Vous aimerez peut-être aussi
- Pipe Code SpecsDocument4 pagesPipe Code Specsfrenskiran100% (1)
- Welding PDFDocument6 pagesWelding PDFNavneet ChaubeyPas encore d'évaluation
- TIG Welding Process GuideDocument20 pagesTIG Welding Process GuideEnache DaniPas encore d'évaluation
- Brazing, Soldering, AdhesivesDocument31 pagesBrazing, Soldering, AdhesivesAchinthya PereraPas encore d'évaluation
- Acom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFDocument16 pagesAcom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFpipedown456Pas encore d'évaluation
- Submerged Arc Welding: Training & EducationDocument17 pagesSubmerged Arc Welding: Training & Educationtanveer ahmedPas encore d'évaluation
- How To Weld 316 Stainless SteelDocument3 pagesHow To Weld 316 Stainless Steel10161016Pas encore d'évaluation
- 6 GtawDocument30 pages6 Gtawmasmarkun4444Pas encore d'évaluation
- Engineering Failure Analysis of Low Carbon Steels in Deep DrawingDocument7 pagesEngineering Failure Analysis of Low Carbon Steels in Deep DrawingPaul RosiahPas encore d'évaluation
- A1010 WeldingDocument20 pagesA1010 WeldingCurious RajPas encore d'évaluation
- FoundryTerms PDFDocument5 pagesFoundryTerms PDFFIREREALM66Pas encore d'évaluation
- Unit 2Document104 pagesUnit 2Sagar DhagePas encore d'évaluation
- Welding Assignment-Submitted by Fatima Fayyaz-PID-09Document4 pagesWelding Assignment-Submitted by Fatima Fayyaz-PID-09api-19753215Pas encore d'évaluation
- IIW Intermediate Meeting Berlin Doc XII-2061-12212-1218-12Document13 pagesIIW Intermediate Meeting Berlin Doc XII-2061-12212-1218-12Maria Cristina Campello ScottiPas encore d'évaluation
- G-0048 - Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution PDFDocument11 pagesG-0048 - Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution PDFEwan SutherlandPas encore d'évaluation
- Welding of Tool SteelDocument15 pagesWelding of Tool SteelRonaldo JuniorPas encore d'évaluation
- Aluminum Welding GuideDocument35 pagesAluminum Welding Guidenavas100% (1)
- 2 Aluminium Fusion Welding 2015Document21 pages2 Aluminium Fusion Welding 2015Tuyen Nguyen100% (1)
- Types of Machining Fixtures and Their UsesDocument2 pagesTypes of Machining Fixtures and Their UsesgeraldPas encore d'évaluation
- Astm e 2218 - 02Document15 pagesAstm e 2218 - 02Jaime Rafael Patron PrioloPas encore d'évaluation
- Filter NotesDocument46 pagesFilter Notestanzil10100% (1)
- Buehler Summet, Sample Prep and AnalysisDocument136 pagesBuehler Summet, Sample Prep and AnalysisSebastian RiañoPas encore d'évaluation
- Development of Coarse-Grained Structure During RecrystallizationDocument20 pagesDevelopment of Coarse-Grained Structure During Recrystallizationsivajirao70100% (1)
- Arc Welding Arc Welding Electrode Electrode: CCCCC CCCCCDocument36 pagesArc Welding Arc Welding Electrode Electrode: CCCCC CCCCCSantanu SarmahPas encore d'évaluation
- (John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Document7 pages(John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Yusuf DarellPas encore d'évaluation
- Sfa-5.7Document10 pagesSfa-5.7vannie_yundaPas encore d'évaluation
- Valery Marinov, Manufacturing TechnologyDocument168 pagesValery Marinov, Manufacturing TechnologyAbir Roy100% (3)
- Reducing Gear Distortion with Simple FixtureDocument7 pagesReducing Gear Distortion with Simple FixtureVireshVerma100% (1)
- Aluminium 2014 t6 2014 t651Document3 pagesAluminium 2014 t6 2014 t651Agung Sapto AjiPas encore d'évaluation
- ELEC 213 Welding Technology Tools and Processes GuideDocument30 pagesELEC 213 Welding Technology Tools and Processes GuideAndronicoll Mayuga NovalPas encore d'évaluation
- Weld FinishesDocument3 pagesWeld FinishesDee DeePas encore d'évaluation
- The Prediction of The Temperature Distribution and Weld Pool Geometry in The Gas Metal Arc Welding ProcessDocument7 pagesThe Prediction of The Temperature Distribution and Weld Pool Geometry in The Gas Metal Arc Welding ProcessAlejandra HernandezPas encore d'évaluation
- Effect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIDocument6 pagesEffect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIgiokniessPas encore d'évaluation
- Factors Affecting Variable Weld PenetrationDocument32 pagesFactors Affecting Variable Weld PenetrationRodney Vitorino DiasPas encore d'évaluation
- Care & Cleaning - Stainless Steel PDFDocument7 pagesCare & Cleaning - Stainless Steel PDFpsp710Pas encore d'évaluation
- Classification of Steels-1Document85 pagesClassification of Steels-1Saptarshi SenguptaPas encore d'évaluation
- Steel CleanlinessDocument22 pagesSteel CleanlinessfondershellPas encore d'évaluation
- CMT Short Circuit Metal TransferDocument3 pagesCMT Short Circuit Metal Transferkarthick32mechPas encore d'évaluation
- WeldingDocument19 pagesWeldingAlexander Muñoz SánchezPas encore d'évaluation
- ASM-Powder Metallurgy Stainless Steels - Processing, Microstructures, and PropertiesDocument227 pagesASM-Powder Metallurgy Stainless Steels - Processing, Microstructures, and PropertiesAldin Bubic100% (2)
- Hypoeutectiod Steel Alloys - SteelDocument52 pagesHypoeutectiod Steel Alloys - SteelnotsofarPas encore d'évaluation
- High Voltage WeldingDocument21 pagesHigh Voltage WeldingLuka Bugarin0% (1)
- Fcaw Welding Guide PDFDocument2 pagesFcaw Welding Guide PDFElizabethPas encore d'évaluation
- PCD Wire Edm Technology PDFDocument6 pagesPCD Wire Edm Technology PDFyorf1989Pas encore d'évaluation
- Gas Tungsten Arc Welding ProcessDocument9 pagesGas Tungsten Arc Welding ProcessJacques Sau100% (1)
- Analysis of TIG Welding Process On Mechanical Properties and Microstructure of Aa6063 Aluminum Alloy JointsDocument4 pagesAnalysis of TIG Welding Process On Mechanical Properties and Microstructure of Aa6063 Aluminum Alloy JointsEditor IJRITCCPas encore d'évaluation
- Technical Handbook Stainless Steel WeldingDocument92 pagesTechnical Handbook Stainless Steel WeldingRamesh sivanPas encore d'évaluation
- Effect of Ni and SB Additions and Testing Conditions On The Mechanical Properties and Microstructures of Lead-Free Solder Joints PDFDocument14 pagesEffect of Ni and SB Additions and Testing Conditions On The Mechanical Properties and Microstructures of Lead-Free Solder Joints PDFGolden ChanPas encore d'évaluation
- AWS Abbreviations Oxyfuel Cutting - OFC Oxyacetylene Cutting - OFC-A Oxyfuel Cutting - Process and Fuel GasesDocument8 pagesAWS Abbreviations Oxyfuel Cutting - OFC Oxyacetylene Cutting - OFC-A Oxyfuel Cutting - Process and Fuel GasesahmedPas encore d'évaluation
- Gmaw Guide PDFDocument54 pagesGmaw Guide PDFJorge perezPas encore d'évaluation
- How To Determine The Arc Stability Marjan SubanDocument7 pagesHow To Determine The Arc Stability Marjan SubanMarjan Suban100% (1)
- Oxywelding Cutting To StudentsDocument45 pagesOxywelding Cutting To StudentsFemi TokunboPas encore d'évaluation
- Effects of MN Content and Heat TreatmentDocument5 pagesEffects of MN Content and Heat TreatmentTrần Xuân VịnhPas encore d'évaluation
- MCM AllDocument7 pagesMCM AllPalanisamy RajaPas encore d'évaluation
- Heat Affected Zone Structure and Properties of A Welded Copper BeDocument295 pagesHeat Affected Zone Structure and Properties of A Welded Copper BechocohmxPas encore d'évaluation
- The Iron Puddler My life in the rolling mills and what came of itD'EverandThe Iron Puddler My life in the rolling mills and what came of itPas encore d'évaluation
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceD'EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferencePas encore d'évaluation
- The Complete Guide to Telephone Interview Questions and AnswersD'EverandThe Complete Guide to Telephone Interview Questions and AnswersPas encore d'évaluation
- Middle East Metallurgical Products Trading CompanyDocument18 pagesMiddle East Metallurgical Products Trading Companylara_rajkumar667Pas encore d'évaluation
- Stainless Steel Pipe Dimension As Per Astm & Weight-Kg. Per Mtr. (Ansi B36.19)Document2 pagesStainless Steel Pipe Dimension As Per Astm & Weight-Kg. Per Mtr. (Ansi B36.19)achillesntroyPas encore d'évaluation
- Convert To Meter Per Second To RPMDocument36 pagesConvert To Meter Per Second To RPMlara_rajkumar667Pas encore d'évaluation
- GasDocument79 pagesGasseeralan balakrishnan100% (2)
- Weight Chart For Hexagon Bolts & NutsDocument1 pageWeight Chart For Hexagon Bolts & Nutsmtanoglu111Pas encore d'évaluation
- Equivalent ASTM MaterialDocument34 pagesEquivalent ASTM Materialgolf0910251891% (45)
- TLB Normenvergleich E 08092011 PDFDocument14 pagesTLB Normenvergleich E 08092011 PDFlara_rajkumar667Pas encore d'évaluation
- International Standard.: ISO Metric Trapezoidal Screw Threads - Basic DimensionsDocument5 pagesInternational Standard.: ISO Metric Trapezoidal Screw Threads - Basic Dimensionslara_rajkumar667Pas encore d'évaluation
- Indo-Arab Contributions to Science and TechnologyDocument124 pagesIndo-Arab Contributions to Science and Technologylara_rajkumar667Pas encore d'évaluation
- Equivalent ASTM MaterialDocument34 pagesEquivalent ASTM Materialgolf0910251891% (45)
- WSS Welding Handbook 2013 Full Lowres PDFDocument552 pagesWSS Welding Handbook 2013 Full Lowres PDFlara_rajkumar667Pas encore d'évaluation
- MSS SP 55 2011 QUALITY STANDARD For STEEL CASTINGS For Valves Flanges Fittings and Other Piping Components PDFDocument5 pagesMSS SP 55 2011 QUALITY STANDARD For STEEL CASTINGS For Valves Flanges Fittings and Other Piping Components PDFlara_rajkumar6670% (1)
- Pipe Chart PDFDocument2 pagesPipe Chart PDFCarlos Rivera0% (1)
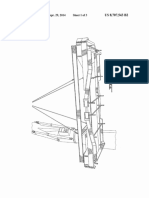
- U.S. Patent Apr. 29, 2014 Sheet 1 0f3 US 8,707,543 B2Document7 pagesU.S. Patent Apr. 29, 2014 Sheet 1 0f3 US 8,707,543 B2lara_rajkumar667Pas encore d'évaluation
- 03171344yzet PDFDocument30 pages03171344yzet PDFlara_rajkumar667Pas encore d'évaluation
- 17-Surface Roughness and Machining Symbols FullDocument17 pages17-Surface Roughness and Machining Symbols FullasritaipPas encore d'évaluation
- Ral ShadeDocument9 pagesRal Shadelara_rajkumar667Pas encore d'évaluation
- S.No Answer Options: 1 Choose The Correct Order: P NFDocument3 pagesS.No Answer Options: 1 Choose The Correct Order: P NFlara_rajkumar667Pas encore d'évaluation
- HandBook of EVS-2Document48 pagesHandBook of EVS-2ObamaPas encore d'évaluation
- NDT Basic Overview Course ReviewDocument6 pagesNDT Basic Overview Course Reviewlara_rajkumar667Pas encore d'évaluation
- Sandwich Panel SpecificationDocument18 pagesSandwich Panel Specificationlara_rajkumar667Pas encore d'évaluation
- Tube Weight and Pressure CalculationsDocument2 pagesTube Weight and Pressure CalculationspvirgosharmaPas encore d'évaluation
- GI Pipe Product RangeDocument2 pagesGI Pipe Product Rangelara_rajkumar667100% (1)
- Weld Reference For Section 9Document32 pagesWeld Reference For Section 9lara_rajkumar667Pas encore d'évaluation
- Positive: Little Much BAD Good OLD Faithful Kind Sweet Heavy LazyDocument4 pagesPositive: Little Much BAD Good OLD Faithful Kind Sweet Heavy Lazylara_rajkumar667Pas encore d'évaluation
- Formation of Comparative and SuperlativeDocument1 pageFormation of Comparative and Superlativelara_rajkumar667Pas encore d'évaluation
- Case Options in Microsoft WordDocument2 pagesCase Options in Microsoft Wordlara_rajkumar667Pas encore d'évaluation
- We Should Play Regularly To StayDocument2 pagesWe Should Play Regularly To Staylara_rajkumar667Pas encore d'évaluation
- A Ploughshare Is An American: Punch-Marked Coins Are A Type of EarlyDocument2 pagesA Ploughshare Is An American: Punch-Marked Coins Are A Type of Earlylara_rajkumar667Pas encore d'évaluation
- Mark Twain Was Born On November 30Document1 pageMark Twain Was Born On November 30lara_rajkumar667Pas encore d'évaluation
- CE6101 Behaviour of Cam ClayDocument14 pagesCE6101 Behaviour of Cam ClayGan Chin PhangPas encore d'évaluation
- Msds NASH PDFDocument6 pagesMsds NASH PDFTomás Clarke ChaparroPas encore d'évaluation
- Thermo-Lag E100 S PDSDocument6 pagesThermo-Lag E100 S PDSJohnSerranoPas encore d'évaluation
- Ecosurf SA 9Document2 pagesEcosurf SA 9ketchitoPas encore d'évaluation
- Trial Kedah Biology SPM 2013 SKEMADocument11 pagesTrial Kedah Biology SPM 2013 SKEMACikgu Faizal100% (2)
- D5298 Curva Característica Do SoloDocument6 pagesD5298 Curva Característica Do SoloDenny SantanaPas encore d'évaluation
- Solvent Recovery (Activated Carbon, Nitrogen Regeneration) For The Flexible Packaging (DEC IMPIANTI) - Grafitalia Converflex 2009Document2 pagesSolvent Recovery (Activated Carbon, Nitrogen Regeneration) For The Flexible Packaging (DEC IMPIANTI) - Grafitalia Converflex 2009atom_1971Pas encore d'évaluation
- Descriptions: PEG-4000 Is A Water-Soluble, Waxy Solid That Is Used Extensively in The Several Industries Such AsDocument1 pageDescriptions: PEG-4000 Is A Water-Soluble, Waxy Solid That Is Used Extensively in The Several Industries Such AsKeremPas encore d'évaluation
- Berol 226 - PDS EN PDFDocument1 pageBerol 226 - PDS EN PDFJosep Baro SerraPas encore d'évaluation
- NPSH CalculationDocument19 pagesNPSH CalculationPatilea Daniela100% (1)
- Oil-Dri Catalog v.17Document24 pagesOil-Dri Catalog v.17Jelly TepskincarePas encore d'évaluation
- 3m Scotchbrite Quick Clean Griddle Cleaning SystemDocument12 pages3m Scotchbrite Quick Clean Griddle Cleaning Systemarturo gmoPas encore d'évaluation
- Btme 503 Mechancial Measurements and Metrology Internal Marks: 40 External Marks: 60 Total Marks: 100Document4 pagesBtme 503 Mechancial Measurements and Metrology Internal Marks: 40 External Marks: 60 Total Marks: 100taak41Pas encore d'évaluation
- 2 Agrostudies Temperature ManagementDocument62 pages2 Agrostudies Temperature ManagementYolaina EdwarPas encore d'évaluation
- JSS 4210-22-2004Document26 pagesJSS 4210-22-2004Kaushik SenguptaPas encore d'évaluation
- MORTARDocument52 pagesMORTARajithPas encore d'évaluation
- CHMG 131 - Course Outline Spring 2017 PDFDocument2 pagesCHMG 131 - Course Outline Spring 2017 PDFFuad EsberPas encore d'évaluation
- Mining Engineering Course in APUDocument132 pagesMining Engineering Course in APUBinod Kumar PadhiPas encore d'évaluation
- Site Lab Checklist1Document4 pagesSite Lab Checklist1layaljamal2Pas encore d'évaluation
- Chapter10 Entropy 2nd Law STUDDocument27 pagesChapter10 Entropy 2nd Law STUDCristian Menéndez FernándezPas encore d'évaluation
- Conditioning Ultramid Moldings: Technical InformationDocument16 pagesConditioning Ultramid Moldings: Technical Informationsuhas110Pas encore d'évaluation
- Ecofriendly Sugar Polymer Based Toilet CleanersDocument4 pagesEcofriendly Sugar Polymer Based Toilet CleanersAnonymous kw8Yrp0R5r100% (1)
- A Brief History of ChemistryDocument27 pagesA Brief History of ChemistryRaymond BeligoloPas encore d'évaluation
- Kvasnicka DomitrovicDocument42 pagesKvasnicka DomitrovicMarcusLindonPas encore d'évaluation
- ME2151E Tut 1 PDFDocument21 pagesME2151E Tut 1 PDFchenshicatherinePas encore d'évaluation
- Bessemer Converter Furnace Refractory ProcessDocument4 pagesBessemer Converter Furnace Refractory ProcessHariman El EmirPas encore d'évaluation
- Chapter5 ADocument21 pagesChapter5 ANic BlandoPas encore d'évaluation
- A Critical Review of Friction Measurement of Textile MaterialsDocument10 pagesA Critical Review of Friction Measurement of Textile MaterialsNilavan MuthuPas encore d'évaluation
- Ftir Coffee Okok PDFDocument10 pagesFtir Coffee Okok PDFcentro surcolombiano de investigación en café uscoPas encore d'évaluation
- AC-250 Diaphragm MeterDocument2 pagesAC-250 Diaphragm MeterJuan JuanPas encore d'évaluation