Vous aimerez peut-être aussi
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosD'EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosPas encore d'évaluation
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoD'EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoÉvaluation : 5 sur 5 étoiles5/5 (1)
- T3 Tratamientos TermicosDocument11 pagesT3 Tratamientos TermicosJuan ChapacaPas encore d'évaluation
- Tratamientos Termicos PDFDocument3 pagesTratamientos Termicos PDFElvert M. Casa ChoquePas encore d'évaluation
- Tratamientos Termicos, Procesos de Fabricacion, AGUSTIN SUAREZ VELAZQUEZDocument8 pagesTratamientos Termicos, Procesos de Fabricacion, AGUSTIN SUAREZ VELAZQUEZAgustin SuarezPas encore d'évaluation
- Tratamientos Térmicos y RevenidoDocument12 pagesTratamientos Térmicos y Revenidoangel139Pas encore d'évaluation
- Tratamientos TermicosDocument5 pagesTratamientos TermicosCesar EspinozaPas encore d'évaluation
- Tratamientos Térmicos de Los MaterialesDocument8 pagesTratamientos Térmicos de Los MaterialesNayaryt MartínezPas encore d'évaluation
- Teoria Tratamientos Termoquímicos - Segunda ParteDocument9 pagesTeoria Tratamientos Termoquímicos - Segunda PartePROF - David LaparraPas encore d'évaluation
- Practica 7 RevenidoDocument5 pagesPractica 7 RevenidoEmiliano Lozano BuenrrostroPas encore d'évaluation
- Producto Academico N°3Document6 pagesProducto Academico N°3ARIANA MARICIELO HUAMANCHUMO BERNEDO67% (3)
- Tarea No. 8 Tratamientos Térmicos en CadenasDocument4 pagesTarea No. 8 Tratamientos Térmicos en CadenasJose Luis Aguilera100% (1)
- Lab5 Tratamientos TérmicosDocument11 pagesLab5 Tratamientos TérmicosCésar SánchezPas encore d'évaluation
- Tratamientos Termicos Aplicados Al AceroDocument8 pagesTratamientos Termicos Aplicados Al AceroMiguel TorresPas encore d'évaluation
- Calsificación de Los Tratamientos TérmicosDocument5 pagesCalsificación de Los Tratamientos TérmicosURIEL HERNANDEZPas encore d'évaluation
- Tratamientos Térmicos de Los MetalesDocument5 pagesTratamientos Térmicos de Los MetalesAngel PerezPas encore d'évaluation
- Mecanizado Tratamientos Termicos CLASSROOM - OdtDocument12 pagesMecanizado Tratamientos Termicos CLASSROOM - OdtKevin josue lima villamarPas encore d'évaluation
- Tratamientos TérmicosDocument7 pagesTratamientos TérmicosMonokuma OsoPas encore d'évaluation
- ACERO 1045 TempladoDocument14 pagesACERO 1045 Templadowilson100% (1)
- Investigar Los Conceptos Fundamentales Del Tratamiento TérmicoDocument3 pagesInvestigar Los Conceptos Fundamentales Del Tratamiento TérmicoRamiro alexis gacia lopezPas encore d'évaluation
- End ExposcionDocument11 pagesEnd ExposcionViviana Contreras CzPas encore d'évaluation
- Tratamientos Termicos y TermoquimicosDocument10 pagesTratamientos Termicos y TermoquimicosTamara de la VegaPas encore d'évaluation
- Taller de Tratamientos TermicosDocument11 pagesTaller de Tratamientos TermicosUriel Carbal Ortega100% (1)
- Caballero Morales Edwin YairDocument7 pagesCaballero Morales Edwin YairAnonymous RMxluhB08Pas encore d'évaluation
- Marco Teorico MetalurigiaDocument13 pagesMarco Teorico MetalurigiaHenry CardonaPas encore d'évaluation
- Tratamientos Térmicos de Metales FérrososDocument6 pagesTratamientos Térmicos de Metales FérrososRafael Alegre0% (1)
- Concepto y Características de Los Tratamientos TérmicosDocument6 pagesConcepto y Características de Los Tratamientos TérmicosJesus Omar Salazar RodriguezPas encore d'évaluation
- Tratamientos Termicos - Martinez Sanchez Laura - Trabajo FinalDocument18 pagesTratamientos Termicos - Martinez Sanchez Laura - Trabajo FinalLaura Martinez SanchezPas encore d'évaluation
- Tratamientos Térmicos de Los MaterialesDocument4 pagesTratamientos Térmicos de Los Materialesangel139Pas encore d'évaluation
- Cruz Lopez Eduardo Tratamientos TermicosDocument11 pagesCruz Lopez Eduardo Tratamientos TermicosEduardo CLPas encore d'évaluation
- Universidad Nacional San Luis Gonzasssga de IcaDocument6 pagesUniversidad Nacional San Luis Gonzasssga de IcaSmith RiveraPas encore d'évaluation
- Qué Es Un Tratamiento TérmicoDocument4 pagesQué Es Un Tratamiento TérmicoAlexis MillanPas encore d'évaluation
- Endurecimiento Por DeformaciónDocument16 pagesEndurecimiento Por DeformaciónnayemiauPas encore d'évaluation
- Tratamiento TermicoDocument25 pagesTratamiento Termicogtrin15Pas encore d'évaluation
- 13 Tratamientos TermicosDocument31 pages13 Tratamientos TermicosJeremy Saez YaroPas encore d'évaluation
- Resumen de Charla ConferenciaDocument9 pagesResumen de Charla ConferenciaJulio Cesar HSPas encore d'évaluation
- Tratamientos Térmicos - Alex Ortega - 4to MecatrónicaDocument16 pagesTratamientos Térmicos - Alex Ortega - 4to MecatrónicaTattys RosePas encore d'évaluation
- Tratamiento Termico Del AceroDocument4 pagesTratamiento Termico Del Aceromalemar92100% (2)
- Resumen Tratamientos TérmicosDocument8 pagesResumen Tratamientos TérmicosJudas Toledo CotaPas encore d'évaluation
- TRATAMIENTOS TermicosDocument41 pagesTRATAMIENTOS TermicosAles PeresPas encore d'évaluation
- Tratamiento Térmico Del AceroDocument22 pagesTratamiento Térmico Del Acerojuan perezPas encore d'évaluation
- Tratamientos TermicosDocument32 pagesTratamientos TermicosJulio Eduardo López QuinteroPas encore d'évaluation
- Resumen Unidad 2 PCDocument7 pagesResumen Unidad 2 PCjosue venadoPas encore d'évaluation
- Tratamientos TérmicosDocument8 pagesTratamientos Térmicosjuliocaro95% (19)
- Practica 9 - Temple y Revenido (Jominy)Document11 pagesPractica 9 - Temple y Revenido (Jominy)Juan Diego CardonaPas encore d'évaluation
- Sintesis de Tratamientos TermicosDocument5 pagesSintesis de Tratamientos TermicosJosue TreviñoPas encore d'évaluation
- Informe MetalografiaDocument20 pagesInforme MetalografiaIfigenia OsechePas encore d'évaluation
- Tratamientos TérmicosDocument24 pagesTratamientos TérmicosKarene BarralesPas encore d'évaluation
- Tratamientos TérmicosDocument28 pagesTratamientos TérmicostaniaPas encore d'évaluation
- Tratamiento TérmicoDocument3 pagesTratamiento TérmicoJaime Moises Benavides Chi-ñasPas encore d'évaluation
- Recocido Del AceroDocument7 pagesRecocido Del AceroVladi HasakiPas encore d'évaluation
- Semana 05 - S1Document39 pagesSemana 05 - S1Álvaro Jesús Camarena RamírezPas encore d'évaluation
- Tratamientos Térmicos 2Document9 pagesTratamientos Térmicos 2jaimmepsPas encore d'évaluation
- RavenidoDocument9 pagesRavenidoEveril Jose Ross FloresPas encore d'évaluation
- Practica JominyDocument21 pagesPractica JominylaurartePas encore d'évaluation
- Informe de Metafisica 2Document7 pagesInforme de Metafisica 2Franklin Charca MamaniPas encore d'évaluation
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSAD'EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAPas encore d'évaluation
- Bladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasD'EverandBladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasPas encore d'évaluation
- Soldadura en el montaje de tuberías. FMEC0108D'EverandSoldadura en el montaje de tuberías. FMEC0108Pas encore d'évaluation
- Péndulo SimpleDocument4 pagesPéndulo SimpleSofía ChinoPas encore d'évaluation
- 01 Resumen Ejecutivo - Seminario de ConstruccionesDocument21 pages01 Resumen Ejecutivo - Seminario de ConstruccionesSofía Chino100% (1)
- Zonas y Áreas de Una ObraDocument5 pagesZonas y Áreas de Una ObraSofía ChinoPas encore d'évaluation
- Pintura Siglo XIX XXDocument9 pagesPintura Siglo XIX XXSofía ChinoPas encore d'évaluation
- Especificaciones Tecnicas - ArquitecturaDocument18 pagesEspecificaciones Tecnicas - ArquitecturaBranco Yeltsin Tarifeño FonsecaPas encore d'évaluation
- Ficha Tec. de Obra X Ad. Direc.Document2 pagesFicha Tec. de Obra X Ad. Direc.Carlos Alberto Mayta RamirezPas encore d'évaluation
- Ciudades PolicéntricasDocument2 pagesCiudades PolicéntricasSofía ChinoPas encore d'évaluation
- Investigacion ANTROPICODocument20 pagesInvestigacion ANTROPICOSofía ChinoPas encore d'évaluation
- Silabo Planeamiento UrbanoDocument5 pagesSilabo Planeamiento UrbanoSofía ChinoPas encore d'évaluation
- Estructura de Plan y Guia para Elaborar Estruc.y Plan de TesDocument13 pagesEstructura de Plan y Guia para Elaborar Estruc.y Plan de TesMaria Victoria Larrea VillanuevaPas encore d'évaluation
- Trabajo - Alto de La AlianzaDocument55 pagesTrabajo - Alto de La AlianzaSofía ChinoPas encore d'évaluation
- Ejemplo de Carta y MemoramdumDocument5 pagesEjemplo de Carta y MemoramdumSofía ChinoPas encore d'évaluation
- Junto Alto Alianza WordDocument63 pagesJunto Alto Alianza WordMilagros Mamani Xino100% (1)
- Zonificacion Ecologica Economica y Estudios EspecializadosDocument27 pagesZonificacion Ecologica Economica y Estudios EspecializadosSofía ChinoPas encore d'évaluation
- Sillería y PúlpitoDocument10 pagesSillería y PúlpitoSofía ChinoPas encore d'évaluation
- Pintura Del Siglo XixDocument11 pagesPintura Del Siglo XixSofía ChinoPas encore d'évaluation
- Zonificacion Ecologica Economica y Estudios EspecializadosDocument27 pagesZonificacion Ecologica Economica y Estudios EspecializadosSofía ChinoPas encore d'évaluation
- Expediente UrbanoDocument16 pagesExpediente UrbanoSofía ChinoPas encore d'évaluation
- Estatica VigasDocument32 pagesEstatica VigasSofía ChinoPas encore d'évaluation
- Péndulo SimpleDocument4 pagesPéndulo SimpleSofía ChinoPas encore d'évaluation
- Estatica - Cables en CatenariasDocument25 pagesEstatica - Cables en CatenariasSofía Chino100% (1)
- Sesión 2 - Procesos CognitivosDocument10 pagesSesión 2 - Procesos CognitivosSofía ChinoPas encore d'évaluation
- Informe Técnico de ObraDocument12 pagesInforme Técnico de ObraSofía ChinoPas encore d'évaluation
- Imperio BizantinoDocument22 pagesImperio BizantinoSofía ChinoPas encore d'évaluation
- Humedales de Ite - GeneralidadesDocument4 pagesHumedales de Ite - GeneralidadesSofía ChinoPas encore d'évaluation
- EFEMÉRIDES DDocument2 pagesEFEMÉRIDES DSofía ChinoPas encore d'évaluation
- Seminario MonografiaDocument35 pagesSeminario MonografiaSofía ChinoPas encore d'évaluation
- Estres en Los Estudiantes UniversitariosDocument10 pagesEstres en Los Estudiantes UniversitariosSofía ChinoPas encore d'évaluation
- Ejemplo de Carta y MemoramdumDocument5 pagesEjemplo de Carta y MemoramdumSofía ChinoPas encore d'évaluation
- Metodos Numericos en Flujo No PermanenteDocument28 pagesMetodos Numericos en Flujo No PermanentePamela Huaman SalvatierraPas encore d'évaluation
- Parcial Escenario 4 Procesos Industriales PoligranDocument10 pagesParcial Escenario 4 Procesos Industriales Poligranbrigitteg0Pas encore d'évaluation
- 11 LópezMartínez RaymundoAntonio M12S2AI4Document6 pages11 LópezMartínez RaymundoAntonio M12S2AI4RayPas encore d'évaluation
- Proyecto Electrolisis Del Agua Equipo 1Document3 pagesProyecto Electrolisis Del Agua Equipo 1Patricia Aide MartinezPas encore d'évaluation
- Bombas HidraulicasDocument44 pagesBombas HidraulicasalexPas encore d'évaluation
- Practica 01 Sistema GaseosoDocument7 pagesPractica 01 Sistema GaseosoChristian Casso PerezPas encore d'évaluation
- TupiDocument35 pagesTupiFrancisco Gabriel Cruz MexPas encore d'évaluation
- Tarea Grupal #2-4531Document2 pagesTarea Grupal #2-4531veronica fontanaPas encore d'évaluation
- Estudio de Mecánica de Suelos Con Fines de CimentacionDocument23 pagesEstudio de Mecánica de Suelos Con Fines de CimentacionDanny Briones0% (1)
- CMR XDocument8 pagesCMR XsodecasurPas encore d'évaluation
- Ing - Industrial - Opu - Sesión 06Document26 pagesIng - Industrial - Opu - Sesión 06deyvi paz callePas encore d'évaluation
- Ingenieria SanitariaDocument80 pagesIngenieria SanitariagargolyPas encore d'évaluation
- Tarea 1. PolimorfismoDocument10 pagesTarea 1. PolimorfismoFrancisco Javier CanoPas encore d'évaluation
- Mapa Mental Lluvia de IdeasDocument1 pageMapa Mental Lluvia de Ideasnez.829.aPas encore d'évaluation
- Avance #5 - Modelación de Ensayo Triaxial CIU en PLAXISDocument23 pagesAvance #5 - Modelación de Ensayo Triaxial CIU en PLAXISPablo Andres Seitz CastroPas encore d'évaluation
- Examen AerodinamicaDocument5 pagesExamen AerodinamicaArturo ZugarazoPas encore d'évaluation
- Aportes A La MecanicaDocument2 pagesAportes A La MecanicaJavier100% (1)
- NSR 10 Título F-Pages-69-70,140-141,145,148-152Document10 pagesNSR 10 Título F-Pages-69-70,140-141,145,148-152Daniel Plata Jones0% (1)
- Laboratorio Fisica 2 Practica 7Document12 pagesLaboratorio Fisica 2 Practica 7CacaPas encore d'évaluation
- Repaso 26 30 31Document17 pagesRepaso 26 30 31Sebastian Romero100% (1)
- TREMODINAMICADocument23 pagesTREMODINAMICAmanuel100% (3)
- Lidar y Escaner Terrestre Light DetectioDocument18 pagesLidar y Escaner Terrestre Light DetectioordonjogPas encore d'évaluation
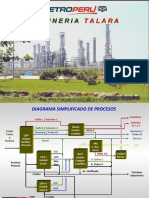
- Presentación Refinería TalaraDocument68 pagesPresentación Refinería TalaraAlexis SánchezPas encore d'évaluation
- S01.s1. Fundamentos de Operaciones UnitariasDocument140 pagesS01.s1. Fundamentos de Operaciones UnitariasPedro TorresPas encore d'évaluation
- Taller Energía 21-BDocument3 pagesTaller Energía 21-BJasbleidy GomezPas encore d'évaluation
- Prob Neumatica Ramon Lopez ResueltosDocument31 pagesProb Neumatica Ramon Lopez ResueltosCristina Camba FontevedraPas encore d'évaluation
- FI Sem23Document8 pagesFI Sem23Joel OrtizPas encore d'évaluation
- Control de Contaminacion AtmosféricaDocument15 pagesControl de Contaminacion AtmosféricaVP8Pas encore d'évaluation
- Practica 4 Determinacion de La Constante Del Producto de SolubilidadDocument13 pagesPractica 4 Determinacion de La Constante Del Producto de SolubilidadAlejandro SánchezPas encore d'évaluation
- Laboratorio de Fisica DinamicaDocument7 pagesLaboratorio de Fisica DinamicaEstefanny Bastidas100% (1)