Vous aimerez peut-être aussi
- Gto Investment Climate Aug 04 (Westlb)Document21 pagesGto Investment Climate Aug 04 (Westlb)VictorFaucheretPas encore d'évaluation
- Science of Pyramid Energy PDFDocument105 pagesScience of Pyramid Energy PDFVictorFaucheret100% (1)
- Never Worry About Disease Again SlidesDocument51 pagesNever Worry About Disease Again SlidesVictorFaucheret100% (2)
- Chilliwack PotableWaterChemicalAnalysis 2017pdfDocument8 pagesChilliwack PotableWaterChemicalAnalysis 2017pdfVictorFaucheretPas encore d'évaluation
- Halogen Dimmer PDFDocument1 pageHalogen Dimmer PDFVictorFaucheretPas encore d'évaluation
- ElFinaldelaCaída RecuperaciónWIR2005Document1 pageElFinaldelaCaída RecuperaciónWIR2005VictorFaucheretPas encore d'évaluation
- Gto GM Intro To Puerto Interior Oct 04Document12 pagesGto GM Intro To Puerto Interior Oct 04VictorFaucheretPas encore d'évaluation
- OECD Trends&RecentDevelopmentsFDI June06Document26 pagesOECD Trends&RecentDevelopmentsFDI June06VictorFaucheretPas encore d'évaluation
- FDI&Maquiladora Méx 97 04 WIR2005Document1 pageFDI&Maquiladora Méx 97 04 WIR2005VictorFaucheretPas encore d'évaluation
- FDI Brief UNCTAD 06Document2 pagesFDI Brief UNCTAD 06VictorFaucheretPas encore d'évaluation
- Canadian Benefits Scorecard 2005 eDocument4 pagesCanadian Benefits Scorecard 2005 eVictorFaucheretPas encore d'évaluation
- FDI Trends2006 2007 UnctadDocument16 pagesFDI Trends2006 2007 UnctadVictorFaucheretPas encore d'évaluation
- Map of The CreatorDocument7 pagesMap of The CreatorVictorFaucheretPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- New Mantra: 8/14/2020 Prof Jayaraman K Competency in ICET 1Document56 pagesNew Mantra: 8/14/2020 Prof Jayaraman K Competency in ICET 1Sreejith S NairPas encore d'évaluation
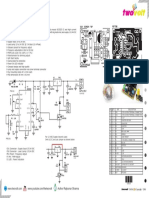
- Pre-Amplifier Circuit DiagramDocument2 pagesPre-Amplifier Circuit DiagramrigaboPas encore d'évaluation
- Loading Movement IndicationDocument38 pagesLoading Movement IndicationSaud DhopawnkarPas encore d'évaluation
- 1 - 30 - VLSI Major Project Titles List 2021Document3 pages1 - 30 - VLSI Major Project Titles List 2021Chakhila 123Pas encore d'évaluation
- List of Designated Connection Points Name of Substation/ Power Station at The ConnectionDocument5 pagesList of Designated Connection Points Name of Substation/ Power Station at The Connection李雨Pas encore d'évaluation
- METHODOLOGYDocument4 pagesMETHODOLOGYRaselle EbojoPas encore d'évaluation
- Instalation Guide SecantDocument53 pagesInstalation Guide SecantFranPas encore d'évaluation
- Water Spray Test DeviceDocument9 pagesWater Spray Test DeviceLisun GroupPas encore d'évaluation
- Ficha Tecnica E70 enDocument23 pagesFicha Tecnica E70 enAyan MajiPas encore d'évaluation
- 74LS190Document10 pages74LS190nukachPas encore d'évaluation
- Lecture Note 01 - Introduction and The History of MicroprocessorsDocument74 pagesLecture Note 01 - Introduction and The History of MicroprocessorsPANDHU ARDI PRASETYOPas encore d'évaluation
- Crystal Slant CabinetDocument32 pagesCrystal Slant Cabinet張斯朗Pas encore d'évaluation
- Reyes Exp2 PDFDocument9 pagesReyes Exp2 PDFHero CoursePas encore d'évaluation
- 2.0 Annexure A, I, II and V Has Been Amended As Under Instead of ExistingDocument42 pages2.0 Annexure A, I, II and V Has Been Amended As Under Instead of Existingsri_lntPas encore d'évaluation
- Iec-61082 2 PDFDocument84 pagesIec-61082 2 PDFGabriel Cardozo83% (6)
- Instruction Manual Руководство по эксплуатации: 4-209-278-21 (1) CECH-2508BDocument116 pagesInstruction Manual Руководство по эксплуатации: 4-209-278-21 (1) CECH-2508Bbest bestPas encore d'évaluation
- DC System PowerMaster1Document192 pagesDC System PowerMaster1aladin namlunPas encore d'évaluation
- Collins Catalog 1961 OCR Page 0014Document1 pageCollins Catalog 1961 OCR Page 0014Christian CespedesPas encore d'évaluation
- Investigation of Wi-Fi (Esp8266) Module and Application To An Audio Signal Transmission by Tatap PeretsDocument59 pagesInvestigation of Wi-Fi (Esp8266) Module and Application To An Audio Signal Transmission by Tatap Peretsnestor martourezPas encore d'évaluation
- Ce Series Ce Series Ce Series Ce Series Ce Series: Service ManualDocument581 pagesCe Series Ce Series Ce Series Ce Series Ce Series: Service ManualΠΕΤΡΟΣ ΛΟΥΚΑΣPas encore d'évaluation
- Flyg Publ Dok c2 History 070226 PDFDocument86 pagesFlyg Publ Dok c2 History 070226 PDFПриходько РомаPas encore d'évaluation
- What Is ContactorDocument7 pagesWhat Is ContactorDilip Gangopadhyay100% (1)
- TAIKAI Group-CompressedDocument27 pagesTAIKAI Group-CompressedGV TPas encore d'évaluation
- Moving Iron Instruments: Type Iq 48 Iq Iq 96Document1 pageMoving Iron Instruments: Type Iq 48 Iq Iq 96AkmalPas encore d'évaluation
- A Circularly Polarized 3-D Printed Dielectric Transmitarray Antenna at Millimeter-Wave BandDocument5 pagesA Circularly Polarized 3-D Printed Dielectric Transmitarray Antenna at Millimeter-Wave BandMahrukh BalochPas encore d'évaluation
- 100 TOP COMMUNICATION SYSTEMS Questions and Answers PDF COMMUNICATION SYSTEMS QuestionsDocument18 pages100 TOP COMMUNICATION SYSTEMS Questions and Answers PDF COMMUNICATION SYSTEMS QuestionsEr PavankumarPas encore d'évaluation
- Electric Gas Valve and Manual Reset Relay: FeaturesDocument2 pagesElectric Gas Valve and Manual Reset Relay: FeaturesAnonymous kdFzbQ4jfPas encore d'évaluation
- 240w BenQ Solar PanelDocument2 pages240w BenQ Solar PanelSolarisVPPas encore d'évaluation
- Manual Leviathan-V2.7Document20 pagesManual Leviathan-V2.7Javier GarciaPas encore d'évaluation
- 50471071M - Tilly 1Document120 pages50471071M - Tilly 1Nate Dimple-MaxPas encore d'évaluation