Vous aimerez peut-être aussi
- Trabajo de Mejora ContinuaDocument18 pagesTrabajo de Mejora ContinuaDiego Tomas GamboaPas encore d'évaluation
- Propuesta de MejoramientoDocument19 pagesPropuesta de MejoramientoKarenziitah Katiuska Sosa RamirezPas encore d'évaluation
- Pesquera DiamanteDocument280 pagesPesquera DiamanteMarcoCastilloMarquezPas encore d'évaluation
- CEP Taller 04 - Grupo 1 - IXA2Document6 pagesCEP Taller 04 - Grupo 1 - IXA2Yosselin Mauricio GuevaraPas encore d'évaluation
- Manual de Instrucciones Receptor Conix Cxtrs2kaDocument2 pagesManual de Instrucciones Receptor Conix Cxtrs2kaTecnidonPas encore d'évaluation
- 6.4. HOJA TECNICA Tubo Cuadrado LAC ASTM A 500 ASTM A 1011 CSDocument1 page6.4. HOJA TECNICA Tubo Cuadrado LAC ASTM A 500 ASTM A 1011 CSPaul Serrato Parra100% (1)
- 6 Grandes Desperdicios - Jiménez ArreolaDocument13 pages6 Grandes Desperdicios - Jiménez ArreolaDiana JiménezPas encore d'évaluation
- Instrucciones Temporizador Digital Armario SteelnetDocument2 pagesInstrucciones Temporizador Digital Armario SteelnetRJ Ya AnPas encore d'évaluation
- Diagnóstico estadístico de procesosDocument9 pagesDiagnóstico estadístico de procesosCoqui ARPas encore d'évaluation
- Ejemplo de AMFEDocument9 pagesEjemplo de AMFECristhian GansinoPas encore d'évaluation
- Audifonos y ParlantesDocument18 pagesAudifonos y ParlantesKevin AndrésPas encore d'évaluation
- Caso Almacenes EléctricosDocument4 pagesCaso Almacenes EléctricosBenji VfPas encore d'évaluation
- Sistemas CPFRDocument10 pagesSistemas CPFROscar ParejaPas encore d'évaluation
- Bayfield Mud CompanyDocument3 pagesBayfield Mud CompanyJonathan Figueroa PeñarrietaPas encore d'évaluation
- Objetivo Del TrabajoDocument9 pagesObjetivo Del TrabajoPaul SoteloPas encore d'évaluation
- Simulacion 5SDocument2 pagesSimulacion 5SAlejandro Torres EncisoPas encore d'évaluation
- Trabajo de Calidad y Mejora ContinuaDocument5 pagesTrabajo de Calidad y Mejora ContinuaEmily Maria Fernanda Grados Guanilo100% (1)
- Lavafast: Lavandería con 63% TIR y VAN de S/220,000Document13 pagesLavafast: Lavandería con 63% TIR y VAN de S/220,000Ricardair VillarPas encore d'évaluation
- Lista Precios Bo 261020Document5 pagesLista Precios Bo 261020Pinto ECPas encore d'évaluation
- HEIJUNKADocument8 pagesHEIJUNKAEduardo Turru HuertaPas encore d'évaluation
- Tesis de ReferenciaDocument327 pagesTesis de ReferenciaPiero Varillas100% (1)
- RCM - Trabajo FinalDocument22 pagesRCM - Trabajo FinalIan CrespoPas encore d'évaluation
- Glisep Completo FinalDocument18 pagesGlisep Completo FinalErick Verastegui OroscoPas encore d'évaluation
- Proyecto PDFDocument353 pagesProyecto PDFDaniel Enrique Jimenez PaivaPas encore d'évaluation
- S2 Value Stream Mapping (VSM)Document38 pagesS2 Value Stream Mapping (VSM)Estefany AzulaPas encore d'évaluation
- Aplicaciones de Tiempo EstandarDocument1 pageAplicaciones de Tiempo EstandarKeidy Dennys De Los SantosPas encore d'évaluation
- Senati 2Document18 pagesSenati 2Milagros RiveraPas encore d'évaluation
- Gerencia general asume cargo en empresa metalúrgica InwentoDocument16 pagesGerencia general asume cargo en empresa metalúrgica InwentoGabriela Del Pilar Hoyos SandovalPas encore d'évaluation
- Trabajo Final Lean Manufacturing - PEE Operaciones y Logistica 2021Document22 pagesTrabajo Final Lean Manufacturing - PEE Operaciones y Logistica 2021cynthia quintanilla ingaPas encore d'évaluation
- CASO HEPEVASA - Gestion de La CalidadDocument11 pagesCASO HEPEVASA - Gestion de La CalidadSillyBoiPas encore d'évaluation
- Proyecto Final de Ingeniería de PlantasDocument37 pagesProyecto Final de Ingeniería de PlantasTatiana Jackeline Ortiz GonzalezPas encore d'évaluation
- Perfil de Rodrigo Montilla, estudiante de Administración con experiencia en ventas y atención al clienteDocument1 pagePerfil de Rodrigo Montilla, estudiante de Administración con experiencia en ventas y atención al clienteLUIS ENRIQUE ANCCASI LAZOPas encore d'évaluation
- Diseño de Un Plan de Mantenimiento Utilizando Fundamentos Del Mantenimiento Productivo Total (TPM) para Una Empresa Cafetera Del Norte Del Valle Del CaucaDocument48 pagesDiseño de Un Plan de Mantenimiento Utilizando Fundamentos Del Mantenimiento Productivo Total (TPM) para Una Empresa Cafetera Del Norte Del Valle Del CaucaDanielPérezVillafañePas encore d'évaluation
- Plan MarketingDocument3 pagesPlan MarketingvaneguevaraPas encore d'évaluation
- Relación Mincetur - SunatDocument27 pagesRelación Mincetur - SunatPreu UnprgPas encore d'évaluation
- Iso 9001Document9 pagesIso 9001Luis Delgado bravoPas encore d'évaluation
- Presentacion Empresa Servicios Saw-Mill Alineacion y Metrologia Spa PDFDocument27 pagesPresentacion Empresa Servicios Saw-Mill Alineacion y Metrologia Spa PDFSAW MILLPas encore d'évaluation
- Simatic NetDocument193 pagesSimatic NetMario Alberto ValenciaPas encore d'évaluation
- Revista Perú Retail Edición 22 FinalDocument18 pagesRevista Perú Retail Edición 22 FinalgcgsrPas encore d'évaluation
- Implementacion Lean Manufacturin en LitografiaDocument46 pagesImplementacion Lean Manufacturin en LitografiaStefanía VelezPas encore d'évaluation
- Caso Taco Bell GrupoDocument4 pagesCaso Taco Bell GrupoFrank MontenegroPas encore d'évaluation
- Plantilla QFD Formato ADN LeanDocument29 pagesPlantilla QFD Formato ADN Leangustavo100% (1)
- Manual cortadora mesaDocument9 pagesManual cortadora mesaAugusto Enrique Figueroa MeloPas encore d'évaluation
- Sistemas de Recogida (Picking) y Preparación (Packing)Document3 pagesSistemas de Recogida (Picking) y Preparación (Packing)Melvin ReyesPas encore d'évaluation
- Manual de Maximo PDFDocument24 pagesManual de Maximo PDFIvan Valfre100% (1)
- I TOP2Document118 pagesI TOP2MotokPas encore d'évaluation
- MCI-OPE VII-Control de Lectura Grupo 4Document11 pagesMCI-OPE VII-Control de Lectura Grupo 4rogerqfPas encore d'évaluation
- Unidad 3 Servicio de Impresoras y EscaneresDocument25 pagesUnidad 3 Servicio de Impresoras y EscaneresVicente RomeroPas encore d'évaluation
- 0 Silabo Gestion de Activos 2018 ADocument6 pages0 Silabo Gestion de Activos 2018 AJulio Cesar Quintanilla PhoccoPas encore d'évaluation
- Aporte Frank & Jim - 1ra Pregunta - MasterCase - Programa Pensión 65Document3 pagesAporte Frank & Jim - 1ra Pregunta - MasterCase - Programa Pensión 65Maria J AzPas encore d'évaluation
- Manual WGDocument132 pagesManual WGVictor Maturana CastilloPas encore d'évaluation
- Metodología de Las 5S de La Calidad en ONPE PDFDocument36 pagesMetodología de Las 5S de La Calidad en ONPE PDFFiorela Roxana Vasquez ValdiviaPas encore d'évaluation
- Planeamiento y Programación Del MantenimientoDocument16 pagesPlaneamiento y Programación Del Mantenimientosaul_18_88Pas encore d'évaluation
- Preguntas Caso Fabritek Grupo 6Document12 pagesPreguntas Caso Fabritek Grupo 6Amny Cruzado TorresPas encore d'évaluation
- Perfil de Proyecto SolanshDocument32 pagesPerfil de Proyecto Solanshnelramz2457Pas encore d'évaluation
- Tesis Martínez Calizaya 2012Document101 pagesTesis Martínez Calizaya 2012Roberto TruhePas encore d'évaluation
- Informe Parte IDocument9 pagesInforme Parte IYenifer AlonsoPas encore d'évaluation
- Análisis y mejoras en los procesos de distribución de Industrias San MiguelDocument17 pagesAnálisis y mejoras en los procesos de distribución de Industrias San MiguelJoseph Manuel Pacheco PacoPas encore d'évaluation
- WORD Modipsa FinalDocument20 pagesWORD Modipsa FinalCinthia Candela CalixtoPas encore d'évaluation
- Mantenimiento IndustrialDocument63 pagesMantenimiento IndustrialJ Andres DazaPas encore d'évaluation
- Modelo OSI 7 CapasDocument8 pagesModelo OSI 7 CapaslexPas encore d'évaluation
- AcumuladoresDocument18 pagesAcumuladoreslexPas encore d'évaluation
- Hidraulica N 3Document10 pagesHidraulica N 3lexPas encore d'évaluation
- Descripcion Del Proceso de Chancado Primario PDFDocument55 pagesDescripcion Del Proceso de Chancado Primario PDFlexPas encore d'évaluation
- Informe de ElectroneumaticaDocument4 pagesInforme de ElectroneumaticalexPas encore d'évaluation
- Ejemplo Velocidad de CorteDocument8 pagesEjemplo Velocidad de CorteJose Adrian MarquezPas encore d'évaluation
- Neumatica PPDDocument14 pagesNeumatica PPDlexPas encore d'évaluation
- Practica Numero 2 SuarezDocument7 pagesPractica Numero 2 SuarezlexPas encore d'évaluation
- Control de fase con triac mediante el IC TCA785Document13 pagesControl de fase con triac mediante el IC TCA785lexPas encore d'évaluation
- Evaluación de prácticas de la unidad didáctica de Tecnología de MaterialesDocument4 pagesEvaluación de prácticas de la unidad didáctica de Tecnología de MaterialeslexPas encore d'évaluation
- Tesis de Mejora ReparadoDocument58 pagesTesis de Mejora ReparadolexPas encore d'évaluation
- Proyecto de Mejora Paty y RubiDocument54 pagesProyecto de Mejora Paty y RubilexPas encore d'évaluation
- Instrumentos de Medicion en El LaboratorioDocument8 pagesInstrumentos de Medicion en El LaboratoriolexPas encore d'évaluation
- Tablas y Diagramas PDFDocument49 pagesTablas y Diagramas PDFQuinteros RodolfoPas encore d'évaluation
- Laboratorio 3.Document9 pagesLaboratorio 3.Andrez Julon ChilconPas encore d'évaluation
- Plan MarketingDocument17 pagesPlan MarketinglexPas encore d'évaluation
- Etica CipDocument26 pagesEtica CiplexPas encore d'évaluation
- EngranajeDocument3 pagesEngranajelexPas encore d'évaluation
- Examen - Zapata Galdos, Williams Turno DiaDocument4 pagesExamen - Zapata Galdos, Williams Turno DialexPas encore d'évaluation
- Engranajes TiposDocument13 pagesEngranajes TiposlexPas encore d'évaluation
- Manual de Operaciones - Chancado PrimarioDocument70 pagesManual de Operaciones - Chancado Primariolex100% (2)
- 72186Document17 pages72186lexPas encore d'évaluation
- Universidad Autónoma San Francisco: AsignaturaDocument16 pagesUniversidad Autónoma San Francisco: AsignaturalexPas encore d'évaluation
- Tipos de EngranesDocument11 pagesTipos de Engranesangelipn100% (14)
- Rayos XDocument2 pagesRayos XlexPas encore d'évaluation
- RodamientosDocument62 pagesRodamientosFelipe AmayaPas encore d'évaluation
- Reingeniería de Los Blowers Del SistemaDocument14 pagesReingeniería de Los Blowers Del SistemalexPas encore d'évaluation
- Clase 3Document23 pagesClase 3lexPas encore d'évaluation
- Ingles Tecnico - MepDocument58 pagesIngles Tecnico - Meplex100% (1)
- La AutobiografíaDocument5 pagesLa AutobiografíaRUTH MONTENEGRO REAÑOPas encore d'évaluation
- Caso Antauro HumalaDocument29 pagesCaso Antauro HumalaManuel CorreaPas encore d'évaluation
- Procedimiento Seguro de Trabajo AsfalticoDocument7 pagesProcedimiento Seguro de Trabajo AsfalticoMiguel Sebastián Soto VeraPas encore d'évaluation
- Anon - Litelantes en EspañaDocument59 pagesAnon - Litelantes en EspañaEliana Ruth Condor VillegasPas encore d'évaluation
- The Addiction Formula-pdf-SpanishDocument74 pagesThe Addiction Formula-pdf-SpanishJonathan TolentinoPas encore d'évaluation
- Criterios jurídicos para rectificar actas del estado civil en VeracruzDocument19 pagesCriterios jurídicos para rectificar actas del estado civil en VeracruzFernanda SanchezPas encore d'évaluation
- Elementos de La Apreciación Artistica PDFDocument3 pagesElementos de La Apreciación Artistica PDFwuaniku100% (1)
- Mapa ConceptualDocument2 pagesMapa ConceptualHugo Calderon0% (1)
- Frases célebres ajedrezDocument22 pagesFrases célebres ajedrezLucaToniPas encore d'évaluation
- Analisis de Los 5 PorquésDocument5 pagesAnalisis de Los 5 PorquésDANNA YICETH TRUJILLO ALVAREZPas encore d'évaluation
- Fisica Vol 3 Fundamentos Cuanticos EstadisticosDocument614 pagesFisica Vol 3 Fundamentos Cuanticos EstadisticosYeison LRPas encore d'évaluation
- Tesis Final Ivvone Mejía CaballeroDocument138 pagesTesis Final Ivvone Mejía CaballeroDAVIDPas encore d'évaluation
- Un Lance de Dados - Stéphane Mallarmé - Ámbar Cooperativa EditorialDocument104 pagesUn Lance de Dados - Stéphane Mallarmé - Ámbar Cooperativa EditorialRicardoCastro100% (5)
- S10 - Hoja de Respuestas CAT - ADocument6 pagesS10 - Hoja de Respuestas CAT - AJazmín Lozano RiosPas encore d'évaluation
- Consejos para Vivir CastidadDocument1 pageConsejos para Vivir CastidadEdwan RojasPas encore d'évaluation
- Derechos hereditarios de hijo por nacerDocument6 pagesDerechos hereditarios de hijo por nacerCarlos Asc100% (1)
- Rendicion Caja Chica 05Document37 pagesRendicion Caja Chica 05urbancasketPas encore d'évaluation
- El Método Pilates.Document14 pagesEl Método Pilates.PAOLA SILVA FUENTESPas encore d'évaluation
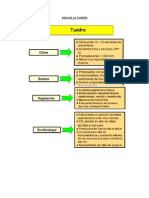
- Vida en La TundraDocument24 pagesVida en La TundraSandro Larry Mamani Isidro100% (1)
- Tesis Cú Sánchez Alma PatriciaDocument133 pagesTesis Cú Sánchez Alma PatriciaArleking No ExistePas encore d'évaluation
- Contrato Prestacion de Servicios Administrados TI Modelo en ConvocatoriaDocument13 pagesContrato Prestacion de Servicios Administrados TI Modelo en ConvocatoriaJose R Robles DiazPas encore d'évaluation
- Cohecho en ColombiaDocument5 pagesCohecho en ColombiaJosé JuliánPas encore d'évaluation
- Segundo Examen Cepre - Ciclo Académico 2020-Ii: Universidad Nacional de San Cristobal de HuamangaDocument55 pagesSegundo Examen Cepre - Ciclo Académico 2020-Ii: Universidad Nacional de San Cristobal de HuamangaAnonymous oOLr7KNBgK0% (1)
- El Maravillo Walmish y AntañahuiDocument6 pagesEl Maravillo Walmish y AntañahuiEleonora Pajuelo MelladoPas encore d'évaluation
- Problemas en Clase VII SOLUCIONDocument13 pagesProblemas en Clase VII SOLUCIONISAAC INGAPas encore d'évaluation
- Hasta el último hombre: la historia real del objetor de conciencia Desmond DossDocument4 pagesHasta el último hombre: la historia real del objetor de conciencia Desmond DossAndres Bermudez50% (2)
- 1.-Esquema Coro Cantos Misa Tiempo Ordinario 1Document1 page1.-Esquema Coro Cantos Misa Tiempo Ordinario 1Gerardo MartinezPas encore d'évaluation
- Analisis de Puesto Seguridad (Claudia) .Document7 pagesAnalisis de Puesto Seguridad (Claudia) .cindy9562Pas encore d'évaluation
- Reino TierraDocument16 pagesReino TierraKatherine ZamoraPas encore d'évaluation
- Experiencia #3 y 4Document15 pagesExperiencia #3 y 4Ignacia ArancibiaPas encore d'évaluation