Vous aimerez peut-être aussi
- Marco Teorico PPDocument9 pagesMarco Teorico PPLuisAlexRoaCondoriPas encore d'évaluation
- Elaboración de Manjar BlancoDocument11 pagesElaboración de Manjar BlancoMichaelZhelmiCaEsPas encore d'évaluation
- Proyecto de Cereales ,.paneton de CentenoDocument30 pagesProyecto de Cereales ,.paneton de Centenoluz karina ynoñan videaurrPas encore d'évaluation
- ENCURTIDOSDocument12 pagesENCURTIDOSYefri Samir Navarro JuarezPas encore d'évaluation
- Turron de QuinuaDocument111 pagesTurron de QuinuaMichaelZhelmiCaEsPas encore d'évaluation
- Sergio SernaDocument57 pagesSergio SernaPhaul Richard Lopez PoncePas encore d'évaluation
- Practica Balance de Masa 1Document2 pagesPractica Balance de Masa 1Campos OscarPas encore d'évaluation
- Extraccion de Almidon de ArrozDocument10 pagesExtraccion de Almidon de ArrozFernanda Núñez RosalesPas encore d'évaluation
- Cómo hacer Baileys casero en 7 pasosDocument13 pagesCómo hacer Baileys casero en 7 pasosDAMIAN RAMOS CRISTHIAN JESUS0% (1)
- Ejercicios de Balance de Materia PDFDocument5 pagesEjercicios de Balance de Materia PDFRaquel TrujilloPas encore d'évaluation
- Dulzor Del AzucarDocument5 pagesDulzor Del AzucarMiranda Campos ErickPas encore d'évaluation
- Emisiones, Los Vertidos y Los Residuos ProducidosDocument7 pagesEmisiones, Los Vertidos y Los Residuos ProducidosAndrea Cristina Zegarra MejiaPas encore d'évaluation
- Cuestionario Del Secado LABDocument4 pagesCuestionario Del Secado LABMiguel Angel GallegosPas encore d'évaluation
- Obtención de Aji Deshidratado en PolvoDocument4 pagesObtención de Aji Deshidratado en Polvoantonio pinedoPas encore d'évaluation
- Industria Del AlmidonDocument27 pagesIndustria Del AlmidonAallejandraa TrrejjooPas encore d'évaluation
- Frutas en almíbar mielDocument2 pagesFrutas en almíbar mielzojuPas encore d'évaluation
- Practica Pardamiento No EnzimaticoDocument12 pagesPractica Pardamiento No EnzimaticoSarahi IsabelPas encore d'évaluation
- Elaboración turrón duroDocument24 pagesElaboración turrón duroWENDY SERNAQUE VELASQUEZPas encore d'évaluation
- Proyecto de LactosueroDocument23 pagesProyecto de LactosueroLina TorresPas encore d'évaluation
- El Plátano MetodologiaDocument10 pagesEl Plátano MetodologiaBiancaDanitzaLopezAgurtoPas encore d'évaluation
- Centrifugacion - Lab 3Document17 pagesCentrifugacion - Lab 3alisPas encore d'évaluation
- El Manjar BlancoDocument10 pagesEl Manjar BlancoIsa Mia PA100% (1)
- Informe MantequillaDocument11 pagesInforme MantequillaraulPas encore d'évaluation
- Reología de Alimentos (Yogurt)Document51 pagesReología de Alimentos (Yogurt)Nicolas SaavedraPas encore d'évaluation
- Operaciones UnitariasDocument3 pagesOperaciones UnitariasNathy Calderón BaquePas encore d'évaluation
- Laboratorio Nº1 (Grasas y Aceite)Document4 pagesLaboratorio Nº1 (Grasas y Aceite)JoseMiguelVediaRochaPas encore d'évaluation
- Clase 6. Tecnologia de Proceso de Manjar BlancoDocument104 pagesClase 6. Tecnologia de Proceso de Manjar BlancoMaritzaAnabelMedinaSilveraPas encore d'évaluation
- Informe 1 Indicadores de LecheDocument9 pagesInforme 1 Indicadores de LecheJulita LunaPas encore d'évaluation
- CEREALESDocument42 pagesCEREALESCinthya Stefanie Vara ArrateaPas encore d'évaluation
- Monografia de CervezaDocument47 pagesMonografia de CervezaAna Rivera100% (3)
- Helado de Lactosuero Sabor A TunaDocument15 pagesHelado de Lactosuero Sabor A TunaJaime LLontop YoveraPas encore d'évaluation
- Elaboración de helado artesanalDocument6 pagesElaboración de helado artesanalWilliam MorenoPas encore d'évaluation
- Proceso Productivo de Queso Madurado PecorinoDocument5 pagesProceso Productivo de Queso Madurado PecorinoRafa6207100% (1)
- Informe de Almibar en DuraznoDocument14 pagesInforme de Almibar en Duraznoedward arguelloPas encore d'évaluation
- Informe de Elaboracion de Caña de AzucarDocument14 pagesInforme de Elaboracion de Caña de AzucarLizzy LoartePas encore d'évaluation
- Mezclado de Fluidos en AlimentosDocument49 pagesMezclado de Fluidos en Alimentosselene chanPas encore d'évaluation
- Congelacion de FrutasDocument30 pagesCongelacion de FrutasCarlos FloresPas encore d'évaluation
- Trabajo Final de ControlDocument38 pagesTrabajo Final de ControlFelipe Choque Bustamante50% (2)
- Balance de Masa SencilloDocument3 pagesBalance de Masa SencilloYesmi Rocha GarciaPas encore d'évaluation
- Extracción de compuestos bioactivos en mango y análisis sensorial de bizcocho con fibra de grosellaDocument19 pagesExtracción de compuestos bioactivos en mango y análisis sensorial de bizcocho con fibra de grosellaManuel CórdobaPas encore d'évaluation
- Caracterización y propiedades del manjar blancoDocument10 pagesCaracterización y propiedades del manjar blancoLuis Fernando Ruiz DulantoPas encore d'évaluation
- CUESTIONARIO Info 5Document4 pagesCUESTIONARIO Info 5Mily MqrPas encore d'évaluation
- Informe 2 D AceiteDocument10 pagesInforme 2 D AceiteSarita Urcia PPas encore d'évaluation
- Informe 1 Determinacion de Humedad y Materia SecaDocument13 pagesInforme 1 Determinacion de Humedad y Materia SecaHans Contreras WaissPas encore d'évaluation
- Informe Elaboracion de MarshmellowsDocument11 pagesInforme Elaboracion de MarshmellowsFlores MarcoPas encore d'évaluation
- Caracterización del proceso tecnológico de até (bocadillo) de mangoDocument44 pagesCaracterización del proceso tecnológico de até (bocadillo) de mangojhoanPas encore d'évaluation
- Planta Piloto LacteosDocument49 pagesPlanta Piloto LacteosKristel LopezPas encore d'évaluation
- Pollo Ahumado Jordi MendietaDocument16 pagesPollo Ahumado Jordi MendietaErick Ortega100% (1)
- Lecho FluidizadoDocument27 pagesLecho FluidizadoElianna Fernanda Pari FerrerPas encore d'évaluation
- Proceso de Caña de Azucar InformeDocument8 pagesProceso de Caña de Azucar InformeJuan Qarloz Chilcon CarreraPas encore d'évaluation
- Definición de Congelador IQF La Congelación Individual RápidaDocument2 pagesDefinición de Congelador IQF La Congelación Individual RápidaDania Miranda DiestraPas encore d'évaluation
- Practica de Dulce de LecheDocument4 pagesPractica de Dulce de LecheJoel Vlelez JuarezPas encore d'évaluation
- 3 Tesis Aguaje II1Document30 pages3 Tesis Aguaje II1Jhennyfer Milagros Necochea MoranPas encore d'évaluation
- Dulce de Guayaba Baños- Historia, receta e in situDocument4 pagesDulce de Guayaba Baños- Historia, receta e in situSharon Nicole León0% (1)
- Caso Pollo's House: Problemas en la tienda ADocument5 pagesCaso Pollo's House: Problemas en la tienda ARenato Dueñas CasasPas encore d'évaluation
- Licor de FresaDocument11 pagesLicor de FresaLizzeth Mariella Place RojasPas encore d'évaluation
- Elaboración de Cerveza ArtesanalDocument13 pagesElaboración de Cerveza ArtesanalFLOR ESTEFANIA KOHAYAGAWA MARTINEZPas encore d'évaluation
- Cuestionario HidrocoloidesDocument5 pagesCuestionario HidrocoloidesAraceli López de JesúsPas encore d'évaluation
- Informe Leche en PolvoDocument25 pagesInforme Leche en PolvoFlores Altamirano ChessyPas encore d'évaluation
- Leche en PolvoDocument17 pagesLeche en PolvoIsabel CastilloPas encore d'évaluation
- Info-Proceso de NegociaciónDocument13 pagesInfo-Proceso de NegociaciónFlores Altamirano ChessyPas encore d'évaluation
- MaquinaDocument4 pagesMaquinaFlores Altamirano ChessyPas encore d'évaluation
- Factores de Localización Zona NorteDocument2 pagesFactores de Localización Zona NorteFlores Altamirano ChessyPas encore d'évaluation
- Medidas de MitigaciónDocument3 pagesMedidas de MitigaciónFlores Altamirano ChessyPas encore d'évaluation
- 8.4 Control de Los Procesos, Productos Y Servicios Suministrados ExternamenteDocument2 pages8.4 Control de Los Procesos, Productos Y Servicios Suministrados ExternamenteFlores Altamirano ChessyPas encore d'évaluation
- Factor Cercania A Punto de VentaDocument1 pageFactor Cercania A Punto de VentaFlores Altamirano ChessyPas encore d'évaluation
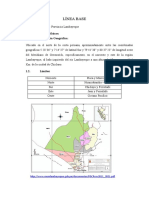
- Línea BaseDocument3 pagesLínea BaseFlores Altamirano ChessyPas encore d'évaluation
- 8.4 Control de Los Procesos, Productos Y Servicios Suministrados ExternamenteDocument2 pages8.4 Control de Los Procesos, Productos Y Servicios Suministrados ExternamenteFlores Altamirano ChessyPas encore d'évaluation
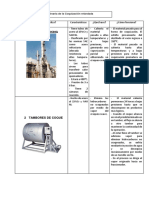
- Descripción Del Proceso de Cada PiezaDocument2 pagesDescripción Del Proceso de Cada PiezaFlores Altamirano ChessyPas encore d'évaluation
- EjerciciosDocument3 pagesEjerciciosFlores Altamirano ChessyPas encore d'évaluation
- 8.4 Control de Los Procesos, Productos Y Servicios Suministrados ExternamenteDocument2 pages8.4 Control de Los Procesos, Productos Y Servicios Suministrados ExternamenteFlores Altamirano ChessyPas encore d'évaluation
- Dignidad y Derechos de La Persona HumanaDocument1 pageDignidad y Derechos de La Persona HumanaFlores Altamirano ChessyPas encore d'évaluation
- Triptico FinalDocument2 pagesTriptico FinalDiana Jacki Gavidia Vasquez100% (1)
- Exportaciones Italianas de Café Tostado Sin Descafeinar Durante 2020Document1 pageExportaciones Italianas de Café Tostado Sin Descafeinar Durante 2020Flores Altamirano ChessyPas encore d'évaluation
- Capítulo Viii Desarrollo de Los Pueblos. Ecología y Medio AmbienteDocument9 pagesCapítulo Viii Desarrollo de Los Pueblos. Ecología y Medio AmbienteJuan Jose Baros AyalaPas encore d'évaluation
- Guia Practica N02Document31 pagesGuia Practica N02Flores Altamirano ChessyPas encore d'évaluation
- MAQUINAIADocument3 pagesMAQUINAIAFlores Altamirano ChessyPas encore d'évaluation
- Cuadro de Minimización de Residuos HuevoDocument1 pageCuadro de Minimización de Residuos HuevoFlores Altamirano ChessyPas encore d'évaluation
- Craqueo TérmicoDocument4 pagesCraqueo TérmicoFlores Altamirano ChessyPas encore d'évaluation
- Cálculo y diseño de un sistema de desvaste para la asequia la Cachaza: PomalcaDocument6 pagesCálculo y diseño de un sistema de desvaste para la asequia la Cachaza: PomalcaFlores Altamirano ChessyPas encore d'évaluation
- Qué Maquinas Se Utiliza en EL CROKINGDocument2 pagesQué Maquinas Se Utiliza en EL CROKINGFlores Altamirano ChessyPas encore d'évaluation
- Recurso Sulo Alteracion TratamientosDocument9 pagesRecurso Sulo Alteracion TratamientosFlores Altamirano ChessyPas encore d'évaluation
- Informe Leche en PolvoDocument25 pagesInforme Leche en PolvoFlores Altamirano ChessyPas encore d'évaluation
- Craqueo TérmicoDocument4 pagesCraqueo TérmicoFlores Altamirano ChessyPas encore d'évaluation
- Aprovechamiento de La Cascara de HuevoDocument31 pagesAprovechamiento de La Cascara de HuevoFlores Altamirano ChessyPas encore d'évaluation
- Evaluación y Propuesta de MinimizaciónDocument3 pagesEvaluación y Propuesta de MinimizaciónFlores Altamirano ChessyPas encore d'évaluation
- Jerarquía de Tratamientos en El Proceso Productivo Del AzúcarDocument40 pagesJerarquía de Tratamientos en El Proceso Productivo Del AzúcarFlores Altamirano ChessyPas encore d'évaluation
- Recurso Sulo Alteracion TratamientosDocument1 pageRecurso Sulo Alteracion TratamientosFlores Altamirano ChessyPas encore d'évaluation
- Craqueo TérmicoDocument3 pagesCraqueo TérmicoFlores Altamirano ChessyPas encore d'évaluation
- Tratamientos Térmicos de La LecheDocument15 pagesTratamientos Térmicos de La LecheItzelJusto100% (1)
- Aplicación de La Biotecnología para La Elaboración de YogurtDocument20 pagesAplicación de La Biotecnología para La Elaboración de YogurtAdri ChiribogaPas encore d'évaluation
- Matriz de Comparacion BPMDocument11 pagesMatriz de Comparacion BPMJohn LozanoPas encore d'évaluation
- LECHE ENTERA UAT (UHT) BOLSA X 900 ML PARMALATDocument4 pagesLECHE ENTERA UAT (UHT) BOLSA X 900 ML PARMALATliderrefrigeriosalinnovaPas encore d'évaluation
- Tratamiento para El Higado y El PancreaDocument4 pagesTratamiento para El Higado y El Pancreamichael alexander camacho muñozPas encore d'évaluation
- La Arginina Regula El Recambio de Proteínas en Las Células Epiteliales Mamarias Porcinas para Mejorar La Síntesis de Proteínas de La LecheDocument8 pagesLa Arginina Regula El Recambio de Proteínas en Las Células Epiteliales Mamarias Porcinas para Mejorar La Síntesis de Proteínas de La LecheMARIAAAAAAAAAAAPas encore d'évaluation
- La Capacidad de Produccion y La Demanda en La Administracion Capacidad y La Demanda en Las Empresas Manufactureras y de ServiciosDocument16 pagesLa Capacidad de Produccion y La Demanda en La Administracion Capacidad y La Demanda en Las Empresas Manufactureras y de ServiciosJuan Martin Lescano Ruiz50% (2)
- Practica 1 Proceso de Elaboración de Leche de SoyaDocument11 pagesPractica 1 Proceso de Elaboración de Leche de SoyaMarco Enrique Rojas CornejoPas encore d'évaluation
- Análisis Microempresa Lechera 'La HuertaDocument17 pagesAnálisis Microempresa Lechera 'La HuertaMaria Elena OrellanaPas encore d'évaluation
- Capitulo I Evaluacion de La Leche CrudaDocument13 pagesCapitulo I Evaluacion de La Leche CrudaicruzmePas encore d'évaluation
- Consideraciones Generales en El Desarrollo de Un EnvaseDocument7 pagesConsideraciones Generales en El Desarrollo de Un EnvaseVillalobos Deysi LilianaPas encore d'évaluation
- Caracterización Molecular de Consorcios Microbianos Del KéfirDocument7 pagesCaracterización Molecular de Consorcios Microbianos Del KéfirLizz RiverLandPas encore d'évaluation
- Filetes de Jurel en Salsa de Limon en Harinado y Empanizado 1Document21 pagesFiletes de Jurel en Salsa de Limon en Harinado y Empanizado 1Flor CanazaPas encore d'évaluation
- Gloria S.A.CDocument6 pagesGloria S.A.CdanielPas encore d'évaluation
- Marco Teorico Practica 9 LacteosDocument27 pagesMarco Teorico Practica 9 LacteosMelisa Soledad Barco JaraPas encore d'évaluation
- Tarea - Primer Avance - Capítulo 1 - Jumbo AndreaDocument6 pagesTarea - Primer Avance - Capítulo 1 - Jumbo AndreaAndy Isa Jr.Pas encore d'évaluation
- Bases de La Promoción "Participar Con Loncoleche Te Hace Bien"Document4 pagesBases de La Promoción "Participar Con Loncoleche Te Hace Bien"Héctor UlloaPas encore d'évaluation
- Tipos de LecheDocument30 pagesTipos de LecheHarold VillanuevaPas encore d'évaluation
- Determinación de Humedad y Materia SecaDocument8 pagesDeterminación de Humedad y Materia SecaFernando SkPas encore d'évaluation
- Why We Get Sick Benjamin Bikman - 8.en - EsDocument30 pagesWhy We Get Sick Benjamin Bikman - 8.en - EsAngel RuelasPas encore d'évaluation
- Cómo Hacer Azúcar InvertidoDocument118 pagesCómo Hacer Azúcar InvertidoJulio Cesar MartinezPas encore d'évaluation
- Coagulación de la leche y fuerza del cuajoDocument13 pagesCoagulación de la leche y fuerza del cuajoMilagros Alarcon Juarez100% (1)
- Galletas de Machica - PresentacionDocument19 pagesGalletas de Machica - PresentacionJime MayorgaPas encore d'évaluation
- Magazine ES 06 VeterinariaDigital 2021Document24 pagesMagazine ES 06 VeterinariaDigital 2021JAVIERPas encore d'évaluation
- Analisis de LevadurasDocument11 pagesAnalisis de LevadurasAlexandra MaribelPas encore d'évaluation
- Exposicion de YoghurtDocument20 pagesExposicion de YoghurtMedalit Salcedo RodriguezPas encore d'évaluation
- Guía completa para sonar las 5 campanas en Story of Seasons: Friends of Mineral TownDocument68 pagesGuía completa para sonar las 5 campanas en Story of Seasons: Friends of Mineral TownEilyen Delgado AlfaroPas encore d'évaluation
- Ulloa - María - Grupos - de RazasDocument15 pagesUlloa - María - Grupos - de RazasMaria UlloaPas encore d'évaluation
- AlimentacionSaludableDocument24 pagesAlimentacionSaludableAlantina Pierre louisPas encore d'évaluation
- Microorganizmos en La LecheDocument9 pagesMicroorganizmos en La LecheJennie Butler100% (1)