Vous aimerez peut-être aussi
- A Project Report Submited To Government Polytechnic, Medchal in Partial Fulfillment For The Award of The Degree OFDocument7 pagesA Project Report Submited To Government Polytechnic, Medchal in Partial Fulfillment For The Award of The Degree OFRajesh RmsPas encore d'évaluation
- FHC Prototype Modules at Electronics Corporation of India LtdDocument30 pagesFHC Prototype Modules at Electronics Corporation of India LtdTirumala Venkatesh100% (1)
- ReportDocument34 pagesReportGaurav SharmaPas encore d'évaluation
- CNC Machines Training ReportDocument60 pagesCNC Machines Training ReportAggyapal Singh JimmyPas encore d'évaluation
- Automation of Hydro Power PlantDocument18 pagesAutomation of Hydro Power PlantKonika SolankiPas encore d'évaluation
- Industrial Tranning ReportDocument21 pagesIndustrial Tranning ReportAmit Singh ChouhanPas encore d'évaluation
- Twincat Training ReportDocument35 pagesTwincat Training ReportGurjit SinghPas encore d'évaluation
- KEC International LTD.: Report of Industrial Training ProgramDocument20 pagesKEC International LTD.: Report of Industrial Training ProgramRahul HiwalePas encore d'évaluation
- Report On Study of Electrical Equipments in Power SystemDocument92 pagesReport On Study of Electrical Equipments in Power Systemvanya gupta100% (2)
- Bhel Internship ReportDocument32 pagesBhel Internship ReportShubham SinghPas encore d'évaluation
- Lakshmi Narain College of Technology, Bhopal: Vocational Training Report ONDocument31 pagesLakshmi Narain College of Technology, Bhopal: Vocational Training Report ONvidhya associatePas encore d'évaluation
- 15Ec390L Industrial Training Report Of: Submitted by Name: G Deva Kumar Reg No: RA1711004010060 ToDocument15 pages15Ec390L Industrial Training Report Of: Submitted by Name: G Deva Kumar Reg No: RA1711004010060 ToASSASIN GAMINGPas encore d'évaluation
- HND Mechanical Engineering Energy Audit AssignmentDocument8 pagesHND Mechanical Engineering Energy Audit AssignmentOntime BestwritersPas encore d'évaluation
- TRNG Report Cover PageDocument41 pagesTRNG Report Cover PageManika GoelPas encore d'évaluation
- Technical Report GPCETDocument42 pagesTechnical Report GPCETBajarla IsmailPas encore d'évaluation
- Locomotive Engines in Wag-7: Bharat Heavy Electricals Limited Summer Training Project Report 2016 ONDocument59 pagesLocomotive Engines in Wag-7: Bharat Heavy Electricals Limited Summer Training Project Report 2016 ONRaghav SinghPas encore d'évaluation
- Ahamed Internship ReportDocument35 pagesAhamed Internship Reportahmedkn139Pas encore d'évaluation
- BEL Project Report AnalysisDocument47 pagesBEL Project Report AnalysisSanjeev Sharma0% (1)
- Sample PPT PDFDocument21 pagesSample PPT PDFprajapati dhavalPas encore d'évaluation
- Power TransFormer Project Report by Vipin KumarkushwahaDocument90 pagesPower TransFormer Project Report by Vipin KumarkushwahaVipin Kumar KushwahaPas encore d'évaluation
- Ece Final Year2023 - OriginalDocument65 pagesEce Final Year2023 - Originalswapna mandepallyPas encore d'évaluation
- Visvesvaraya Technological University: Belgaum, Karnataka-590014Document42 pagesVisvesvaraya Technological University: Belgaum, Karnataka-590014Sushma ShivaniPas encore d'évaluation
- Report On BhelDocument26 pagesReport On Bhelcool boyPas encore d'évaluation
- Industrial Automation Using MATLAB: Project Report OnDocument44 pagesIndustrial Automation Using MATLAB: Project Report OnPravin ChimawekarPas encore d'évaluation
- 8051 Microcontroller and Embedded Systems: A Six Week Training and Project Report OnDocument50 pages8051 Microcontroller and Embedded Systems: A Six Week Training and Project Report OnAmit RajPas encore d'évaluation
- Java Training ReportDocument30 pagesJava Training ReportTarun DabasPas encore d'évaluation
- Car Mechatronics: An Industrial Training ReportDocument28 pagesCar Mechatronics: An Industrial Training Reportbumdigy singhPas encore d'évaluation
- Internship - Report (Vinay Patil L V)Document34 pagesInternship - Report (Vinay Patil L V)Ganesh H SPas encore d'évaluation
- "Mahindra Vevicle Manufacturing Limited": A Report OnDocument13 pages"Mahindra Vevicle Manufacturing Limited": A Report OnNothing WrongPas encore d'évaluation
- Bhel ReportDocument25 pagesBhel Reportherokaboss1987Pas encore d'évaluation
- Automation For Productivity Improvement of Ams and Soft Ip'SDocument42 pagesAutomation For Productivity Improvement of Ams and Soft Ip'SKomal DeswalPas encore d'évaluation
- InternshipDocument22 pagesInternshipAbhishek Sheelvant100% (1)
- AI Documention - MergedDocument29 pagesAI Documention - MergedShashidhar KarravulaPas encore d'évaluation
- Training at Indo Autotech LimitedDocument36 pagesTraining at Indo Autotech LimitedRaj DiwakarPas encore d'évaluation
- Final Internship Report Gaurav AgarwalDocument52 pagesFinal Internship Report Gaurav AgarwalPiyush chandnaPas encore d'évaluation
- Indian Institute of Technology Delhi: Prof. S.G. DeshmukhDocument9 pagesIndian Institute of Technology Delhi: Prof. S.G. DeshmukhTK MessiPas encore d'évaluation
- Sofcon'S - Course - Content On Various Technologies PuneDocument13 pagesSofcon'S - Course - Content On Various Technologies PuneJustin George IsacPas encore d'évaluation
- Wa0010.Document15 pagesWa0010.Technical saadPas encore d'évaluation
- Developing an Advanced Embedded System for Accident AvoidanceDocument25 pagesDeveloping an Advanced Embedded System for Accident AvoidanceJackPas encore d'évaluation
- Kant 2 New PrintDocument68 pagesKant 2 New PrintTushar KantPas encore d'évaluation
- Summer Training Report MODEL 1Document45 pagesSummer Training Report MODEL 1Anshaj MathurPas encore d'évaluation
- BHEL Project on Fabrication Block 3Document17 pagesBHEL Project on Fabrication Block 3nitin112233Pas encore d'évaluation
- Technical ReportDocument24 pagesTechnical ReportHarsh Sharma0% (1)
- BHEL Training ReportDocument55 pagesBHEL Training ReportAkash SaraogiPas encore d'évaluation
- Rahul GCDocument6 pagesRahul GCsanthoshalur89Pas encore d'évaluation
- Project ReportDocument87 pagesProject ReportAbhishek SahuPas encore d'évaluation
- Summer Training Report Bhel JhansiDocument46 pagesSummer Training Report Bhel JhansiAnkit Awasthi71% (7)
- Ultrasonic Sound Reflecting Means of Distance MeasurementDocument73 pagesUltrasonic Sound Reflecting Means of Distance MeasurementhimanshuPas encore d'évaluation
- KH Nazmul Ahamed: Executive, Engineering (Process) Department Name of Applied Job Circular Ref # HR/DU-01-20-153Document4 pagesKH Nazmul Ahamed: Executive, Engineering (Process) Department Name of Applied Job Circular Ref # HR/DU-01-20-153Nazmul ClickerPas encore d'évaluation
- Internship Report on Embedded SystemsDocument15 pagesInternship Report on Embedded SystemsShehran TariqPas encore d'évaluation
- Op - Amp Design Using Pyxis: Bachelor of TechnologyDocument21 pagesOp - Amp Design Using Pyxis: Bachelor of TechnologyRaghav PuriPas encore d'évaluation
- Bhel Haridwar PDFDocument51 pagesBhel Haridwar PDFAditya NarwalPas encore d'évaluation
- A Training Report On PLC Scada and Automation: Submitted ToDocument47 pagesA Training Report On PLC Scada and Automation: Submitted ToShrutiPargaiPas encore d'évaluation
- An Industrial Training Report - 1: Done byDocument19 pagesAn Industrial Training Report - 1: Done byAtmodeep SenPas encore d'évaluation
- YmcaDocument39 pagesYmcaViraj DuaPas encore d'évaluation
- Power System Automation: Eminar EportDocument16 pagesPower System Automation: Eminar EportAnurajPas encore d'évaluation
- Anuradha Ranasinghe - Industrial Training ReportDocument39 pagesAnuradha Ranasinghe - Industrial Training ReportAnuradha RanasinghePas encore d'évaluation
- Project Report EngineeringDocument48 pagesProject Report EngineeringSonu DhangarPas encore d'évaluation
- Concurrent Engineering Techniques and Applications: Advances in Theory and ApplicationsD'EverandConcurrent Engineering Techniques and Applications: Advances in Theory and ApplicationsC. T. LeondesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Linearization and Efficiency Enhancement Techniques for Silicon Power Amplifiers: From RF to mmWD'EverandLinearization and Efficiency Enhancement Techniques for Silicon Power Amplifiers: From RF to mmWPas encore d'évaluation
- 13-MCQs On Abstract Class and InterfacesDocument5 pages13-MCQs On Abstract Class and InterfacesAkash SaraogiPas encore d'évaluation
- Fallsem2018-19 Mat3005 TH Mb218 Vl2018191002391 Reference Material I LuDocument12 pagesFallsem2018-19 Mat3005 TH Mb218 Vl2018191002391 Reference Material I Ludude_udit321771Pas encore d'évaluation
- Application of Microcontrollers in IoT and AutomationDocument3 pagesApplication of Microcontrollers in IoT and AutomationAkash SaraogiPas encore d'évaluation
- Smart Parking SystemDocument9 pagesSmart Parking SystemAkash Saraogi100% (2)
- Final Report Control SystemDocument13 pagesFinal Report Control SystemAkash SaraogiPas encore d'évaluation
- Digital Signal Processing: The FinalDocument13 pagesDigital Signal Processing: The FinalAkash SaraogiPas encore d'évaluation
- Digital Signal Processing: The FinalDocument13 pagesDigital Signal Processing: The FinalAkash SaraogiPas encore d'évaluation
- Design, Development and Performance Study of A Polymer Coated Capacitive Sensor For Measuring Moisture Content of SoilDocument5 pagesDesign, Development and Performance Study of A Polymer Coated Capacitive Sensor For Measuring Moisture Content of SoilMeghanaGLPas encore d'évaluation
- 35c42c0c 3 PDFDocument70 pages35c42c0c 3 PDFpicottPas encore d'évaluation
- RCMRD Recruiting Short-Term Research Assistants KenyaDocument2 pagesRCMRD Recruiting Short-Term Research Assistants KenyaAlvine KPas encore d'évaluation
- 3236Document40 pages3236Adela100% (2)
- Energy Management System Using Particle Swarm Optimization For MicrogridDocument2 pagesEnergy Management System Using Particle Swarm Optimization For MicrogridNellis BlancoPas encore d'évaluation
- VCCS Project Charter Template 1 4Document7 pagesVCCS Project Charter Template 1 4João CarvalhoPas encore d'évaluation
- Ovation Guitar Price History 1971-2004Document14 pagesOvation Guitar Price History 1971-2004flatfenderPas encore d'évaluation
- Operating Point and Efficiency of a Centrifugal Pump SystemDocument7 pagesOperating Point and Efficiency of a Centrifugal Pump SystemAdelaida CruzPas encore d'évaluation
- Mathcad - Example 2 - 2 Finite Heat ReleaseDocument7 pagesMathcad - Example 2 - 2 Finite Heat ReleaseQuinn StraubPas encore d'évaluation
- Procedure ITP Austenitic SS Rev.0.3Document13 pagesProcedure ITP Austenitic SS Rev.0.3Ferdie OSPas encore d'évaluation
- Chapter 7 TDM and FDMDocument8 pagesChapter 7 TDM and FDMKayle Rosainne SarmientoPas encore d'évaluation
- ECligner V2 Quick Manual enDocument18 pagesECligner V2 Quick Manual enDao - Ngoc LamPas encore d'évaluation
- Boot RomDocument83 pagesBoot RomArunachalam NagarajanPas encore d'évaluation
- Tariff Schedule for FY 2018-19Document29 pagesTariff Schedule for FY 2018-19flytorahulPas encore d'évaluation
- Hoja de Datos Acoplador DireccionalDocument2 pagesHoja de Datos Acoplador DireccionalDuvanChalaPas encore d'évaluation
- Advik Report On PythonDocument49 pagesAdvik Report On PythonPrints BindingsPas encore d'évaluation
- AHM060 2 Ramp Handling PDFDocument15 pagesAHM060 2 Ramp Handling PDFNarablues Indonesia100% (1)
- What Is Vendor EvaluationDocument8 pagesWhat Is Vendor EvaluationRahul pawadePas encore d'évaluation
- Idrac and Lifecycle Controller - A Recommended Workflow For Performing Firmware Updates On Poweredge ServersDocument17 pagesIdrac and Lifecycle Controller - A Recommended Workflow For Performing Firmware Updates On Poweredge ServersarivsPas encore d'évaluation
- IOM-P14-R0 Quarter Turn BVDocument9 pagesIOM-P14-R0 Quarter Turn BVDonovan BonnerPas encore d'évaluation
- Technical Evalution SheetDocument2 pagesTechnical Evalution Sheetappalaraju gompaPas encore d'évaluation
- Mentorpaper 102908Document79 pagesMentorpaper 102908rohan357Pas encore d'évaluation
- Final Project at NucsoftDocument97 pagesFinal Project at NucsoftmainasshettyPas encore d'évaluation
- Mems, Piezoelectric Sensing & ActuationDocument36 pagesMems, Piezoelectric Sensing & ActuationNagabhushanaPas encore d'évaluation
- Borang KWLDocument2 pagesBorang KWLjp siaPas encore d'évaluation
- AES Lecture 1 - IntroductionDocument20 pagesAES Lecture 1 - IntroductionJagwant PanesarPas encore d'évaluation
- Diagram AsDocument46 pagesDiagram AsHector Sepulveda OrellanaPas encore d'évaluation
- Traffic Lights in ExcelDocument4 pagesTraffic Lights in Excelsigmirean florinPas encore d'évaluation
- Notes On Sprockets and ChainsDocument6 pagesNotes On Sprockets and Chainsjjoohhnn90Pas encore d'évaluation
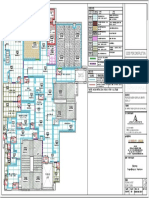
- 7.flooring Layout (Fourth Floor)Document1 page7.flooring Layout (Fourth Floor)Shubham PokhriyalPas encore d'évaluation