Vous aimerez peut-être aussi
- Earth Matters - An Encyclopedia of Ecology (DK Publishing) (2011) PDFDocument258 pagesEarth Matters - An Encyclopedia of Ecology (DK Publishing) (2011) PDFmarproof100% (6)
- Modeling and Analysis of Spur Gear For Sugarcane Juice MachineDocument5 pagesModeling and Analysis of Spur Gear For Sugarcane Juice MachineSafiuddin SallehPas encore d'évaluation
- Development of Shredding and Washing Machine For Polyethylene Terephthalate (PET) Bottles Pelletizer (#532272) - 747529 PDFDocument8 pagesDevelopment of Shredding and Washing Machine For Polyethylene Terephthalate (PET) Bottles Pelletizer (#532272) - 747529 PDFDaiNguyen0% (1)
- Project Study 2Document41 pagesProject Study 2James AlcariaPas encore d'évaluation
- Design of Waste Paper Baler MachineDocument50 pagesDesign of Waste Paper Baler MachineCherinet MathewosPas encore d'évaluation
- Design and Fabrication of Waste Paper Recycling Machine For Laboratory and Medium Scale OperationDocument7 pagesDesign and Fabrication of Waste Paper Recycling Machine For Laboratory and Medium Scale OperationKenn MendozaPas encore d'évaluation
- Study of Two Shaft Shredder For Crushing of Concrete Rubber Plastic and Wood PDFDocument16 pagesStudy of Two Shaft Shredder For Crushing of Concrete Rubber Plastic and Wood PDFDennis MendozaPas encore d'évaluation
- Social Literacy: ObjectivesDocument9 pagesSocial Literacy: Objectiveslusty brenPas encore d'évaluation
- Helical GearDocument18 pagesHelical GearNitin B maskePas encore d'évaluation
- Design and Fabrication of Plastic ShredderDocument56 pagesDesign and Fabrication of Plastic ShredderVinayaga Projectinstitute100% (1)
- 1 Urban Planning and Urban Design Urban Planning (PDFDrive)Document140 pages1 Urban Planning and Urban Design Urban Planning (PDFDrive)shubhamPas encore d'évaluation
- Unit 2 Transportation Planning ProcessDocument15 pagesUnit 2 Transportation Planning Processpercy100% (1)
- Design of Radial Turbines and TurbochargersDocument57 pagesDesign of Radial Turbines and Turbochargerstgsmech100% (1)
- Design and Development of Mini Plastic Shredder MaDocument7 pagesDesign and Development of Mini Plastic Shredder MaRishok0% (1)
- De-Husking Mechanism For Mini Rice Milling MachineDocument32 pagesDe-Husking Mechanism For Mini Rice Milling MachineSanjay Kang Chul100% (1)
- Steam Jet Refrigeration SystemDocument6 pagesSteam Jet Refrigeration Systembbaytl100% (1)
- Problem No. 2-2 (Compression)Document3 pagesProblem No. 2-2 (Compression)Jhun Michael LocusPas encore d'évaluation
- Machine DesignDocument36 pagesMachine DesignArman Atienza MagcawasPas encore d'évaluation
- Can Crusher MechanismDocument4 pagesCan Crusher MechanismaqmbaldiwalaPas encore d'évaluation
- Design Plastic Bottle CrusherDocument4 pagesDesign Plastic Bottle CrusheragungPas encore d'évaluation
- RacDocument26 pagesRacgurunakhale123Pas encore d'évaluation
- Design & Fabrication of Portable Organic Waste Chopping Machine To Obtain CompostDocument8 pagesDesign & Fabrication of Portable Organic Waste Chopping Machine To Obtain CompostIJIRSTPas encore d'évaluation
- Design and Fabrication of Plastic Bottle and Can Crusher For Recycling PurposeDocument3 pagesDesign and Fabrication of Plastic Bottle and Can Crusher For Recycling PurposeInternational Journal of Application or Innovation in Engineering & ManagementPas encore d'évaluation
- Metal Forming ProcessDocument39 pagesMetal Forming ProcessRa Balamurugan100% (1)
- .Design and Fabrication of Multipurpose Agriculture VehicleDocument8 pages.Design and Fabrication of Multipurpose Agriculture VehiclePriya Nanda ReddyPas encore d'évaluation
- Finals Ice FormatDocument15 pagesFinals Ice FormatBong PadillaPas encore d'évaluation
- Machinery TextDocument25 pagesMachinery TextMd Firoz Alam Khan100% (1)
- Low Cost Soda Bottle Washing Machine DesignDocument33 pagesLow Cost Soda Bottle Washing Machine DesignBala Gotzon100% (3)
- Pedal Operated Multi-Operational Machine 1Document9 pagesPedal Operated Multi-Operational Machine 1John P0% (1)
- Solar-Powered Fishpond Feeder With Real-Time Water Quality Monitoring SystemDocument6 pagesSolar-Powered Fishpond Feeder With Real-Time Water Quality Monitoring SystemInternational Journal of Innovative Science and Research TechnologyPas encore d'évaluation
- Fully Automatic Can Crusher-1280Document5 pagesFully Automatic Can Crusher-1280fadya100% (1)
- Analysis of Tool Geometry for Screw Extrusion MachinesDocument12 pagesAnalysis of Tool Geometry for Screw Extrusion MachinesdjklikaPas encore d'évaluation
- And Analysis of Pedal Power Water Pumping System 1 2 PDFDocument11 pagesAnd Analysis of Pedal Power Water Pumping System 1 2 PDFAnonymous 5OwMUDOIYPas encore d'évaluation
- Solar Table Saw MachineDocument20 pagesSolar Table Saw MachineSumedh SalvePas encore d'évaluation
- Final Project Report 2017Document31 pagesFinal Project Report 2017Imran Sattar BhattiPas encore d'évaluation
- Machine Design Lab ManualDocument28 pagesMachine Design Lab ManualEr Raghvendra Singh100% (1)
- MD E-Note 22092018 125841PM PDFDocument175 pagesMD E-Note 22092018 125841PM PDFPramod DhaigudePas encore d'évaluation
- Tutorial Problems-Unit 1-75 PercDocument5 pagesTutorial Problems-Unit 1-75 PercSuseel Jai Krishnan0% (1)
- (Lab No. 1) Determination of Viscosity of A Given Liquid Using Viscometer.Document15 pages(Lab No. 1) Determination of Viscosity of A Given Liquid Using Viscometer.Haider AliPas encore d'évaluation
- Design of Robot-Centered CellDocument7 pagesDesign of Robot-Centered CellRachnaPas encore d'évaluation
- Machine Design Examination 10Document5 pagesMachine Design Examination 10SYBRELLE CRUZPas encore d'évaluation
- Exhaust Fan CatalogDocument32 pagesExhaust Fan Catalogcumpio425428Pas encore d'évaluation
- NalsDocument148 pagesNalsKartik BhararaPas encore d'évaluation
- Design of Automated Hammering Machine Senior Project ReportDocument55 pagesDesign of Automated Hammering Machine Senior Project ReportBiruk Damtew Ze MerhabetePas encore d'évaluation
- Chapter Four Design and Analysis of Mixer: Material SelectionDocument48 pagesChapter Four Design and Analysis of Mixer: Material SelectionHailemariam WeldegebralPas encore d'évaluation
- ABRASIVE MACHINING PROCESSESDocument13 pagesABRASIVE MACHINING PROCESSESAbdulRehman Ahmed SoomroPas encore d'évaluation
- Multi-plate clutch problems for power transmission calculationsDocument6 pagesMulti-plate clutch problems for power transmission calculationsShweta BramhanePas encore d'évaluation
- Machine Design Final ReportDocument23 pagesMachine Design Final ReportAvk Sanjeevan100% (2)
- Tender Coconut Extracting MachineDocument17 pagesTender Coconut Extracting MachineMANJUNATHA K H100% (2)
- Final Cassava Grating MachineDocument7 pagesFinal Cassava Grating Machinenormelyn100% (2)
- Gear ProblemsDocument4 pagesGear ProblemsSachi DhanandamPas encore d'évaluation
- Abstract Design of VRF SystemDocument3 pagesAbstract Design of VRF Systemlevaka_vinay463Pas encore d'évaluation
- Final Proposal Presentation ME Project1Document12 pagesFinal Proposal Presentation ME Project1Miguel Paolo LademoraPas encore d'évaluation
- Rotary Dryer Handbook - PREVIEW - 2Document7 pagesRotary Dryer Handbook - PREVIEW - 2HARKULVINDER SINGHPas encore d'évaluation
- Lab Report#1 - CSDocument6 pagesLab Report#1 - CSFahad SiddiqPas encore d'évaluation
- Project TopicsDocument16 pagesProject TopicsVasu VermaPas encore d'évaluation
- Kinematics of Machinery NotesDocument65 pagesKinematics of Machinery NotesVenkatesh Rajamani100% (1)
- Vacuum Leaf CollectorDocument7 pagesVacuum Leaf CollectorKibrom MenasboPas encore d'évaluation
- Coconut Dehusking MachineDocument16 pagesCoconut Dehusking MachineArjuncv100% (4)
- Development of A Waste Plastic Shredding Machine 2252 5211 1000281 PDFDocument4 pagesDevelopment of A Waste Plastic Shredding Machine 2252 5211 1000281 PDFLouky AbanillaPas encore d'évaluation
- Development of A Waste Plastic Shredding MachineDocument5 pagesDevelopment of A Waste Plastic Shredding MachineArgie CayabyabPas encore d'évaluation
- Performance Analysis of Locally Design Plastic Crushing Machine For Domestic and Industrial Use in NigeriaDocument6 pagesPerformance Analysis of Locally Design Plastic Crushing Machine For Domestic and Industrial Use in NigeriaRishokPas encore d'évaluation
- Energy Management of Multi-Energy Storage Systems Using Energy Path DecompositionDocument6 pagesEnergy Management of Multi-Energy Storage Systems Using Energy Path DecompositionSoNgita CreSthaPas encore d'évaluation
- RFQ For Pumps-UpdatedDocument3 pagesRFQ For Pumps-UpdatedpragatheeskPas encore d'évaluation
- Potential of Biogas Generation From Hybrid Napier GrassDocument5 pagesPotential of Biogas Generation From Hybrid Napier GrassEditor IJTSRDPas encore d'évaluation
- Fresh Frozen FoodDocument28 pagesFresh Frozen FoodsekoudaramiePas encore d'évaluation
- IKEA Group's Sustainability Plan ProgressDocument8 pagesIKEA Group's Sustainability Plan Progressmishal zikriaPas encore d'évaluation
- Guidelines For Common Effluent Treatment Plants (Cetps)Document2 pagesGuidelines For Common Effluent Treatment Plants (Cetps)akshay thakurPas encore d'évaluation
- Reading - June 2021Document9 pagesReading - June 2021Ronan RyanPas encore d'évaluation
- Water quality standards and indicators WikipediaDocument11 pagesWater quality standards and indicators Wikipediahussein alsaadi100% (1)
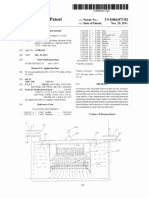
- Y - Sess - or - J - So: (12) United States Patent (10) Patent No.: US 8,066,873 B2Document22 pagesY - Sess - or - J - So: (12) United States Patent (10) Patent No.: US 8,066,873 B2Mamoon RiazPas encore d'évaluation
- Rochester Active Transportation Plan DraftDocument216 pagesRochester Active Transportation Plan DraftrandyPas encore d'évaluation
- Ayushman Bharat Digital MissionDocument4 pagesAyushman Bharat Digital MissionSaumya SinghPas encore d'évaluation
- Blue Economy BrochureDocument12 pagesBlue Economy Brochuregransatan666Pas encore d'évaluation
- Federal Bylaw 12 Air Pollution 2006 English Translation v2 OCRDocument63 pagesFederal Bylaw 12 Air Pollution 2006 English Translation v2 OCRIsmail SultanPas encore d'évaluation
- 3M ZVZ and ZMS SeriesDocument2 pages3M ZVZ and ZMS SeriesSergioPas encore d'évaluation
- Scales For Ranking Family Health ProblemsDocument7 pagesScales For Ranking Family Health ProblemsJai - Ho0% (1)
- Sustainable Development Goals PDFDocument5 pagesSustainable Development Goals PDFsadafmirzaPas encore d'évaluation
- At-N70 NC006 Tds-En - 071049Document2 pagesAt-N70 NC006 Tds-En - 071049Thunder StromPas encore d'évaluation
- Cooling Water Treatment Control and Dosage Chart - MAN Diesel SE Medium-Speed 4-Stroke EnginesDocument2 pagesCooling Water Treatment Control and Dosage Chart - MAN Diesel SE Medium-Speed 4-Stroke EnginesvipmamaPas encore d'évaluation
- Australia South AmericaDocument10 pagesAustralia South AmericaNirvaan SinghalPas encore d'évaluation
- MBBR/IFAS Media Retention Screen DesignDocument4 pagesMBBR/IFAS Media Retention Screen DesignFatima AnwarPas encore d'évaluation
- How Poachers Became Caretakers: John Kasaona's Conservation EffortsDocument1 pageHow Poachers Became Caretakers: John Kasaona's Conservation EffortsMIra100% (1)
- Acumulación de Metales Pesados en Plantas Desarrolladas en El Norte de Sinaloa para Propósitos de FitorremediaciónDocument8 pagesAcumulación de Metales Pesados en Plantas Desarrolladas en El Norte de Sinaloa para Propósitos de FitorremediaciónmilenaPas encore d'évaluation
- Safety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingDocument10 pagesSafety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingCbuPas encore d'évaluation
- DIDE261 Products & Materials: Residential: Assignment 2: Case StudyDocument21 pagesDIDE261 Products & Materials: Residential: Assignment 2: Case StudyoxPas encore d'évaluation
- Biomes Zonation and SuccessionDocument43 pagesBiomes Zonation and Successionjulia wolfmanPas encore d'évaluation
- Habitats: Sustainable Farming in The EnvironmentDocument14 pagesHabitats: Sustainable Farming in The EnvironmentiffinichonchubhairPas encore d'évaluation