Vous aimerez peut-être aussi
- Manual de Servicio Mitsubishi g54b PDFDocument53 pagesManual de Servicio Mitsubishi g54b PDFAbrahan Lopez100% (1)
- D8T - Technical NPIDocument85 pagesD8T - Technical NPImartina trujillo100% (5)
- Datum Compressor Cut PDFDocument1 pageDatum Compressor Cut PDFJ.SIVIRAPas encore d'évaluation
- Hoist ForkliftDocument12 pagesHoist ForkliftMamta RaybagePas encore d'évaluation
- Reciprocating Compressor Valve DesignDocument15 pagesReciprocating Compressor Valve Designsaikatchoudhuri100% (1)
- Driving Expander Technology: Atlas Copco Gas and Process SolutionsDocument24 pagesDriving Expander Technology: Atlas Copco Gas and Process Solutionskecskemet100% (4)
- 1 - Cylinder RingsDocument36 pages1 - Cylinder RingsVIJAYIOCL100% (1)
- Centrifugal Compressor Equipment InteractionDocument27 pagesCentrifugal Compressor Equipment Interactionmbabar81Pas encore d'évaluation
- API 682 John CraneDocument56 pagesAPI 682 John CraneWillian Figueroa100% (1)
- Process Engineering: Facts, Fiction and FablesD'EverandProcess Engineering: Facts, Fiction and FablesÉvaluation : 3 sur 5 étoiles3/5 (2)
- Centrifugal Compressor System InteractionDocument6 pagesCentrifugal Compressor System Interactionshivajireturns100% (1)
- Understanding Centrifugal Compressor Capacity ControlsDocument5 pagesUnderstanding Centrifugal Compressor Capacity Controlsjuancgr77100% (1)
- Design Procedure of Centrifugal CompressorsDocument16 pagesDesign Procedure of Centrifugal CompressorsSrujana KandagatlaPas encore d'évaluation
- Introduction To DGSDocument58 pagesIntroduction To DGSAan Sarkasi AmdPas encore d'évaluation
- Select The Right Compressor (CEP)Document15 pagesSelect The Right Compressor (CEP)Ari Firmansyah100% (1)
- 002 - Reciprocating CompressorDocument16 pages002 - Reciprocating CompressorMuhammad TariqPas encore d'évaluation
- Centrifugal Compressor Config-SelectionDocument44 pagesCentrifugal Compressor Config-SelectionRajiv Santhanam100% (2)
- Dry Gas Seal ContaminationDocument1 pageDry Gas Seal Contaminationuak107080100% (1)
- Dry Gas Seal Control SystemDocument9 pagesDry Gas Seal Control SystemnetozxPas encore d'évaluation
- Turboexpanders: CompressorsDocument4 pagesTurboexpanders: Compressorsdhanu_aquaPas encore d'évaluation
- NewLecture8 Centrifugal CompressorsDocument126 pagesNewLecture8 Centrifugal CompressorsKhalid Mahmood100% (1)
- Centrifugal Compressor OperationDocument5 pagesCentrifugal Compressor OperationAbdus Saboor Khalid100% (4)
- Reciprocating CompressorDocument7 pagesReciprocating CompressorAlphy Thomas100% (1)
- Compressor Seal Selection Justification t32-18Document12 pagesCompressor Seal Selection Justification t32-18Pedro Diaz100% (1)
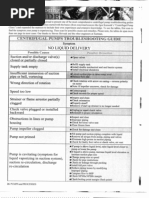
- Centrifugal Pump Troubleshooting GuideDocument10 pagesCentrifugal Pump Troubleshooting GuideSteve Sund100% (1)
- 6 Turbo-Expander Case History - EmersonDocument11 pages6 Turbo-Expander Case History - EmersonxinghustPas encore d'évaluation
- Centrifugal Compressor Training NotesDocument32 pagesCentrifugal Compressor Training Notesromadhinho50% (4)
- Article On Reciprocating CompressorDocument5 pagesArticle On Reciprocating CompressorKeith Contreras100% (2)
- Dry Gas Seal - BasicDocument11 pagesDry Gas Seal - BasicRameez SaidPas encore d'évaluation
- TAMU Compressor SelectionDocument8 pagesTAMU Compressor SelectionAdnan RajkotwalaPas encore d'évaluation
- Compressor How To Select For Varios Services (HP)Document2 pagesCompressor How To Select For Varios Services (HP)Ricardo BecPas encore d'évaluation
- Compressor Valves - Questions and Answers How and Why Compressor Valves FailDocument8 pagesCompressor Valves - Questions and Answers How and Why Compressor Valves Failbinu vaPas encore d'évaluation
- What Is A Centrifugal Compressor SurgeDocument8 pagesWhat Is A Centrifugal Compressor SurgeMaruthiramPas encore d'évaluation
- Bypass Method For Recip Compressor Capacity ControlDocument4 pagesBypass Method For Recip Compressor Capacity Controlel mouatez billah messiniPas encore d'évaluation
- CENTRIFUGAL COMPRESSOR GUIDEDocument33 pagesCENTRIFUGAL COMPRESSOR GUIDERizwan Bangash50% (2)
- Understanding Centrifugal Compressor - Equipment InteractionDocument12 pagesUnderstanding Centrifugal Compressor - Equipment Interactionsoumya19800000000Pas encore d'évaluation
- Gas Compressor GuideDocument6 pagesGas Compressor GuideNicolas LuchmunPas encore d'évaluation
- Centrigual Compressors Course - Very Good PDFDocument91 pagesCentrigual Compressors Course - Very Good PDFVILLANUEVA_DANIEL2064100% (1)
- Gas Seal IntroductionDocument10 pagesGas Seal IntroductionIjatnaim Isa100% (1)
- Selection of Gas Compressor-2Document5 pagesSelection of Gas Compressor-2dhanu_aquaPas encore d'évaluation
- Dry Gas Versus Wet Gas Compressor Seals PDFDocument5 pagesDry Gas Versus Wet Gas Compressor Seals PDFMANSIPas encore d'évaluation
- Steam Flow Through Safety Valve Vent PipesDocument11 pagesSteam Flow Through Safety Valve Vent PipesminhphuongphamPas encore d'évaluation
- Dry Gas Seals 101 - PresentationDocument52 pagesDry Gas Seals 101 - Presentationrico.fortuna78% (9)
- Recip. Comp ECDPDocument51 pagesRecip. Comp ECDPSkydriver Paul100% (1)
- Specification - Importance of Getting Them RightDocument6 pagesSpecification - Importance of Getting Them RightAnonymous QSfDsVxjZPas encore d'évaluation
- Centrifugal CompressorDocument13 pagesCentrifugal CompressorKha Mn83% (6)
- Mechanical Seal Principles Chesterton)Document6 pagesMechanical Seal Principles Chesterton)Joon EeoPas encore d'évaluation
- Dry Gas Seal For CompressorsDocument15 pagesDry Gas Seal For CompressorsHoney Tiwari100% (2)
- Intro To Centrifugal Compressor ComponentsDocument7 pagesIntro To Centrifugal Compressor ComponentsMuhammad Ridhwan100% (2)
- Pump SealsDocument10 pagesPump Sealspaul_brightPas encore d'évaluation
- Advances in Dry Gas Seal Technology For CompressorDocument5 pagesAdvances in Dry Gas Seal Technology For CompressorsurawutwijarnPas encore d'évaluation
- Full Load Test ExpanderDocument8 pagesFull Load Test Expanderdhanu_aquaPas encore d'évaluation
- Evaluate centrifugal compressor performanceDocument8 pagesEvaluate centrifugal compressor performanceAnonymous yLPPdPwPas encore d'évaluation
- Reciprocating Comp.Document137 pagesReciprocating Comp.Anonymous ffje1rpa100% (1)
- API Seal Plans 52 and 53 A/BDocument21 pagesAPI Seal Plans 52 and 53 A/BvenkeekuPas encore d'évaluation
- Learn To Effectively Operate and Maintain Pumps. CEP, Dec-2011 PDFDocument6 pagesLearn To Effectively Operate and Maintain Pumps. CEP, Dec-2011 PDFSanjay GuptaPas encore d'évaluation
- How To Estimate Compressor Efficiency - Campbell Tip of The Month PDFDocument7 pagesHow To Estimate Compressor Efficiency - Campbell Tip of The Month PDFOa ChirkutPas encore d'évaluation
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineD'EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineÉvaluation : 5 sur 5 étoiles5/5 (1)
- Design and Analysis of Centrifugal CompressorsD'EverandDesign and Analysis of Centrifugal CompressorsPas encore d'évaluation
- Pump Wisdom: Problem Solving for Operators and SpecialistsD'EverandPump Wisdom: Problem Solving for Operators and SpecialistsPas encore d'évaluation
- Energy and Process Optimization for the Process IndustriesD'EverandEnergy and Process Optimization for the Process IndustriesPas encore d'évaluation
- ZA65 Parts Illustration GuideDocument3 pagesZA65 Parts Illustration GuideNikolche MitrikjevskiPas encore d'évaluation
- Poros EditDocument31 pagesPoros EditFahreza MasyudiPas encore d'évaluation
- SSL Comparison List/ TECH - DETAILS OF SKID STEER LOADERSDocument80 pagesSSL Comparison List/ TECH - DETAILS OF SKID STEER LOADERSHuseyin TASKINPas encore d'évaluation
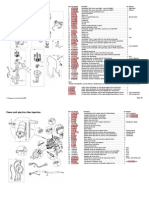
- Manuel Americain 650 Annee 2000Document193 pagesManuel Americain 650 Annee 2000Zeka OusixPas encore d'évaluation
- Prospekt RSNC enDocument6 pagesProspekt RSNC encroplaninecPas encore d'évaluation
- Pulleys1 1Document87 pagesPulleys1 1Alejandro VillarroelPas encore d'évaluation
- 3054C Power CurvC2164CDocument3 pages3054C Power CurvC2164CElías Cesar AcuñaPas encore d'évaluation
- Cargador Frontal WA470-6 en Ingles PDFDocument1 765 pagesCargador Frontal WA470-6 en Ingles PDFguillermo100% (4)
- TR Cat Ramob STD Eng R02 4 PDFDocument44 pagesTR Cat Ramob STD Eng R02 4 PDFkaribean007Pas encore d'évaluation
- Windrock 6320 Diesel BrochureDocument4 pagesWindrock 6320 Diesel BrochureLazzarus Az GunawanPas encore d'évaluation
- Ex110 (697na Bsii 2016) PDFDocument32 pagesEx110 (697na Bsii 2016) PDFGyanprakash ChauhanPas encore d'évaluation
- Ebook1 Quiz AnswersDocument20 pagesEbook1 Quiz Answerssayyadmannan75% (4)
- Essential Guide to Air CompressorsDocument59 pagesEssential Guide to Air Compressorsommech2020Pas encore d'évaluation
- Screw Conveyor CalculationDocument3 pagesScrew Conveyor CalculationS AdePas encore d'évaluation
- ALCO - Catalogue PDFDocument256 pagesALCO - Catalogue PDFClaudiu PopicaPas encore d'évaluation
- GTC 700exDocument16 pagesGTC 700exMuhaiminPas encore d'évaluation
- 01 Poljak Et AlDocument12 pages01 Poljak Et AlNithin D'souzaPas encore d'évaluation
- J Timers and Control RelaysDocument40 pagesJ Timers and Control RelaysRICHARDSIBANDAPas encore d'évaluation
- Generator BrochureDocument32 pagesGenerator BrochuresudiPas encore d'évaluation
- طراحی پایپینگ اطراف پمپ هاDocument25 pagesطراحی پایپینگ اطراف پمپ هاMorteza DianatfarPas encore d'évaluation
- Gear Coupling Selection Guide & SpecificationsDocument3 pagesGear Coupling Selection Guide & SpecificationsmahaveenPas encore d'évaluation
- AX 100cc PDFDocument149 pagesAX 100cc PDFwilliamPas encore d'évaluation
- DG1838 ME Data SheetDocument1 pageDG1838 ME Data SheetAlmaPas encore d'évaluation
- Irjet V4i4801Document6 pagesIrjet V4i4801vicky CJPas encore d'évaluation
- 10 Electrical and InstrumentsDocument19 pages10 Electrical and InstrumentsAlberto BuonamiciPas encore d'évaluation
- Mercruiser Repower GuideDocument204 pagesMercruiser Repower GuideansimicPas encore d'évaluation
- Jawa Model 207 Owners ManualDocument12 pagesJawa Model 207 Owners ManualMiloslav TortorPas encore d'évaluation