Vous aimerez peut-être aussi
- Fluid Friction and Head Loss Analysis in Smooth and Roughened PipesDocument71 pagesFluid Friction and Head Loss Analysis in Smooth and Roughened PipesYara A. Valenzuela Quiros71% (7)
- ECCS Recommendations Simple JointsDocument81 pagesECCS Recommendations Simple JointsDesignHandbook50% (2)
- Ugural - Advanced Strength PDFDocument435 pagesUgural - Advanced Strength PDFA Chilik50% (2)
- Collapse of Reinforced Thermoplastic Pipe (RTP) Under External PressureDocument6 pagesCollapse of Reinforced Thermoplastic Pipe (RTP) Under External PressureMuhammad Rafiq RavinPas encore d'évaluation
- Thermal Analysis of Exposed Pipeline Under Natural ConvectionDocument6 pagesThermal Analysis of Exposed Pipeline Under Natural ConvectionSyahrizalYusoffPas encore d'évaluation
- Effux Time EquationsDocument7 pagesEffux Time EquationsDhananjay KadamPas encore d'évaluation
- Isa S75 01 PDFDocument52 pagesIsa S75 01 PDFAnton HidayatPas encore d'évaluation
- Friction and Inclined Plane Problems ExplainedDocument116 pagesFriction and Inclined Plane Problems ExplainedAlexander Roman Sich100% (1)
- Q4 Science 9 - Module 1Document23 pagesQ4 Science 9 - Module 1Danilo Saliog67% (6)
- Lifetime Assessment of A Steam Pipeline: 1 2 Material 15 128 (14MOV6-3)Document6 pagesLifetime Assessment of A Steam Pipeline: 1 2 Material 15 128 (14MOV6-3)Costas AggelidisPas encore d'évaluation
- Assessment Method of Reformer Tubes PDFDocument10 pagesAssessment Method of Reformer Tubes PDFAndrea CalderaPas encore d'évaluation
- Studies of The Long Term Behaviour of GRE Pipe Under Bi-Axial StressDocument14 pagesStudies of The Long Term Behaviour of GRE Pipe Under Bi-Axial StressDuri DumaiPas encore d'évaluation
- TMP 296 EDocument14 pagesTMP 296 EFrontiersPas encore d'évaluation
- Pipe Stress AnalysisDocument10 pagesPipe Stress AnalysisilayarasanPas encore d'évaluation
- Lifetime Prediction of Thermo-Mechanical Fatigue For Exhaust ManifoldDocument10 pagesLifetime Prediction of Thermo-Mechanical Fatigue For Exhaust Manifoldram shyamPas encore d'évaluation
- Geothermal CorrosionDocument15 pagesGeothermal CorrosionWBPas encore d'évaluation
- Durability Testing For 100 Year Lifetime For Buried Non Pressure Plastic PipesDocument11 pagesDurability Testing For 100 Year Lifetime For Buried Non Pressure Plastic Pipesgail-doneganPas encore d'évaluation
- Failure Avoidance Brief: Estimating Heater Tube Life: FeatureDocument3 pagesFailure Avoidance Brief: Estimating Heater Tube Life: Featureriza9847Pas encore d'évaluation
- GRE Piping Fire WaterDocument10 pagesGRE Piping Fire WaterMubeenPas encore d'évaluation
- Stress and Integrity Analysis of Steam Superheater - 19342Document7 pagesStress and Integrity Analysis of Steam Superheater - 19342José de Paula MoreiraPas encore d'évaluation
- Catalyst TubeDocument8 pagesCatalyst TubePradeep SinghPas encore d'évaluation
- Laboratory Investigations of Corrosion and Corrosion Inhibition in Oilfield Pipelines Under Flowing ConditionsDocument1 pageLaboratory Investigations of Corrosion and Corrosion Inhibition in Oilfield Pipelines Under Flowing ConditionsReigina Zhazha AnastaciaPas encore d'évaluation
- Thermal Fatigue Crack Growth Modelling and TestingDocument5 pagesThermal Fatigue Crack Growth Modelling and Testing882636013Pas encore d'évaluation
- Irradiation Effects in A Highly Irradiated Cold Worked Stainless SteelDocument11 pagesIrradiation Effects in A Highly Irradiated Cold Worked Stainless SteelW.t. HanPas encore d'évaluation
- Pipeline Hydro Test Pressure Determination - Pipeline & Gas JournalDocument4 pagesPipeline Hydro Test Pressure Determination - Pipeline & Gas Journallewgne08Pas encore d'évaluation
- Test-Summary Formation FactorDocument15 pagesTest-Summary Formation FactorWanucy Barroso RodriguesPas encore d'évaluation
- Pressão Falha Reparo Compósito TubulaçãoDocument14 pagesPressão Falha Reparo Compósito TubulaçãoTuani CarvalhoPas encore d'évaluation
- Materials and Design: H.S. Da Costa-Mattos, J.M.L. Reis, R.F. Sampaio, V.A. PerrutDocument11 pagesMaterials and Design: H.S. Da Costa-Mattos, J.M.L. Reis, R.F. Sampaio, V.A. PerrutMarco Aurelio AraujoPas encore d'évaluation
- Geothermal Corrosion: High-Temperature Pitting of Stainless Steels and Ni-AlloysDocument15 pagesGeothermal Corrosion: High-Temperature Pitting of Stainless Steels and Ni-AlloysWBPas encore d'évaluation
- Endurance Regression Testing Method To Obtain A Hydrostatic Design Basis For Fiberglass PipeDocument15 pagesEndurance Regression Testing Method To Obtain A Hydrostatic Design Basis For Fiberglass PipeAvik Kundu100% (1)
- Appendix HDocument11 pagesAppendix HKonsep WicaksonoPas encore d'évaluation
- Pipeline pressure testing essentialsDocument2 pagesPipeline pressure testing essentialsMayur MandrekarPas encore d'évaluation
- Effect Scale Formation in Boiler Water Wall TubesDocument7 pagesEffect Scale Formation in Boiler Water Wall TubesRishabh ChaurePas encore d'évaluation
- ICONE10-22763: A Complete Piping Analysis With Thermal Stratification LoadsDocument8 pagesICONE10-22763: A Complete Piping Analysis With Thermal Stratification LoadsMilton DongPas encore d'évaluation
- Pipe Stress AnalysisDocument15 pagesPipe Stress AnalysispvmssonPas encore d'évaluation
- Hydro Testing + Post Weld Heat TreatmentDocument20 pagesHydro Testing + Post Weld Heat TreatmentRafia ZafarPas encore d'évaluation
- CorrosionProductSampling - GoodDocument10 pagesCorrosionProductSampling - Good_Greg_Pas encore d'évaluation
- Aluminum Extrusion FsiDocument9 pagesAluminum Extrusion FsiXPTO_COMPas encore d'évaluation
- OTC 1999-InsulationTestMethod TNODocument16 pagesOTC 1999-InsulationTestMethod TNOhan.velthuis431Pas encore d'évaluation
- Thermoplastic TanksDocument8 pagesThermoplastic TankssegomezpPas encore d'évaluation
- Scad 2011 2 2 307 PDFDocument13 pagesScad 2011 2 2 307 PDFCarlos NievesPas encore d'évaluation
- New Improvements On Managed Pressure Drilling: Petroleum SocietyDocument11 pagesNew Improvements On Managed Pressure Drilling: Petroleum SocietySaurav SenguptaPas encore d'évaluation
- Viii Paper 07Document17 pagesViii Paper 07moonisqPas encore d'évaluation
- Spe 151810 PaDocument12 pagesSpe 151810 Paswaala4realPas encore d'évaluation
- On The Prediction of Long-Term Creep-Failure of GRP PipesDocument35 pagesOn The Prediction of Long-Term Creep-Failure of GRP PipesMuhammad EhtshamPas encore d'évaluation
- Models - Heat.shell and Tube Heat ExchangerDocument16 pagesModels - Heat.shell and Tube Heat ExchangerFaheem Fiaz ChohanPas encore d'évaluation
- Corrosion Testing and MeasurementsDocument9 pagesCorrosion Testing and MeasurementsVaish NaviPas encore d'évaluation
- Engineering Failure Analysis: SciencedirectDocument11 pagesEngineering Failure Analysis: SciencedirectArturo CervantesPas encore d'évaluation
- Better Piping and Expansion Joint DesignDocument3 pagesBetter Piping and Expansion Joint DesignSeungmin PaekPas encore d'évaluation
- Corrosion Resistance Performance of Fly Ash Blended Cement ConcretesDocument7 pagesCorrosion Resistance Performance of Fly Ash Blended Cement ConcretesesatjournalsPas encore d'évaluation
- Hydrotest & Pneumatic TestDocument3 pagesHydrotest & Pneumatic TestjokishPas encore d'évaluation
- Thermal Fatigue Due To Statification in PipingDocument16 pagesThermal Fatigue Due To Statification in PipinghamadaniPas encore d'évaluation
- Thermal-Structural Analysis &optimization of Pressure Vessel Using Finite Element AnalysisDocument3 pagesThermal-Structural Analysis &optimization of Pressure Vessel Using Finite Element Analysissagar1503Pas encore d'évaluation
- Pressure VesselDocument26 pagesPressure VesselMohd Azharudin Mohadi100% (1)
- Shevchenko 2017 J. Phys. Conf. Ser. 891 012255Document7 pagesShevchenko 2017 J. Phys. Conf. Ser. 891 012255senthilPas encore d'évaluation
- Abstracts 03 2007Document3 pagesAbstracts 03 2007Ahsan AliPas encore d'évaluation
- Hydrostatic Test: From Wikipedia, The Free EncyclopediaDocument5 pagesHydrostatic Test: From Wikipedia, The Free EncyclopediaLinlin DuanPas encore d'évaluation
- Effects of Thermal LoadsDocument12 pagesEffects of Thermal LoadshamadaniPas encore d'évaluation
- Effect of Temperature On The In-Plane Permeability in The Gas Diffusion Layer of A PEM Fuel CellDocument10 pagesEffect of Temperature On The In-Plane Permeability in The Gas Diffusion Layer of A PEM Fuel CellminliPas encore d'évaluation
- High Temperature Tensile Testing: of Ceramic CompositesDocument45 pagesHigh Temperature Tensile Testing: of Ceramic Composites陳信辰Pas encore d'évaluation
- Blowdown of Vessels and Pipelines: S.M. Richardson & G. SavilleDocument15 pagesBlowdown of Vessels and Pipelines: S.M. Richardson & G. SavillefaisalmuradPas encore d'évaluation
- Blow DownDocument15 pagesBlow DownRenato BenintendiPas encore d'évaluation
- Full Scale Experimental Analysis of Stress States in Sleeve Repairs of Gas Pipelines PDFDocument9 pagesFull Scale Experimental Analysis of Stress States in Sleeve Repairs of Gas Pipelines PDFzemog001100% (1)
- Fluid Mixing II: A Symposium Organised by the Yorkshire Branch and the Fluid Mixing Processes Subject Group of the Institution of Chemical Engineers and Held at Bradford University, 3-5 April 1984D'EverandFluid Mixing II: A Symposium Organised by the Yorkshire Branch and the Fluid Mixing Processes Subject Group of the Institution of Chemical Engineers and Held at Bradford University, 3-5 April 1984Pas encore d'évaluation
- Composite RepairDocument9 pagesComposite RepairFelipe Perissé Duarte LopesPas encore d'évaluation
- The Metallurgy of the Nonferrous MetalsDocument533 pagesThe Metallurgy of the Nonferrous MetalsFelipe Perissé Duarte LopesPas encore d'évaluation
- Principle of Equal-Channel Angular Peessing For The Processing of Ultra-Fine Grained MaterialsDocument4 pagesPrinciple of Equal-Channel Angular Peessing For The Processing of Ultra-Fine Grained MaterialsFelipe Perissé Duarte LopesPas encore d'évaluation
- Deformation Behaviour of Ultra-Fine-Grained CopperDocument9 pagesDeformation Behaviour of Ultra-Fine-Grained CopperFelipe Perissé Duarte LopesPas encore d'évaluation
- The Mechanical Properties of Natural Fibre Composite Laminates: A Statistical StudyDocument6 pagesThe Mechanical Properties of Natural Fibre Composite Laminates: A Statistical StudyFelipe Perissé Duarte LopesPas encore d'évaluation
- Microstructural Characteristics of An Ultrafine Grain Metal Processed With Equal-Channel Angular PressingDocument7 pagesMicrostructural Characteristics of An Ultrafine Grain Metal Processed With Equal-Channel Angular PressingFelipe Perissé Duarte LopesPas encore d'évaluation
- Advanced Biocomposite From MAESSDocument9 pagesAdvanced Biocomposite From MAESSFelipe Perissé Duarte LopesPas encore d'évaluation
- Erratum To Microstructural Evolution in Copper Subjected - Mishra (Act)Document2 pagesErratum To Microstructural Evolution in Copper Subjected - Mishra (Act)Felipe Perissé Duarte LopesPas encore d'évaluation
- Performance and Applications of Nanostructured Materials SPD - Zhu Et AlDocument6 pagesPerformance and Applications of Nanostructured Materials SPD - Zhu Et AlFelipe Perissé Duarte LopesPas encore d'évaluation
- Nano Structured Materials - Basic Concepts and Micro StructureDocument29 pagesNano Structured Materials - Basic Concepts and Micro Structurehichiku4uPas encore d'évaluation
- Microembossing of Ultrafine Grained AlDocument18 pagesMicroembossing of Ultrafine Grained AlFelipe Perissé Duarte LopesPas encore d'évaluation
- Nanocrystalline Metals Crystallized From Amorphous Solids: Nanocrystallization, Structure, and PropertiesDocument61 pagesNanocrystalline Metals Crystallized From Amorphous Solids: Nanocrystallization, Structure, and PropertiesFelipe Perissé Duarte LopesPas encore d'évaluation
- ECAEDocument65 pagesECAEFelipe Perissé Duarte LopesPas encore d'évaluation
- Injection Wells For Disposal and Enhanced RecoveryDocument2 pagesInjection Wells For Disposal and Enhanced RecoveryFelipe Perissé Duarte LopesPas encore d'évaluation
- NORSOK L-002 Edition 3, July 2009 PDFDocument36 pagesNORSOK L-002 Edition 3, July 2009 PDFKarthick VenkatswamyPas encore d'évaluation
- CSWIP Plant Inspectors 5th Edition, May 2012Document13 pagesCSWIP Plant Inspectors 5th Edition, May 2012Er Faiyaz AhmedPas encore d'évaluation
- L8 Ti Slides - WebDocument28 pagesL8 Ti Slides - WebFelipe Perissé Duarte LopesPas encore d'évaluation
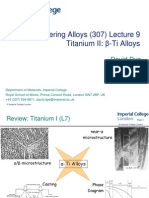
- L9 Ti Slides - WebDocument23 pagesL9 Ti Slides - WebFelipe Perissé Duarte LopesPas encore d'évaluation
- Engineering Alloys (307) Lecture 7 Titanium Alloys I: David DyeDocument15 pagesEngineering Alloys (307) Lecture 7 Titanium Alloys I: David DyeFelipe Perissé Duarte LopesPas encore d'évaluation
- Compound Epicyclic Gear TrainsDocument5 pagesCompound Epicyclic Gear TrainsSezgin BayrakPas encore d'évaluation
- Gravity 1Document25 pagesGravity 1Ana Marie ValenzuelaPas encore d'évaluation
- Schwinger Action PrincipalDocument24 pagesSchwinger Action PrincipalLalit SinghPas encore d'évaluation
- Water Gas Shift Equilibria Using NIST Webbook and MatlabDocument7 pagesWater Gas Shift Equilibria Using NIST Webbook and MatlabTaylorPas encore d'évaluation
- Seismic Retrofitting of Unreinforced Masonry Walls by FRP StripsDocument8 pagesSeismic Retrofitting of Unreinforced Masonry Walls by FRP StripsIbrahim DanishPas encore d'évaluation
- Fluid MechanicsDocument4 pagesFluid MechanicsihllhmPas encore d'évaluation
- 1.engineering Mechanics:: SFD BMDDocument7 pages1.engineering Mechanics:: SFD BMDSuresḫ BujjîPas encore d'évaluation
- Week 8 ModifiedDocument3 pagesWeek 8 ModifiedNirmal KumarPas encore d'évaluation
- Gate Question and Answer For Aerospace by Vinothkumar AnnamalaiDocument138 pagesGate Question and Answer For Aerospace by Vinothkumar Annamalaiapi-271354682Pas encore d'évaluation
- Asian CatalougeDocument15 pagesAsian CatalougearunscholarPas encore d'évaluation
- Final BeamDocument18 pagesFinal BeamNikhilPas encore d'évaluation
- Acs SassiDocument325 pagesAcs SassiAnonymous M4BGwOkIpPas encore d'évaluation
- Physics 3232 Optics I: Introduction: Prof. Rick Trebino, Georgia Tech WWW - Frog.gatech - EduDocument38 pagesPhysics 3232 Optics I: Introduction: Prof. Rick Trebino, Georgia Tech WWW - Frog.gatech - EduTriaPas encore d'évaluation
- CBSE Class 9 Science Chapter SoundDocument8 pagesCBSE Class 9 Science Chapter SoundVaibhav SinhaPas encore d'évaluation
- Shell & Tube Heat Exchangers ExplainedDocument71 pagesShell & Tube Heat Exchangers ExplaineddivakarPas encore d'évaluation
- Global Stability Analysis of Eccentric Taylor Couette FlowDocument28 pagesGlobal Stability Analysis of Eccentric Taylor Couette FlowSreekanth MenonPas encore d'évaluation
- Vijay Gupta - Elements of Heat and Mass Transfer-New Age International Pub (2020)Document565 pagesVijay Gupta - Elements of Heat and Mass Transfer-New Age International Pub (2020)Mustapha MellalPas encore d'évaluation
- A RANS-based Analysis Ool For Ducted Propeller Systems in Open Water ConditionDocument23 pagesA RANS-based Analysis Ool For Ducted Propeller Systems in Open Water ConditionLeonardo Duarte MilfontPas encore d'évaluation
- Experimental Study of SS304L Cylindrical Shell WitDocument10 pagesExperimental Study of SS304L Cylindrical Shell WitVPN NetworkPas encore d'évaluation
- Example 2 - Bending TestDocument10 pagesExample 2 - Bending TestMuhd Fauzan IbrahimPas encore d'évaluation
- Mermin Bad HabitDocument2 pagesMermin Bad HabitNikos Paizis100% (3)
- Concept: Defining ConstraintsDocument3 pagesConcept: Defining ConstraintsPraveen SreedharanPas encore d'évaluation
- Competitor Comparison Variable Speed Drives in PumpingDocument132 pagesCompetitor Comparison Variable Speed Drives in PumpingYuriy KarpusPas encore d'évaluation
- Turbomachinery Chapter: Pump and Turbine DesignDocument26 pagesTurbomachinery Chapter: Pump and Turbine DesignfauzPas encore d'évaluation