Vous aimerez peut-être aussi
- Calcinacion de MineralesDocument20 pagesCalcinacion de MineralesJahury Zuñiga IzquierdoPas encore d'évaluation
- Recuperacion Del Plomo en Lodos Anodicos de La Electrorefinacion Del CobreDocument7 pagesRecuperacion Del Plomo en Lodos Anodicos de La Electrorefinacion Del CobreWillianPuchoAparicioPas encore d'évaluation
- REDUCCION CARBOTERMICA DE PbODocument3 pagesREDUCCION CARBOTERMICA DE PbOrosaliaPas encore d'évaluation
- Cuestionario 6Document15 pagesCuestionario 6edgar0% (1)
- Alto Horno PDFDocument94 pagesAlto Horno PDFWen LeivaPas encore d'évaluation
- Tesis Recuperacion de Antimonio - Image.MarkedDocument66 pagesTesis Recuperacion de Antimonio - Image.MarkedMauricioPas encore d'évaluation
- Piedra caliza y carbón coque en la industria siderúrgicaDocument5 pagesPiedra caliza y carbón coque en la industria siderúrgicaRodrigo CarranzaPas encore d'évaluation
- Quimica y Cinetica de La TostacionDocument5 pagesQuimica y Cinetica de La TostacionSheila Allende Aguilar100% (1)
- Oxiconvertidores y Horno EléctricoDocument46 pagesOxiconvertidores y Horno EléctricoRocio BoetaPas encore d'évaluation
- Casiterita Apartir de Estaño Veronica Barrientos RiveraDocument21 pagesCasiterita Apartir de Estaño Veronica Barrientos Riveracoreano63Pas encore d'évaluation
- Poster Fundición de Aluminio / UNSAAC INGENIERIA METALURGICADocument2 pagesPoster Fundición de Aluminio / UNSAAC INGENIERIA METALURGICAJhonelPas encore d'évaluation
- Proceso Centro Metalúrgico La OroyaDocument9 pagesProceso Centro Metalúrgico La OroyaJavier GRPas encore d'évaluation
- Examen Final Adm 2020-1.Document5 pagesExamen Final Adm 2020-1.Bryson Daniel Gutierrez RafaelPas encore d'évaluation
- SolidificacionDocument223 pagesSolidificacionEstef LuPas encore d'évaluation
- Aleaciones No FerrosaDocument63 pagesAleaciones No FerrosaYusei D.Pas encore d'évaluation
- Aliaciones de EstañoDocument21 pagesAliaciones de Estañocarandatru100% (1)
- Proceso Del Litio Desde EspomudenoDocument16 pagesProceso Del Litio Desde Espomudenocoreano63Pas encore d'évaluation
- Bismuto y Sus AleacionesDocument20 pagesBismuto y Sus AleacionesBryan100% (1)
- Precipitación Antimonio HierroDocument5 pagesPrecipitación Antimonio HierrorosaliaPas encore d'évaluation
- TrabajoDocument6 pagesTrabajoJonathan Palomino GallegosPas encore d'évaluation
- Hornos Ausmelt y IsasmeltDocument2 pagesHornos Ausmelt y IsasmeltEVELYN PAQUIRACHIN SANTOSPas encore d'évaluation
- BBFDocument13 pagesBBFMiguel AngelPas encore d'évaluation
- Fusión reductora de cobre 40cDocument19 pagesFusión reductora de cobre 40cKheyla ValdiviaPas encore d'évaluation
- Pirometalurgia Informe Procesos 2Document29 pagesPirometalurgia Informe Procesos 2JorgeAndres100% (1)
- Diagramas Eh-pH Caso 3Document6 pagesDiagramas Eh-pH Caso 3BrunoPas encore d'évaluation
- Proceso CorexDocument32 pagesProceso CorexMoises Cusiquispe Hancco75% (4)
- Aplicaciones de los SIALON en la industriaDocument25 pagesAplicaciones de los SIALON en la industriaLidio Omar Villena CorahuaPas encore d'évaluation
- Pirometalurgia Del ZincDocument13 pagesPirometalurgia Del ZincGustavo ChoquePas encore d'évaluation
- Trabajo 2 Electrometalurgia FinalDocument11 pagesTrabajo 2 Electrometalurgia FinalRicardo Peralta100% (1)
- Unidad 4 - Metalurgia de Cobre y OroDocument43 pagesUnidad 4 - Metalurgia de Cobre y OroCristian González Burzichelli100% (1)
- Informe Corrosion CineticaDocument17 pagesInforme Corrosion CineticaRoberto GonzalesPas encore d'évaluation
- CONTOPDocument4 pagesCONTOPvanhfanelPas encore d'évaluation
- Guia de Laboratorio de AmalgamacionDocument3 pagesGuia de Laboratorio de AmalgamacionAnonymous mrPC08u100% (1)
- Fundición en horno cubiloteDocument13 pagesFundición en horno cubiloteAbel AvalosPas encore d'évaluation
- Fundicion 2018-1Document29 pagesFundicion 2018-1Johnathan OcaresPas encore d'évaluation
- Procesos pirometalúrgicos oroDocument6 pagesProcesos pirometalúrgicos oroJosephy LiviaPas encore d'évaluation
- Informe 1 Español Corrosion FIGMMDocument16 pagesInforme 1 Español Corrosion FIGMMEd LCPas encore d'évaluation
- Fusión ReductoraDocument3 pagesFusión ReductoraLuis MolinaPas encore d'évaluation
- Proceso de Refinacion Del CobreDocument26 pagesProceso de Refinacion Del Cobremau_fumarolo5337Pas encore d'évaluation
- Proceso KIVCET de fundición de plomoDocument3 pagesProceso KIVCET de fundición de plomoFatunchiss QuispePas encore d'évaluation
- PIRO III A. Zenteno Horno de Lecho FDocument13 pagesPIRO III A. Zenteno Horno de Lecho FAlvaro Arando GarciaPas encore d'évaluation
- Hornos Contop y KivcetDocument8 pagesHornos Contop y KivcetJhalin GutierrezPas encore d'évaluation
- Proceso de RefinacionDocument17 pagesProceso de RefinacionIsai SánchezPas encore d'évaluation
- Parcial SolucionarioDocument3 pagesParcial Solucionariomiguel EncarnacionPas encore d'évaluation
- Metales y ProduccionDocument9 pagesMetales y ProduccionMoy GarciaPas encore d'évaluation
- Refino Del Plomo de ObraDocument3 pagesRefino Del Plomo de ObraLeonardo AgPas encore d'évaluation
- Problemas de Siderurgia II p1Document16 pagesProblemas de Siderurgia II p1Jesus Maldonado PalmaPas encore d'évaluation
- Flotación, Definición e HistoriaDocument31 pagesFlotación, Definición e HistoriaJoel Rivera CastilloPas encore d'évaluation
- Separata 31Document2 pagesSeparata 31Juan Diego Falcon ChuraPas encore d'évaluation
- Refineria IloDocument8 pagesRefineria IloKevin Williams Ttito ChirinosPas encore d'évaluation
- PirometalurgiaDocument15 pagesPirometalurgiaalexander beltranPas encore d'évaluation
- Introducción a la corrosión metálicaDocument42 pagesIntroducción a la corrosión metálicaEDWARDURIBEPas encore d'évaluation
- Lixiviacion de Menas de OroDocument35 pagesLixiviacion de Menas de OroEileen CamblorPas encore d'évaluation
- Capitulo1 Introducción PDFDocument3 pagesCapitulo1 Introducción PDFJimmy RedsPas encore d'évaluation
- Guia 1 Pellets PDFDocument7 pagesGuia 1 Pellets PDFNataliaVargas0% (2)
- Fusión reductora de minerales de estañoDocument12 pagesFusión reductora de minerales de estañolopezfloreslaPas encore d'évaluation
- Electro Metalurgia 2018Document96 pagesElectro Metalurgia 2018paulinaPas encore d'évaluation
- Paper Sobre Reactivos para EW de CuDocument13 pagesPaper Sobre Reactivos para EW de CuJennifer Villalobos BasáezPas encore d'évaluation
- EstanoDocument14 pagesEstanoOmar MBnPas encore d'évaluation
- 2021 - 01 - Sem 10 - Alumnos - Revisado - FINAL1 TerDocument4 pages2021 - 01 - Sem 10 - Alumnos - Revisado - FINAL1 TerYenes Vilca MauricioPas encore d'évaluation
- Informe Numero 13 OpticaDocument17 pagesInforme Numero 13 OpticaBrayan Dali Nattez VargasPas encore d'évaluation
- Informe Recuperatorio Teoria de SpaxiumDocument10 pagesInforme Recuperatorio Teoria de SpaxiumBrayan Dali Nattez Vargas100% (1)
- LWDDocument21 pagesLWDBrayan EncaladaPas encore d'évaluation
- Informe Numero 9 Corriente AlternaDocument20 pagesInforme Numero 9 Corriente AlternaBrayan Dali Nattez VargasPas encore d'évaluation
- Informe Numero 11 Figuras de LisssajousDocument12 pagesInforme Numero 11 Figuras de LisssajousBrayan Dali Nattez VargasPas encore d'évaluation
- Informe Numero 12 Transformadores - FalladoDocument13 pagesInforme Numero 12 Transformadores - FalladoBrayan Dali Nattez VargasPas encore d'évaluation
- Informe Numero 14 Optica 2Document17 pagesInforme Numero 14 Optica 2Brayan Dali Nattez VargasPas encore d'évaluation
- Informe Numero 10 ResonanciaDocument16 pagesInforme Numero 10 ResonanciaBrayan Dali Nattez VargasPas encore d'évaluation
- Auxiliatura de Fluidos de PerofracionDocument18 pagesAuxiliatura de Fluidos de PerofracionBrayan Dali Nattez VargasPas encore d'évaluation
- Tec. Control 2 B - Tutorial PidDocument9 pagesTec. Control 2 B - Tutorial PidArin MoranPas encore d'évaluation
- Viscosidad Lodo BentonitaDocument2 pagesViscosidad Lodo BentonitaBrayan Dali Nattez VargasPas encore d'évaluation
- Tec. Control 2 B - Tutorial PidDocument9 pagesTec. Control 2 B - Tutorial PidArin MoranPas encore d'évaluation
- Auxy Luis GutierrezDocument3 pagesAuxy Luis GutierrezBrayan Dali Nattez VargasPas encore d'évaluation
- Informe Numero 6 Ley de FaradayDocument13 pagesInforme Numero 6 Ley de FaradayBrayan Dali Nattez VargasPas encore d'évaluation
- BentonitaDocument3 pagesBentonitaCelina DelgadoPas encore d'évaluation
- Horno eléctrico para reducción de estañoDocument17 pagesHorno eléctrico para reducción de estañoDiego ChavezPas encore d'évaluation
- GeologiaaplicadaDocument19 pagesGeologiaaplicadaBrayan Dali Nattez VargasPas encore d'évaluation
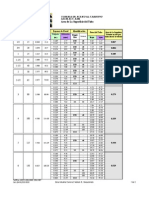
- Tabla de especificaciones de tubería de acero al carbono ASTM A53/A106 con diámetros de 1/2 a 6Document3 pagesTabla de especificaciones de tubería de acero al carbono ASTM A53/A106 con diámetros de 1/2 a 6reblas100% (6)
- Art 6-2Document5 pagesArt 6-2Franz PalaciosPas encore d'évaluation
- Diseño de La Sarta de Perforacion PDFDocument57 pagesDiseño de La Sarta de Perforacion PDFAlex Canqui0% (1)
- Tabla de especificaciones de tubería de acero al carbono ASTM A53/A106 con diámetros de 1/2 a 6Document3 pagesTabla de especificaciones de tubería de acero al carbono ASTM A53/A106 con diámetros de 1/2 a 6reblas100% (6)
- Tre PanosDocument42 pagesTre PanosBrayan Dali Nattez VargasPas encore d'évaluation
- PerforacionDocument3 pagesPerforacionFranyi Luque100% (1)
- Diccionareio de GeologiaDocument16 pagesDiccionareio de GeologiaBrayan Dali Nattez VargasPas encore d'évaluation
- Tramos de Perforación 2017Document44 pagesTramos de Perforación 2017Gabriel Mamani CallisayaPas encore d'évaluation
- Manual de Perforacion Datalog PDFDocument278 pagesManual de Perforacion Datalog PDFparkerworkerPas encore d'évaluation
- HistoriadelanformaticaDocument14 pagesHistoriadelanformaticaBrayan Dali Nattez VargasPas encore d'évaluation
- InformticaDocument7 pagesInformticaBrayan Dali Nattez VargasPas encore d'évaluation
- InformticaDocument7 pagesInformticaBrayan Dali Nattez VargasPas encore d'évaluation
- La OtanDocument20 pagesLa OtantegosotoPas encore d'évaluation
- Explicacion Docente - FISICA - 1 UNAMDocument268 pagesExplicacion Docente - FISICA - 1 UNAMJose SaldivarPas encore d'évaluation
- Herramientas Química AnalíticaDocument6 pagesHerramientas Química AnalíticaJoel Hernan HUARACA MAURICIOPas encore d'évaluation
- Resumen de La ApraxiaDocument2 pagesResumen de La ApraxiaHarold RiveraPas encore d'évaluation
- Bakunin Mijail - La Mujer, El Matrimonio y La FamiliaDocument3 pagesBakunin Mijail - La Mujer, El Matrimonio y La FamiliamorcuyoPas encore d'évaluation
- PDF Cuadernillo de Practicas 1 - Convert - CompressDocument76 pagesPDF Cuadernillo de Practicas 1 - Convert - CompressJoseph Vladimir Acero Castillo100% (1)
- Guia 2Document40 pagesGuia 2AVELLANEDA GOMEZ ANA CATERINPas encore d'évaluation
- Medidas AntropométricasDocument33 pagesMedidas AntropométricasJOSE LUIS TORREALBAPas encore d'évaluation
- Minuta de Contrato de CompraventaDocument7 pagesMinuta de Contrato de Compraventaalex100% (1)
- Acevedo - Nayeli - Analizando Titulos CréditosDocument4 pagesAcevedo - Nayeli - Analizando Titulos CréditosNayeli CastilloPas encore d'évaluation
- Materiales sobre TEADocument2 pagesMateriales sobre TEAIdairaHPPas encore d'évaluation
- Clasificación de Los Delitos Por Las Consecuencias de La Acción - NotasDocument11 pagesClasificación de Los Delitos Por Las Consecuencias de La Acción - NotasleonelitaPas encore d'évaluation
- El contrabando en YacuibaDocument10 pagesEl contrabando en YacuibaFranco Alexander CocaPas encore d'évaluation
- El Texto Lingüístico y El DiscursoDocument9 pagesEl Texto Lingüístico y El DiscursoAllan SánchezPas encore d'évaluation
- Silabo de Codigo CivilDocument6 pagesSilabo de Codigo CivilSegundo Ulises Calderón ChambiPas encore d'évaluation
- Proyecto Interdiciplinar Q2Document3 pagesProyecto Interdiciplinar Q2Anonymous 47g7jJQ5Pas encore d'évaluation
- Minuta de Poder para El Extranjero, Agustin BalcarcelDocument2 pagesMinuta de Poder para El Extranjero, Agustin BalcarcelLeslin Reyes MayénPas encore d'évaluation
- Simulacion 220326 DemultiplexorDocument3 pagesSimulacion 220326 DemultiplexorBryan MirandaPas encore d'évaluation
- RugbyDocument24 pagesRugbyDeyanira STPas encore d'évaluation
- Reporte preliminar de accidente e incidente en proyecto de mejoramiento de carreteraDocument2 pagesReporte preliminar de accidente e incidente en proyecto de mejoramiento de carreteraOjatsom Somar DrawdePas encore d'évaluation
- Manejo de Energías Por Maestra SeleneDocument27 pagesManejo de Energías Por Maestra Seleneoscar arangoPas encore d'évaluation
- Total Traxium Axle 7 85W-140Document2 pagesTotal Traxium Axle 7 85W-140Jorge Armando Chuquihuanga CoelloPas encore d'évaluation
- ANALISIS DE LA PELICULA HUELEPEGA-LEY DE LA CALLE Por Caonabo ValdezDocument16 pagesANALISIS DE LA PELICULA HUELEPEGA-LEY DE LA CALLE Por Caonabo ValdezCaonabo Valdez100% (2)
- AlcabalaDocument34 pagesAlcabalaYosbelYelsinNazzaGonzalesPas encore d'évaluation
- Flexi Drive MVDocument2 pagesFlexi Drive MVAlanPaesaPas encore d'évaluation
- Termas Caracalla: Monumentalidad ComplejoDocument6 pagesTermas Caracalla: Monumentalidad ComplejoMichiLovonPas encore d'évaluation
- SST-FO-01. Lista MaestraDocument3 pagesSST-FO-01. Lista MaestraFlavio Paulino Martinez100% (8)
- Examen Gastroenterología Ago 2010Document4 pagesExamen Gastroenterología Ago 2010xstella08Pas encore d'évaluation
- Curriculum VitaeDocument5 pagesCurriculum VitaeSharith Vargas ParionaPas encore d'évaluation
- 018-Guía para El Análisis de Costos y PresupuestosDocument50 pages018-Guía para El Análisis de Costos y PresupuestosaLBERTANOPas encore d'évaluation