Vous aimerez peut-être aussi
- The Process Capability AnalysisDocument18 pagesThe Process Capability AnalysisMohamed HamdyPas encore d'évaluation
- L3 - Statistical Quality ControlDocument22 pagesL3 - Statistical Quality ControlMahbubur MasnunPas encore d'évaluation
- 9 PDFDocument18 pages9 PDFPRADIKA HANDIWIANTAPas encore d'évaluation
- Lecture 8-Process Capability PDFDocument29 pagesLecture 8-Process Capability PDFWoon How100% (1)
- Khan 2015Document24 pagesKhan 2015Zoulou77Pas encore d'évaluation
- 5 - Process CapabilityDocument50 pages5 - Process CapabilityWilliam BautistaPas encore d'évaluation
- Process Capability Indices PDFDocument6 pagesProcess Capability Indices PDFasamadhPas encore d'évaluation
- WK 10 - Process CapabilityDocument20 pagesWK 10 - Process CapabilityNazia SyedPas encore d'évaluation
- Understanding How CP and CPK Are UsedDocument4 pagesUnderstanding How CP and CPK Are UsedisotempPas encore d'évaluation
- Process Capability Index (CPK)Document5 pagesProcess Capability Index (CPK)lovlinPas encore d'évaluation
- Documento Sin NombreDocument4 pagesDocumento Sin Nombregeoffreyporto6706Pas encore d'évaluation
- Process Capability and Statistical Process ControlDocument8 pagesProcess Capability and Statistical Process ControlDeepakh ArunPas encore d'évaluation
- Process Capability Index: From Wikipedia, The Free EncyclopediaDocument4 pagesProcess Capability Index: From Wikipedia, The Free Encyclopediavenkat59cPas encore d'évaluation
- Process CapabilityDocument2 pagesProcess Capabilitysophia787Pas encore d'évaluation
- Process Capability: 99.73% of parts lie within the 6 σ limitsDocument10 pagesProcess Capability: 99.73% of parts lie within the 6 σ limitsrm_muruganPas encore d'évaluation
- Application of Fuzzy Principles in Evaluating Quality of Manufacturing ProcessDocument10 pagesApplication of Fuzzy Principles in Evaluating Quality of Manufacturing ProcessCespi-peru SacPas encore d'évaluation
- Process CapabilityDocument8 pagesProcess CapabilityAl EnggPas encore d'évaluation
- Quality - Voice of Customer and Voice of Process: RequirementsDocument8 pagesQuality - Voice of Customer and Voice of Process: RequirementsMd. Shad AnwarPas encore d'évaluation
- Sciencedirect: Predictive Model To Evaluation Quality of The Manufacturing Process Using Matlab Tools Stella HrehovaDocument6 pagesSciencedirect: Predictive Model To Evaluation Quality of The Manufacturing Process Using Matlab Tools Stella HrehovaJunn Ree MontillaPas encore d'évaluation
- Statistical Process Control Tan2Document11 pagesStatistical Process Control Tan2J.m. JocsonPas encore d'évaluation
- Juan - Garcia - Control 8Document4 pagesJuan - Garcia - Control 8Juan GarciaPas encore d'évaluation
- SPC Cheat SheetDocument2 pagesSPC Cheat Sheetvenkatesh vajarapuPas encore d'évaluation
- Process Capability: Chapter OutlineDocument5 pagesProcess Capability: Chapter OutlineFernandoPas encore d'évaluation
- Statistical Quality ControlDocument23 pagesStatistical Quality Controljoan dueroPas encore d'évaluation
- CpkGuide 0211 TECH1Document11 pagesCpkGuide 0211 TECH1d_flamarich7358Pas encore d'évaluation
- Capacidade de Processo e LimpezaDocument18 pagesCapacidade de Processo e LimpezaAztlan FloresPas encore d'évaluation
- Process Improvement Methods and ToolsDocument41 pagesProcess Improvement Methods and ToolsJoseph VindolloPas encore d'évaluation
- Process Capability IndexDocument4 pagesProcess Capability Indexchamp2357Pas encore d'évaluation
- Production Management Unit 5Document73 pagesProduction Management Unit 5Saif Ali KhanPas encore d'évaluation
- Process Capability Preview PDFDocument4 pagesProcess Capability Preview PDFAyushSorenPas encore d'évaluation
- Basics of CapabilityDocument18 pagesBasics of Capabilitymancheung6429Pas encore d'évaluation
- Metrology Control ChartsDocument14 pagesMetrology Control ChartsRaghu KrishnanPas encore d'évaluation
- Six Sigma GlossaryDocument3 pagesSix Sigma GlossaryIoan Mihai ArmăşelPas encore d'évaluation
- Manufacturing Process Capability and Specification LimitsDocument8 pagesManufacturing Process Capability and Specification LimitsMitul100% (1)
- Statistical Quality ControlDocument43 pagesStatistical Quality ControlRudraksh AgrawalPas encore d'évaluation
- Chapter 3Document5 pagesChapter 3sen.sulekhaPas encore d'évaluation
- Quality ControlDocument13 pagesQuality ControlJOB HUNTINGPas encore d'évaluation
- Statistical Quality Control (S.Q.C)Document9 pagesStatistical Quality Control (S.Q.C)zainab fatimaPas encore d'évaluation
- Lecture 12Document36 pagesLecture 12Inzamam Ul HaqPas encore d'évaluation
- MEP04 Process Variability & Process CapabilityDocument24 pagesMEP04 Process Variability & Process CapabilityRik PtlPas encore d'évaluation
- Certification Course On Quality Assurance and Statistical Quality Techniques Course Level A Statistical Process Control Concepts & Control ChartsDocument28 pagesCertification Course On Quality Assurance and Statistical Quality Techniques Course Level A Statistical Process Control Concepts & Control Chartsrchandra2473Pas encore d'évaluation
- Statistical Process Control and Process Capability PPT EXPLANATIONDocument2 pagesStatistical Process Control and Process Capability PPT EXPLANATIONJohn Carlo SantiagoPas encore d'évaluation
- Herramientas para Conservar y Mejorar La Conversion EsbeltaDocument34 pagesHerramientas para Conservar y Mejorar La Conversion Esbeltafranckiko3Pas encore d'évaluation
- 5016 Assignment 2Document4 pages5016 Assignment 2TauseefAhmadPas encore d'évaluation
- SPC ForDocument116 pagesSPC ForRohit JanardananPas encore d'évaluation
- CHP 10Document5 pagesCHP 10taneer.gamePas encore d'évaluation
- Statistical Quality ControlDocument6 pagesStatistical Quality ControlAtish JitekarPas encore d'évaluation
- Quality DictionaryDocument101 pagesQuality DictionaryDeepak KrishnaPas encore d'évaluation
- Using Process Capability To Ensure Pharmaceutical Product QualityDocument9 pagesUsing Process Capability To Ensure Pharmaceutical Product Qualitylhthang199050% (2)
- Process and Measurement System Capability AnalysisDocument18 pagesProcess and Measurement System Capability AnalysisUtkarsh MittalPas encore d'évaluation
- MHS 06. Statistical Process Control-KWODocument55 pagesMHS 06. Statistical Process Control-KWOKevin SinagaPas encore d'évaluation
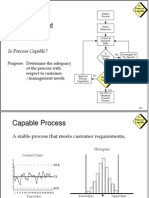
- The Quality Improvement Model: Is Process Capable?Document19 pagesThe Quality Improvement Model: Is Process Capable?shafie_buangPas encore d'évaluation
- Carta de Control X-R Aplicada A Los Chazos FinalDocument6 pagesCarta de Control X-R Aplicada A Los Chazos FinalLu TorresPas encore d'évaluation
- Some Studies On Normal and Non-Normal Process Capability IndicesDocument10 pagesSome Studies On Normal and Non-Normal Process Capability IndicesinventionjournalsPas encore d'évaluation
- L3 0 ProcessCapabilityDocument29 pagesL3 0 ProcessCapabilityvilda_hadzicPas encore d'évaluation
- Continual Improvement For Auto IndustryDocument15 pagesContinual Improvement For Auto IndustryPinnacle qualityPas encore d'évaluation
- CP, CM, PPDocument15 pagesCP, CM, PPSandeep NagarajaPas encore d'évaluation
- Security Issues in Modern Automotive Systems: Patrick NischDocument6 pagesSecurity Issues in Modern Automotive Systems: Patrick NischEdson PatrícioPas encore d'évaluation
- Ac-Dc KilnsDocument10 pagesAc-Dc KilnsPrateek SinghPas encore d'évaluation
- Mdce InstallDocument67 pagesMdce Installrmehta26Pas encore d'évaluation
- LogDocument2 pagesLogFerdian SumbaPas encore d'évaluation
- Kota StationDocument5 pagesKota StationshashankjeePas encore d'évaluation
- OpenSAP Byd4 Week 5 Unit 5 Additional ExerciseDocument2 pagesOpenSAP Byd4 Week 5 Unit 5 Additional ExerciseHong YangPas encore d'évaluation
- 01-25 OB Bbs 3 Year Preboard 2076Document1 page01-25 OB Bbs 3 Year Preboard 2076Reestam SD100% (1)
- Density and Concentration Transmitter: Installation GuideDocument40 pagesDensity and Concentration Transmitter: Installation GuideOmid GhPas encore d'évaluation
- Center Pivot Cable / Wire Raintec Span Cable Raintec Motor DropDocument1 pageCenter Pivot Cable / Wire Raintec Span Cable Raintec Motor Drophicham boutouchePas encore d'évaluation
- CEN ISO TR 17844 (2004) (E) CodifiedDocument7 pagesCEN ISO TR 17844 (2004) (E) CodifiedOerroc Oohay0% (1)
- Double Effect EvaporatorDocument4 pagesDouble Effect EvaporatorAditiJain100% (1)
- LibisDocument39 pagesLibisAngelika CalingasanPas encore d'évaluation
- Honda Fit Timing ChainDocument14 pagesHonda Fit Timing ChainJorge Rodríguez75% (4)
- Washing MachinesDocument6 pagesWashing MachinesAnonymous wK36hLPas encore d'évaluation
- IntroductionCorporate Social Responsibility To Gati by PrashantDocument9 pagesIntroductionCorporate Social Responsibility To Gati by PrashantvarshaPas encore d'évaluation
- Arzator Rooftop ApenDocument44 pagesArzator Rooftop ApenEu TuPas encore d'évaluation
- Chip Tuning Remaping Book Engine Fuel Map DesignDocument13 pagesChip Tuning Remaping Book Engine Fuel Map Designopenjavier5208100% (10)
- BS en 00480-6-2005 PDFDocument8 pagesBS en 00480-6-2005 PDFShan Sandaruwan AbeywardenePas encore d'évaluation
- Physics 2Document2 pagesPhysics 2MarcusKlahnTokoeJr.Pas encore d'évaluation
- Teco VFD Operating ManualDocument69 pagesTeco VFD Operating ManualStronghold Armory100% (1)
- Horizontal Cylindrical Steam Autoclave: Main FeaturesDocument2 pagesHorizontal Cylindrical Steam Autoclave: Main FeaturesMahroelPas encore d'évaluation
- G3616 Gas Engine Electrical System: Mids AdvisorDocument2 pagesG3616 Gas Engine Electrical System: Mids AdvisorDiego Ruben PalavecinoPas encore d'évaluation
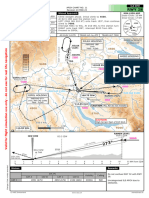
- LSZH Apch11 Rwy28 IlsDocument1 pageLSZH Apch11 Rwy28 Ilssamykarim2009Pas encore d'évaluation
- Faqs: Instant Credit Card Approval and IssuanceDocument1 pageFaqs: Instant Credit Card Approval and Issuancedaong_84Pas encore d'évaluation
- Kendriya Vidyalaya, Tagore Garden Recruitment of Contractual Teachers For The Session 2013-14Document8 pagesKendriya Vidyalaya, Tagore Garden Recruitment of Contractual Teachers For The Session 2013-14ombidasarPas encore d'évaluation
- IV-series-monitor Monitor Um 440gb GB WW 1027-3Document360 pagesIV-series-monitor Monitor Um 440gb GB WW 1027-3Quang DuyPas encore d'évaluation
- HIV Sero-Status and Risk Factors of Sero-Positivity of HIV Exposed Children Below Two Years of Age at Mityana General Hospital in Mityana District, UgandaDocument14 pagesHIV Sero-Status and Risk Factors of Sero-Positivity of HIV Exposed Children Below Two Years of Age at Mityana General Hospital in Mityana District, UgandaKIU PUBLICATION AND EXTENSIONPas encore d'évaluation
- IRGC (2021) - Spotlight - Risk Governance and The Rise of DeepfakesDocument4 pagesIRGC (2021) - Spotlight - Risk Governance and The Rise of DeepfakessaidPas encore d'évaluation
- PC Troubleshooting ExpertDocument44 pagesPC Troubleshooting ExpertLâm PhạmPas encore d'évaluation
- FGRU URAN 08.12.2015 Rev.02Document3 pagesFGRU URAN 08.12.2015 Rev.02Hitendra PanchalPas encore d'évaluation