
- Exelys es muy eficiente y capaz de Bioengineering, 95, 271.
REFERENCIAS
operar en modo continuo automáti- [8] Panter, K. (2009) Comparación de prensas
[1] Chauzy, J.; Graja, S.; Gerardin, F.; centrífugas y de correa para lodos digeridos
camente durante largos períodos de Cretenot, D.; Patria, L.; Fernandes, P.. (2005). compresibles después de la hidrólisis térmica
Minimización del exceso de producción de lodos 14th European Biosolids and Organic
tiempo. El sistema de control permi- en una EDAR mediante el acoplamiento de Resources, Aqua Enviro Technology Transfer,
hidrólisis térmica y digestión anaeróbica rápida. Wakefield, UK.
te al operador monitorizar y ajustar Water Science and Technology, 52:10, 255.
[9] Perez-Elvira, S.; Diez, P. and Fdz-Polanco,
remotamente el sistema, reduciendo [2] Climent, M.; Ferrer, I.; del Mar Baeza, M.; F. (2006) Tecnologías de minimización de
Artola, A.; Vazquez, F.; Font, X. (2007). Efectos fangos. Reviews in Environmental Science and
significativamente las horas de mano de los pretratamientos térmicos y mecánicos Biotechnology, 5, 375.
de obra de operación. de lodos secundarios en la producción de
[10] Phothilangka, P.; Schoen, M.; Wett, B.
biogás bajo condiciones termofílicass.Chemical
(2008) Ventajas e inconvenientes de la pre-
Los trabajos posteriores con Exelys Engineering Journal, 133, 335.
hidrólisis térmica para el rendimiento operativo
se focalizarán en la optimización del [3] Dwyer, J.; Starrenburg, D.; Tait, S.; Barr, de las plantas de tratamiento de aguas
K.; Batstone, D.; Lant, P.. (2008) Disminuir la residuales. Water Science and Technology, 58:8,
proceso, de modo que sea más efi- temperatura de hidrólisis térmica de fangos 1547.
activos reduce el color del producto, sin
ciente. De este modo, el sistema tiene [11] Weemaes, M.; Verstraete, W. (1998)
disminuir la degradabilidad. Water Research,
Evaluación de las técnicas actuales de
42, 4699.
el potencial de convertirse en la piedra desintegración de lodos húmedos. Journal of
[4] Fdz-Polanco, F.; Velazquez, R.; Perez-Elvira, Chemical Technology and Biotechnology, 73,
angular de los procesos modernos de S.; Casas, C.; del Barrio, D.; Cantero, F.; Fdz- 83.
Vous aimerez peut-être aussi
- Modelos MatematicosDocument18 pagesModelos MatematicosAlonso Herrera AguilarPas encore d'évaluation
- Como y Cuando Aplicar Un Robot Industrial Daniel Audi Piera PDFDocument165 pagesComo y Cuando Aplicar Un Robot Industrial Daniel Audi Piera PDFAlonso Herrera AguilarPas encore d'évaluation
- PDFDocument68 pagesPDFAlonso Herrera AguilarPas encore d'évaluation
- Unidad 3 Arrancadores para Motores de Corriente Alterna Trifc3a1sicosDocument31 pagesUnidad 3 Arrancadores para Motores de Corriente Alterna Trifc3a1sicosAlonso Herrera AguilarPas encore d'évaluation
- Diagrama de Alambrado ControlDocument7 pagesDiagrama de Alambrado ControlAlonso Herrera Aguilar100% (1)
- Prácticas Controles EléctricosDocument11 pagesPrácticas Controles EléctricosAlonso Herrera AguilarPas encore d'évaluation
- Selección Del Calibre de Un Conductor Eléctrico en TuberíaDocument7 pagesSelección Del Calibre de Un Conductor Eléctrico en TuberíaAlonso Herrera AguilarPas encore d'évaluation
- 4 - 3 - 1 Hoja de Ruta para El Análisis de Riesgos de PTEDocument3 pages4 - 3 - 1 Hoja de Ruta para El Análisis de Riesgos de PTEstevenvm1Pas encore d'évaluation
- EcommerceDocument103 pagesEcommerceWendi AmarisPas encore d'évaluation
- Segmentacion de MercadoDocument2 pagesSegmentacion de MercadoMaría Paola Ortiz ortizPas encore d'évaluation
- Productos ResidualesDocument6 pagesProductos ResidualeskenyiPas encore d'évaluation
- Ciclo Ii 1Document12 pagesCiclo Ii 1jhonatan Huaman PerezPas encore d'évaluation
- 04 Los Sujetos de La Relación TributariaDocument12 pages04 Los Sujetos de La Relación TributariaAlexismuack21Pas encore d'évaluation
- El Correo de La Unesco Desertificaciòn Año 1993 PDFDocument15 pagesEl Correo de La Unesco Desertificaciòn Año 1993 PDFgustavo soliñoPas encore d'évaluation
- UNE-EN 62402 (2011) Gestión de La Obsolescencia - Guía de AplicaciónDocument4 pagesUNE-EN 62402 (2011) Gestión de La Obsolescencia - Guía de AplicaciónAdres Ortiz0% (1)
- Gesm U3 A1 LupcDocument7 pagesGesm U3 A1 LupcLuis Felipe Patiño CasillasPas encore d'évaluation
- CASO PRÁCTICO Unidad 2 Gerente de ProyectoDocument11 pagesCASO PRÁCTICO Unidad 2 Gerente de ProyectoJuan AvendañoPas encore d'évaluation
- Triptico: Agricultura IncaDocument2 pagesTriptico: Agricultura IncaLucyLorenzo100% (2)
- A STSS 390 2015Document6 pagesA STSS 390 2015Maritza MoralesPas encore d'évaluation
- Proyecto Mejoramiento de Depositode Basura y Compactadora de BasuraDocument5 pagesProyecto Mejoramiento de Depositode Basura y Compactadora de Basuracrhistian ramos arphiPas encore d'évaluation
- Practica No. 4 de Economia.Document4 pagesPractica No. 4 de Economia.Nicole Marie Mendez RamirezPas encore d'évaluation
- Investigación: IntegrantesDocument3 pagesInvestigación: IntegrantesJUAN GOMEZ LOREDOPas encore d'évaluation
- ANALISIS DE PROBLEMAS (Análisis Sistemico)Document57 pagesANALISIS DE PROBLEMAS (Análisis Sistemico)Juank PoloPas encore d'évaluation
- Beneficios Seguro Chilena ConsolidadaDocument24 pagesBeneficios Seguro Chilena ConsolidadaVanelfPas encore d'évaluation
- Análisis y Propuesta de Un Sistema de Gestión para La Administración de Recursos Humanos Del Hospital de Apoyo RecuayDocument3 pagesAnálisis y Propuesta de Un Sistema de Gestión para La Administración de Recursos Humanos Del Hospital de Apoyo RecuayIsabela MoralesPas encore d'évaluation
- Estatuto Organico Original de AsubiDocument9 pagesEstatuto Organico Original de AsubirobertoPas encore d'évaluation
- Ap2 Uni IiDocument15 pagesAp2 Uni Iialexis ramirezPas encore d'évaluation
- CachitaDocument4 pagesCachitaCENTROCOPI FOTOCRISTIANPas encore d'évaluation
- Recursos de La EmpresaDocument8 pagesRecursos de La EmpresaERICKA NAVAPas encore d'évaluation
- Indicadores de La Gestión Del MantenimientoDocument33 pagesIndicadores de La Gestión Del MantenimientoLucila VillacortaPas encore d'évaluation
- Sena Auditoria Interna de Calidad - NTC ISO 9001Document10 pagesSena Auditoria Interna de Calidad - NTC ISO 9001VIVIANA TABORDAPas encore d'évaluation
- Sistemas de Organización de EmpresasDocument2 pagesSistemas de Organización de EmpresasArt OnlinePas encore d'évaluation
- Entrevista Laboral 2021Document17 pagesEntrevista Laboral 2021Magaly Mamani MurgaPas encore d'évaluation
- Tarea 2 Alcance y La Naturaleza de La Administración FinancieraDocument5 pagesTarea 2 Alcance y La Naturaleza de La Administración FinancieraCecy CaizaPas encore d'évaluation
- Material Carpetas Completo 1Document23 pagesMaterial Carpetas Completo 1Federico BisbalPas encore d'évaluation
- Dda Alimentos MayoresDocument8 pagesDda Alimentos Mayoresmarco antonioPas encore d'évaluation
- 9 Fafa 046Document24 pages9 Fafa 046Thiago OlazarPas encore d'évaluation