Vous aimerez peut-être aussi
- Tanhov Industrial Co.,Ltd: ITP (Inspection and Test Plan) FOR PRVDocument2 pagesTanhov Industrial Co.,Ltd: ITP (Inspection and Test Plan) FOR PRVUmair AwanPas encore d'évaluation
- Laporan Soil TestDocument11 pagesLaporan Soil TestMarvan Audy BurikoPas encore d'évaluation
- ITP - 003 - Rotating Equipment - IFRDocument3 pagesITP - 003 - Rotating Equipment - IFRMari Belajar100% (1)
- Field Joint Coating Installation ProcedureDocument2 pagesField Joint Coating Installation Procedureunix manPas encore d'évaluation
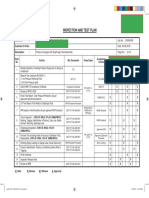
- ITPDocument1 pageITPVenkatesh PethurajPas encore d'évaluation
- TP-01Hydrostatic Test Cover SheetDocument4 pagesTP-01Hydrostatic Test Cover SheetAnonymous GaMb5H52100% (1)
- QATAR Pin Braze pdfr1Document14 pagesQATAR Pin Braze pdfr1Karunanithi NagarajanPas encore d'évaluation
- A05 004 Inspection Test Plan Shell Tube Heat Exchangers 5 210D HA 01 A B C D PDFDocument14 pagesA05 004 Inspection Test Plan Shell Tube Heat Exchangers 5 210D HA 01 A B C D PDFfdfazfzPas encore d'évaluation
- Vessel Final BoxDocument14 pagesVessel Final Boxmanoj thakkarPas encore d'évaluation
- (WPQL) : Welder / Welding Operation Performance Qualified ListDocument2 pages(WPQL) : Welder / Welding Operation Performance Qualified ListTrương Đông HưngPas encore d'évaluation
- Punch List Report: Client Date Project No. Discipline Location Date of InspectionDocument1 pagePunch List Report: Client Date Project No. Discipline Location Date of InspectionHanuman RaoPas encore d'évaluation
- Pipe Fabrication Brochure CompressedDocument2 pagesPipe Fabrication Brochure CompressedLeDzungPas encore d'évaluation
- Specification For 3 Layer Polyethylene CoatingDocument34 pagesSpecification For 3 Layer Polyethylene CoatingYogesh BaraskarPas encore d'évaluation
- ITP's and ITR's A Necessary - Monster - PDFDocument5 pagesITP's and ITR's A Necessary - Monster - PDFshastri85Pas encore d'évaluation
- Ug PipingDocument1 pageUg PipingVinoth KumarPas encore d'évaluation
- Test Pack Flow / Control Log: Punch List / Inspection Prior For Hydro TestDocument2 pagesTest Pack Flow / Control Log: Punch List / Inspection Prior For Hydro Testsyedahmad39Pas encore d'évaluation
- 1242352015di400100 D1Document6 pages1242352015di400100 D1Cristinel NechiforPas encore d'évaluation
- A-Qac-Pro-730-38930 Rev ADocument10 pagesA-Qac-Pro-730-38930 Rev ARamzi ZoghlamiPas encore d'évaluation
- Procédure MTDocument11 pagesProcédure MTAslaouiPas encore d'évaluation
- T-14.427.475 Work Method Statement For Construction of Abutment and Slope Protection Works - 210623Document77 pagesT-14.427.475 Work Method Statement For Construction of Abutment and Slope Protection Works - 210623JosiahPas encore d'évaluation
- A-Method Statement Painting and Touch-Up Painting For Furnace-CDocument20 pagesA-Method Statement Painting and Touch-Up Painting For Furnace-CTrương Đông HưngPas encore d'évaluation
- Specification FOR Painting: Vietnam Oil and Gas Group Long Phu 1 Thermal Power Plant ProjectDocument37 pagesSpecification FOR Painting: Vietnam Oil and Gas Group Long Phu 1 Thermal Power Plant ProjectLy Thanh HaPas encore d'évaluation
- Heat Shrink ProcedureDocument7 pagesHeat Shrink ProcedureBabar Manzoor GhauriPas encore d'évaluation
- Tepng Onshore Const Itt Project Quality PlanDocument45 pagesTepng Onshore Const Itt Project Quality PlanTrustEmmaPas encore d'évaluation
- Inspection Engineer - Senior Welding - Arunkumar Andavar - CVDocument7 pagesInspection Engineer - Senior Welding - Arunkumar Andavar - CVArun KumarPas encore d'évaluation
- MS For HDPE Pipes Laying ActivityDocument7 pagesMS For HDPE Pipes Laying ActivityJust Do LovePas encore d'évaluation
- Project Name: Repair of Afam Vi Boiler (HRSG) Evaporator TubesDocument12 pagesProject Name: Repair of Afam Vi Boiler (HRSG) Evaporator TubesLeann WeaverPas encore d'évaluation
- Job Procedure For Hot Insulation Work of Piping & Equipment1Document13 pagesJob Procedure For Hot Insulation Work of Piping & Equipment1ravi00098100% (1)
- PP1-2M90-1043-006 - B - Inspection Test Plan - CODE B PDFDocument5 pagesPP1-2M90-1043-006 - B - Inspection Test Plan - CODE B PDFfreeman11072000Pas encore d'évaluation
- Damage ReportDocument1 pageDamage ReportAMG Co.100% (1)
- Method Statement-HDPE-MWSPDocument16 pagesMethod Statement-HDPE-MWSPKumar AbhishekPas encore d'évaluation
- Cold Forming ProcedureDocument5 pagesCold Forming ProcedureMassimo FumarolaPas encore d'évaluation
- MM ZTK 1a ZPQ Qua TPN 8055 Rev.a1Document13 pagesMM ZTK 1a ZPQ Qua TPN 8055 Rev.a1sfd640Pas encore d'évaluation
- Piping Fabrication and Installation Procedure: Doc. No Rev. No DateDocument24 pagesPiping Fabrication and Installation Procedure: Doc. No Rev. No DateMechanical Static WRKPas encore d'évaluation
- Weld Identification Record FormDocument2 pagesWeld Identification Record FormDimitris NikouPas encore d'évaluation
- DPT ProcedureDocument4 pagesDPT ProcedureRohit Attri100% (1)
- R057-Ac-It-002 (C) - Inspection and Test Plan For Pipe SpoolDocument16 pagesR057-Ac-It-002 (C) - Inspection and Test Plan For Pipe SpooldharwinPas encore d'évaluation
- Idc-000-Mgp-Onp-Pro-005518en-01 Weld NumberingDocument18 pagesIdc-000-Mgp-Onp-Pro-005518en-01 Weld NumberingJovan Poznan100% (1)
- Itp - 002 - Duct Installation - IfrDocument3 pagesItp - 002 - Duct Installation - IfrMari BelajarPas encore d'évaluation
- Inspection Test Plan (Itp) at Shop: Remark No DescriptionDocument2 pagesInspection Test Plan (Itp) at Shop: Remark No Descriptionanang_pri100% (1)
- FInal QAP HDPE WeldingDocument2 pagesFInal QAP HDPE Weldingkannagi198Pas encore d'évaluation
- Daily Report: 03 YG 00400 20-Jun-2017 Tuesday DPR-384Document4 pagesDaily Report: 03 YG 00400 20-Jun-2017 Tuesday DPR-384mcgPas encore d'évaluation
- WPS Sa 517Document2 pagesWPS Sa 517DHANANNJAI SINGH -Pas encore d'évaluation
- O252-PI-SP-0126 - C04 - Specification For PaintingDocument26 pagesO252-PI-SP-0126 - C04 - Specification For PaintingBestun AhmedPas encore d'évaluation
- MS For High Pressure Leak TestDocument10 pagesMS For High Pressure Leak TestNijo Jose100% (1)
- Gate Installation ReportDocument3 pagesGate Installation ReportKumar AbhishekPas encore d'évaluation
- Iooc Idhc BPD Ins Pro 007 R4Document8 pagesIooc Idhc BPD Ins Pro 007 R4Fatholla SalehiPas encore d'évaluation
- SAIC-W-2077 Weld Joint Identification SystemDocument1 pageSAIC-W-2077 Weld Joint Identification Systemkarioke mohaPas encore d'évaluation
- Electrode Test Record E6010Document9 pagesElectrode Test Record E6010Veeraraghavan GuruPas encore d'évaluation
- DOD-ITP - INS-008-ITP FOR Installation and Testing of Fiber Optic Cable - Rev.0Document2 pagesDOD-ITP - INS-008-ITP FOR Installation and Testing of Fiber Optic Cable - Rev.0Bharathi100% (1)
- PLF-PRC-015 - R0 - Pipeline Dimensional Procedure and Pre-Execution ChecklistDocument40 pagesPLF-PRC-015 - R0 - Pipeline Dimensional Procedure and Pre-Execution ChecklistHafiz YunusPas encore d'évaluation
- Prosedur Penetran TestingDocument11 pagesProsedur Penetran TestingIkhsan DalimunthePas encore d'évaluation
- MSOG-QAQC-F-19 Welder Qualification Test (WQT) SummaryDocument1 pageMSOG-QAQC-F-19 Welder Qualification Test (WQT) SummaryMohd SaffririzalPas encore d'évaluation
- LREF-00-VDR-BBB-PR-20-0020-A4 Procedure For Process Piping Golden Joint Fabrication, Inspection, and Final AcceptanceDocument10 pagesLREF-00-VDR-BBB-PR-20-0020-A4 Procedure For Process Piping Golden Joint Fabrication, Inspection, and Final AcceptanceNauval Labiby Noor MohammadPas encore d'évaluation
- SA04C2-00-MET-MS-00007 MS Excavation and BackfillingDocument47 pagesSA04C2-00-MET-MS-00007 MS Excavation and BackfillingABAID ULLAHPas encore d'évaluation
- Nqd-Valve Installation ReportDocument21 pagesNqd-Valve Installation ReportprathameshPas encore d'évaluation
- HSVC Ol1/ Zone 2 Hydro Test Organization Chart: PhoneDocument4 pagesHSVC Ol1/ Zone 2 Hydro Test Organization Chart: PhoneTuấn PhạmPas encore d'évaluation
- QAP For Ducting V1 R0Document1 pageQAP For Ducting V1 R0Hema NandhPas encore d'évaluation
- Itp For Re-Slurry Tank - R-1Document8 pagesItp For Re-Slurry Tank - R-1Rejoy babyPas encore d'évaluation
- Qa&Qc-frm-0021 Quality Inspection Plan - Static Equipment-1Document3 pagesQa&Qc-frm-0021 Quality Inspection Plan - Static Equipment-1Ali Haider100% (1)
- WrittenReport Kiehl'sDocument41 pagesWrittenReport Kiehl'sNguyễn Hữu Gia HuyPas encore d'évaluation
- Project Plant Pals Operations & Training PlanDocument3 pagesProject Plant Pals Operations & Training PlanRandhir SwarnkarPas encore d'évaluation
- Knowledge Areas and Life Cycle of Project Management: BSIT-6Document27 pagesKnowledge Areas and Life Cycle of Project Management: BSIT-6Shopify SEOPas encore d'évaluation
- Test Bank For Contemporary Advertising 16th Edition William Arens Michael WeigoldDocument33 pagesTest Bank For Contemporary Advertising 16th Edition William Arens Michael Weigoldtonyriddlekjqofewcmi100% (32)
- Summer Internship Project: 2020-2022 SIP ProposalDocument3 pagesSummer Internship Project: 2020-2022 SIP ProposalRashi GhoshPas encore d'évaluation
- B-KAY Tech CaseDocument2 pagesB-KAY Tech Caseammi890Pas encore d'évaluation
- XPersys Balanced ScorecardDocument3 pagesXPersys Balanced Scorecardprincess QPas encore d'évaluation
- DaburDocument13 pagesDaburSWETA GOGOI-DM 21DM205Pas encore d'évaluation
- Analysis of Perfectly Competitive MarketDocument10 pagesAnalysis of Perfectly Competitive MarketSharif HassanPas encore d'évaluation
- Nike Sprints Ahead of Competition But Still Has A Long Way To RunDocument14 pagesNike Sprints Ahead of Competition But Still Has A Long Way To Rundollie100% (8)
- Sales and MarketingDocument14 pagesSales and MarketingPawar Shirish PrakashPas encore d'évaluation
- Mes LayerDocument59 pagesMes LayerhoaianPas encore d'évaluation
- Chapter 10 Quality Teamwork EmpowermentDocument4 pagesChapter 10 Quality Teamwork EmpowermentSheena RodriguezPas encore d'évaluation
- Chapter 01 - INCOTERMS 2000 - 2010 - 2020Document100 pagesChapter 01 - INCOTERMS 2000 - 2010 - 2020Anh NguyễnPas encore d'évaluation
- Hi! We Are Valtech - Absolunet: Ecommerce IntelligenceDocument21 pagesHi! We Are Valtech - Absolunet: Ecommerce IntelligenceJuan David PerafánPas encore d'évaluation
- Cutting-Plane Method: Gomory's CutDocument5 pagesCutting-Plane Method: Gomory's CutGulieMagdaPas encore d'évaluation
- Module 3 - Mature Business Analysis Practices v.2Document62 pagesModule 3 - Mature Business Analysis Practices v.2Alvaro SotomayorPas encore d'évaluation
- Quality Parts Case StudyDocument2 pagesQuality Parts Case StudyEngr Arslan RazaPas encore d'évaluation
- SCM (G4)Document13 pagesSCM (G4)gautamPas encore d'évaluation
- Marketing PlanDocument4 pagesMarketing PlanEunice S.Pas encore d'évaluation
- My DVC My Voice: Write Back Time Management Learning Curve Temporary Staffing Value Page Good ConductDocument8 pagesMy DVC My Voice: Write Back Time Management Learning Curve Temporary Staffing Value Page Good Conductlaloo01Pas encore d'évaluation
- Marketing Project On Magnum and CornettoDocument37 pagesMarketing Project On Magnum and CornettoMalik Muhammad Bilal50% (2)
- Continuous Process Improvement MethodsDocument76 pagesContinuous Process Improvement MethodsRahulPas encore d'évaluation
- AnswersDocument49 pagesAnswersLawry Enzo100% (3)
- C4 - DPM20033 EditedDocument6 pagesC4 - DPM20033 EditedDaksha queenPas encore d'évaluation
- Determinants of Brand Loyalty: A Study of The Experience-Commitment-Loyalty ConstructsDocument12 pagesDeterminants of Brand Loyalty: A Study of The Experience-Commitment-Loyalty ConstructsVinh VũPas encore d'évaluation
- Marketing Cheat SheetDocument3 pagesMarketing Cheat SheetCharlotte GillandersPas encore d'évaluation
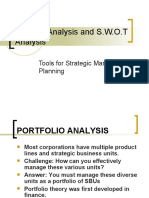
- Portfolio Analysis and SWOTDocument14 pagesPortfolio Analysis and SWOTTera KiddPas encore d'évaluation
- Study of Foreign Trade in InidaDocument11 pagesStudy of Foreign Trade in InidaAYUSHI PATELPas encore d'évaluation
- MCQ On Plant LayoutDocument3 pagesMCQ On Plant LayoutMohan KumarPas encore d'évaluation