Vous aimerez peut-être aussi
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSAD'EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAPas encore d'évaluation
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosD'EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosPas encore d'évaluation
- Informe 3Document20 pagesInforme 3oswaldo sanchezPas encore d'évaluation
- TECSUP - Metalurgia de La SoldaduraDocument22 pagesTECSUP - Metalurgia de La SoldaduraAbel Valderrama Perez100% (1)
- Recocido TotalDocument13 pagesRecocido TotalRichi JmPas encore d'évaluation
- 3 Lab Metal - Fisica Ii-Revenido Aceros D3Document19 pages3 Lab Metal - Fisica Ii-Revenido Aceros D3Antony ChuicaPas encore d'évaluation
- ASM7Document210 pagesASM7CarlosalvPas encore d'évaluation
- Aspectos Formales para Informes de Laboratorio de Mat 2do Corte - Act #2Document36 pagesAspectos Formales para Informes de Laboratorio de Mat 2do Corte - Act #2rheymond rondonPas encore d'évaluation
- Resueltos Fe-Fe3CDocument19 pagesResueltos Fe-Fe3CIsi CastilloPas encore d'évaluation
- Precalentamiento 004Document10 pagesPrecalentamiento 004Jorge CarreraPas encore d'évaluation
- CTERMICO2018Document45 pagesCTERMICO2018Jose DadamiaPas encore d'évaluation
- Ciclos Térmicos Durante La Soldadura (1, 2 y 3) AA20220915Document24 pagesCiclos Térmicos Durante La Soldadura (1, 2 y 3) AA20220915Agustín AbaroaPas encore d'évaluation
- Parcial 2 SoldaduraDocument6 pagesParcial 2 SoldaduraVíctor LópezPas encore d'évaluation
- Impacto y Flexión MetalesDocument8 pagesImpacto y Flexión MetalesJone BarrientosPas encore d'évaluation
- Temperatura 5185Document8 pagesTemperatura 5185Joffre Lopez VaraPas encore d'évaluation
- CUADERNO Temperatura de PrecalentamientoDocument41 pagesCUADERNO Temperatura de PrecalentamientoIvana Palma100% (12)
- Ciclo Térmico de La SoldaduraDocument8 pagesCiclo Térmico de La SoldaduracxrloshPas encore d'évaluation
- PROBLEMAS Fe CDocument18 pagesPROBLEMAS Fe CRoberto PayaPas encore d'évaluation
- Ciclo TermicoDocument45 pagesCiclo Termicomanuel perezPas encore d'évaluation
- TRATAMIENTO TERMICO RevenidoDocument13 pagesTRATAMIENTO TERMICO RevenidoFredySonccoPas encore d'évaluation
- Metalrgia de SldaduraDocument27 pagesMetalrgia de SldaduraSamyr FajardPas encore d'évaluation
- Cuestionario de Tratamientos TermicosDocument3 pagesCuestionario de Tratamientos TermicosPedro Holguin Cueva100% (1)
- Porceso de Recristalizacion de MetalesDocument28 pagesPorceso de Recristalizacion de MetalesManuel HTPas encore d'évaluation
- LABORATORIO 3. Revenido TrujilloDocument19 pagesLABORATORIO 3. Revenido TrujilloCarolina LizaPas encore d'évaluation
- Aleación de Acero Al Medio Carbono (Aisi 4140)Document16 pagesAleación de Acero Al Medio Carbono (Aisi 4140)RAMIREZ ARTUROPas encore d'évaluation
- Metalurgia 2Document23 pagesMetalurgia 2Ruben Dario Mamani ArellanoPas encore d'évaluation
- Mecanica. Tratamientos Termicos PDFDocument11 pagesMecanica. Tratamientos Termicos PDFJorge Rojas GeldresPas encore d'évaluation
- Clase 6Document14 pagesClase 6Ale Calixto HermosillaPas encore d'évaluation
- Cuestionario 2Document9 pagesCuestionario 2manuel de la cruzPas encore d'évaluation
- HAZ en Materiales Resistentes A La CorrosiónDocument3 pagesHAZ en Materiales Resistentes A La CorrosiónsebastianPas encore d'évaluation
- Tutorial Nº 107Document17 pagesTutorial Nº 107julio aliaga villegasPas encore d'évaluation
- Forja de Carbono y Aleaciones Aceros y AluminioDocument17 pagesForja de Carbono y Aleaciones Aceros y Aluminiojose ignacio aranibar garnicaPas encore d'évaluation
- Tratamiento Térmico de GlobulizadoDocument5 pagesTratamiento Térmico de GlobulizadoMario Masaharu Awakon100% (1)
- U4-Soldabilidad Aceros Al CarbonoDocument18 pagesU4-Soldabilidad Aceros Al CarbonoRoberto DavisPas encore d'évaluation
- Tratamiento Termico Del AceroDocument6 pagesTratamiento Termico Del AceroEsnePas encore d'évaluation
- Metalurgia SOLDADURA AceroDocument41 pagesMetalurgia SOLDADURA AceroOswald Adr Camacho CortezPas encore d'évaluation
- Taller Fundamentos de SoldaduraDocument2 pagesTaller Fundamentos de Soldaduraginaoascanio21Pas encore d'évaluation
- Ciclo TérmicoDocument83 pagesCiclo TérmicoMaria Gianina Gomez Rojas0% (1)
- Mecanica de La Fractura.Document13 pagesMecanica de La Fractura.Sergio Andrés Cortés LondoñoPas encore d'évaluation
- Teoría y Fundamentos de La Soldadura PDFDocument19 pagesTeoría y Fundamentos de La Soldadura PDFJhoan RojasPas encore d'évaluation
- BoronizadoDocument2 pagesBoronizadoMaricielo AnampaPas encore d'évaluation
- U1 A18Document4 pagesU1 A18OSCAR ALFREDO CASTILLO MELGOSAPas encore d'évaluation
- Metalurgia de La SoldaduraDocument90 pagesMetalurgia de La SoldaduraAndrea Henriquez GiustiPas encore d'évaluation
- Efectos Térmicos en Uniones Soldadas de Juntas A TopeDocument14 pagesEfectos Térmicos en Uniones Soldadas de Juntas A TopeXimena BallartePas encore d'évaluation
- Efecto de La Temperatura de Austemperizado en La Velocidad de Crecimiento de Grietas en Hierros Nodulares Modificados Con Cobre, Niquel Y/o MolibdenoDocument9 pagesEfecto de La Temperatura de Austemperizado en La Velocidad de Crecimiento de Grietas en Hierros Nodulares Modificados Con Cobre, Niquel Y/o MolibdenoDaVishur WthPas encore d'évaluation
- Guia 1 - Ejercicios PropuestosDocument5 pagesGuia 1 - Ejercicios PropuestosXenia LopezPas encore d'évaluation
- Tratamientos Termicos 2018-2019Document107 pagesTratamientos Termicos 2018-2019Michelle Camacho HerediaPas encore d'évaluation
- Trabajo Practico N°4 - Curvas de TransformacionDocument11 pagesTrabajo Practico N°4 - Curvas de TransformacionPatricio CataldoPas encore d'évaluation
- Diagramas y Transformaciones de Fase BDocument33 pagesDiagramas y Transformaciones de Fase BGustavo Espinosa Bautista0% (1)
- Tablas HolmanDocument18 pagesTablas HolmanRonald HerreraPas encore d'évaluation
- Informe Frio CalienteDocument19 pagesInforme Frio CalienteJefferson PinanjotaPas encore d'évaluation
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoD'EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoÉvaluation : 5 sur 5 étoiles5/5 (1)
- Soldadura en el montaje de tuberías. FMEC0108D'EverandSoldadura en el montaje de tuberías. FMEC0108Évaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Caracterización química, morfológica y estructural de materialesD'EverandCaracterización química, morfológica y estructural de materialesPas encore d'évaluation
- Soldadura MAG de estructuras de acero al carbono. FMEC0210D'EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Pas encore d'évaluation
- Bladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasD'EverandBladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasPas encore d'évaluation
- Interpretación de planos en soldadura. FMEC0210D'EverandInterpretación de planos en soldadura. FMEC0210Évaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Hoja de o Proceso MetrologiaDocument3 pagesHoja de o Proceso MetrologiaA Kevin Salazar PerezPas encore d'évaluation
- Polarizacion de TrancistoresDocument4 pagesPolarizacion de TrancistoresA Kevin Salazar PerezPas encore d'évaluation
- Cuestionario MetrologiaDocument3 pagesCuestionario MetrologiaA Kevin Salazar PerezPas encore d'évaluation
- Protocolo de Comunicación n1200 v20x B EsDocument16 pagesProtocolo de Comunicación n1200 v20x B EsA Kevin Salazar PerezPas encore d'évaluation
- ArduinoDocument9 pagesArduinoA Kevin Salazar PerezPas encore d'évaluation
- TranssDocument15 pagesTranssA Kevin Salazar PerezPas encore d'évaluation
- JfetDocument4 pagesJfetA Kevin Salazar PerezPas encore d'évaluation
- Corte Fachada Casa ColonialDocument1 pageCorte Fachada Casa ColonialAndrea Requejo100% (1)
- Defectología en RecubrimientosDocument43 pagesDefectología en RecubrimientosLia Valentina Lopez MoraPas encore d'évaluation
- Papel PeriódicoDocument3 pagesPapel PeriódicoEsteban MuelaPas encore d'évaluation
- México: EspecificacionesDocument4 pagesMéxico: EspecificacionesLuis ContrerasPas encore d'évaluation
- Calzado de Seguridad DieléctricoDocument5 pagesCalzado de Seguridad DieléctricoJuan David Cordoba SernaPas encore d'évaluation
- Muros y Aparejos 2018Document47 pagesMuros y Aparejos 2018Sug AlliramaPas encore d'évaluation
- UVT010Document2 pagesUVT010JUANPas encore d'évaluation
- 1 613 Mape-Antique Strutturale NHLDocument4 pages1 613 Mape-Antique Strutturale NHLTojcha TlalliPas encore d'évaluation
- Determinacion de AmonioDocument3 pagesDeterminacion de AmonioYesz BelfiPas encore d'évaluation
- PERCEPCIONESDocument13 pagesPERCEPCIONESAlfredo DE LA Cruz ManchaPas encore d'évaluation
- Generador de Gas Inerte KEMP IIDocument22 pagesGenerador de Gas Inerte KEMP IIJorge ContrerasPas encore d'évaluation
- Ejercicios ResueltosDocument4 pagesEjercicios ResueltosAngie JaimesPas encore d'évaluation
- Tabla de RendimientosDocument43 pagesTabla de Rendimientosmisaelza99% (73)
- Laboratorio de Metalurgia FisicaDocument24 pagesLaboratorio de Metalurgia FisicaJuan AraujoPas encore d'évaluation
- Actividades de Aprendizaje Química BalanceoDocument8 pagesActividades de Aprendizaje Química Balanceomceres.calidadPas encore d'évaluation
- Caracterización de MineralesDocument44 pagesCaracterización de MineralesNavarro ValeriaPas encore d'évaluation
- 19 - I Ifsta InspeccionesDocument36 pages19 - I Ifsta InspeccionesingeblancoPas encore d'évaluation
- Resistencia A Compresión Axial Del Ladrillo de Concreto Con Papel ResicladoDocument7 pagesResistencia A Compresión Axial Del Ladrillo de Concreto Con Papel ResicladoCarlos Vásquez VásquezPas encore d'évaluation
- Geo Historia 11Document4 pagesGeo Historia 11Raul AstudilloPas encore d'évaluation
- Procesado Pasta - PPTDocument85 pagesProcesado Pasta - PPTDavid GMPas encore d'évaluation
- Clavo de OlorDocument11 pagesClavo de OlorGisela Segundo VeraPas encore d'évaluation
- Memoria Descriptiva InmuebleDocument3 pagesMemoria Descriptiva InmuebleRudi Erick Espinoza OblitasPas encore d'évaluation
- Lluvia ÁcidaDocument3 pagesLluvia ÁcidaMaria Reynolds-HamiltonPas encore d'évaluation
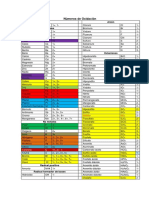
- Números de OxidaciónDocument2 pagesNúmeros de OxidaciónNati Otarola100% (2)
- ACCESORIOS de Fundicion Ductil para Canalizaciones de Agua Potable PDFDocument16 pagesACCESORIOS de Fundicion Ductil para Canalizaciones de Agua Potable PDFeccmaPas encore d'évaluation
- Owners Manual W10213638 SPDocument6 pagesOwners Manual W10213638 SPJuan Jose PayoPas encore d'évaluation
- Propiedades Fisicas de Los MineralesDocument19 pagesPropiedades Fisicas de Los MineralesRodrigo Sebastian Flores AldoradinPas encore d'évaluation
- Modelo Año Grupo Subgrupo Ilustración Restricciones ActualizaciDocument21 pagesModelo Año Grupo Subgrupo Ilustración Restricciones ActualizaciPABLOSKI MOLINOSKIPas encore d'évaluation
- PRESUPUESTOnDEnOBRA 5560a678526a19dDocument6 pagesPRESUPUESTOnDEnOBRA 5560a678526a19dNestor Hernandez. FuentesPas encore d'évaluation
- Sub Partidas UbsDocument141 pagesSub Partidas UbsGabino PaccoPas encore d'évaluation