International Journal of Mechanical Engineering and Technology (IJMET)
Volume 10, Issue 03, March 2019, pp. 1285–1300, Article ID: IJMET_10_03_131
Available online at http://www.iaeme.com/ijmet/issues.asp?JType=IJMET&VType=10&IType=3
ISSN Print: 0976-6340 and ISSN Online: 0976-6359
© IAEME Publication Scopus Indexed
FATIGUE PERFORMANCE OF THERMAL
SPRAY COATINGS ON CARBON STEEL: A
REVIEW
M. A. M. Halmi
Faculty of Mechanical and Manufacturing Engineering,
Universiti Tun Hussein Onn Malaysia (UTHM), 86400 Johor, Malaysia
M. A. Harimon
Faculty of Mechanical and Manufacturing Engineering,
Centre for Technology Oil & Gas, Teaching Factory,
Universiti Tun Hussein Onn Malaysia (UTHM), 86400 Johor, Malaysia
L. Mohd Tobi
Centre for Technology Oil & Gas, Teaching Factory,
Universiti Tun Hussein Onn Malaysia (UTHM), 86400 Johor, Malaysia
M. F. Mahmod
Faculty of Mechanical and Manufacturing Engineering,
Universiti Tun Hussein Onn Malaysia (UTHM), 86400 Johor, Malaysia
ABSTRACT
This paper contributes to a review of the research of the fatigue behaviour of
thermal spray coatings on carbon steel. Previous studies provide the experimental
characterization of the fatigue resistance of coated carbon steel. Different coating
powders were deposited to a different type of carbon steels. Also, S-N curves were
drawn from axial- and rotating bending fatigue test to determine the fatigue strength or
fatigue limit of the samples. Thermal spray coatings showed great improvement to the
work hardening effect but worsen the fatigue life due to the inclusion of oxide and pores,
the presence of stress concentrators, and high microcrack density. Moreover, the effects
of the surrounding environment have also resulted in pros and cons towards the fatigue
strength. An improvement, however, can be done with the shot peening treatment, which
significantly increases the compressive residual stress at interfaces of
coating/substrate. The high compressive residual stress could delay the crack
nucleation, thus increasing the fatigue life of the coated part.
Key words: Carbon steel, Coating, Fatigue, Thermal spray
http://www.iaeme.com/IJMET/index.asp 1285 editor@iaeme.com
Fatigue Performance of Thermal Spray Coatings on Carbon Steel: A Review
Cite this Article: M.A.M. Halmi, M.A. Harimon, A.L. Mohd Tobi, M.F. Mahmod,
Fatigue Performance of Thermal Spray Coatings on Carbon Steel: A Review,
International Journal of Mechanical Engineering and Technology 10(3), 2019, pp.
1285–1300.
http://www.iaeme.com/IJMET/issues.asp?JType=IJMET&VType=10&IType=3
1. INTRODUCTION
Application of thin film of functional material to an object (usually referred to as the substrate)
is known as a coating process. The functional material may be solid, liquid or gas; organic or
inorganic; metallic or non-metallic. In many cases, coatings are applied to improve the surface
properties of the substrate [1]. Composite coating innovation primarily has been created to
satisfy the mechanical requests for coatings whose details surpass the capabilities of customary
coating innovations, which are able of working in extreme environments and within the
confront of challenges postured by temperature, corrosion, abrasion, fatigue, friction, and
erosion [2]–[4]. Nowadays thermal spray coatings have been broadly applied to improve
functions such as wear resistance, corrosion resistance, bioactivity and dielectric properties to
light metals. The characteristics of the deposition process, including splat cooling and
successive stacking of splats, create coatings of unique microstructure which are different from
conventional materials [5]. The common processes of thermal spray are arc spray, flame spray,
high-velocity oxy-fuel spray, and plasma spray.
High-velocity oxygen fuel (HVOF) spraying is widely utilized in groups of thermal
spraying and it has been extensively used for tungsten carbide (WC) feedstock powder in order
to obtain good bond strength, higher density, and less decarburization. This is because of the
lower temperature and higher velocities experienced by the powder particles as compared to
other thermal spray technique like vacuum/low-pressure plasma (VPS/LPPS), and atmospheric
plasma (APS) with a higher temperature around with lower velocities [6]–[11]. However, the
effect of the coating on the fatigue performance influenced the acceptance of thermal spray
coatings in many applications. When a structure is loaded, a crack will be nucleated (crack
nucleation) on a microscopically small scale, this crack then grows (crack growth), then finally
complete failure of the specimen [12]–[17].
The factors causing fatigue failure can be divided into basic factors and additional factors.
For the basic factors are a high maximum tensile stress value, a large amount of variation or
fluctuation in the applied stress, and a sufficiently large number of cycles of the applied stress.
While for the additional factors are stress concentration (geometry), corrosion (environment),
temperature (environment), overload (loading), metallurgical structure (material), residual
stress (manufacturing) and combined stress (loading). One of the factors that influence the
fatigue life of thermal spray-coated components is the residual stress in the coating. It was found
that there is a direct relation between the residual stress in the coating and the fatigue life of the
coated part. Fatigue life can be changed by a factor of ten due to the level of compressive
residual stress in the coating [18]–[21]. On the other hand, surface defects (such as roughness
or scratches and notches or shoulders), corrosion and galling (due to rubbing of mating surfaces)
may reduce the fatigue strength of the coated part [12].
This work focuses on the main results available in the literature on the fatigue behaviour of
thermally sprayed carbon steel. In actual fact, the current development of coating technique
rises significantly to fulfil industrial demands in the best possible ways. Also, the possibility to
withstand in extreme environments and in the challenges posed by fatigue, temperature,
corrosion and abrasive is expected to become more and more dominant. From these
perspectives, the utilization of thermal spray coating having a better performance than those of
http://www.iaeme.com/IJMET/index.asp 1286 editor@iaeme.com
M.A.M. Halmi, M.A. Harimon, A.L. Mohd Tobi, M.F. Mahmod
traditional coating would be recommended for a number of applications. Therefore, to achieve
significant results, numbers of research studies would be necessary.
2. THERMAL SPRAY COATINGS PREPARATION
2.1. Material selection
Material selection is very significant due to their benefits and limitations. In this paper, carbon
steel will be reviewed as a fixed substrate with different coating powder characteristics
functioned to protect the metal substrate. Every coating powder has its own benefits toward
improving the substrate's characteristics. In [22], [23] the coating powder comprised of cobalt
element, which acts to provide a ductile metallic binder for hard carbide particles. Besides that,
cobalt can also help the coating powder to achieve a high density of deposition as its wetting or
capillary action during liquid phase sintering. In the study [9], [24]–[30], the coating powder
comprised of nickel element, which acts to improve the corrosion and oxidation resistance of
the substrate. However, nickel does not wet the WC particles as effectively as cobalt, resulting
in low strength, hardness and wear resistance.
2.2. Substrate and specimen preparation
For material preparation, metal substrate was first grounded and polished using SiC sandpaper
with 60 to 200 grit range [22], [23], [27], [30]. Then the substrate will be quenched from 815
℃ - 845 ℃ for 45 minutes and cooled in oil (20 ℃). After that, the substrate was tempered in
the range of 220 ℃ to 260 ℃ for 2 hours and then it will be cooled in the air [22]–[25], [28].
Fatigue specimens were then machined and sectioned according to the ASTM-E466 [9], [22]–
[30]. To reduce residual stress induced by machining, the specimen underwent stress relieving
heat treatment at 190 ℃ for four hours [22]–[25]. Before coating deposition, the substrate
underwent a grit blasting process, which main purposed to generates surface roughness ensuring
mechanical anchoring between coating and substrate surface. Grit blasting process can be
inputted with different alumina size, pressure and distance, which produce variable significant
surface roughness. Also, this process will help to remove any contaminants on the surface of
the substrate before coating deposition taking place [26], [27]. Optionally, the surface
roughness of the substrate will be kept constant to prevent any cause on the fatigue strength due
to low/high bonding between substrate and coating.
2.3. Coating deposition
Nowadays there is plenty type of coating guns/ machines used to thermally spray the coating
powder to the substrate. For instance, Jet Kote thermal spray system [22], [23], JP-5000
HP/HVOF spray system [22], [23], JP-5000 TAFA 1310 VM Technologies [24], [25], [28], and
Praxair-TAFA JP-5000 gun [26], [27]. Furthermore, the coating parameter such as powder
feeding rate, the distance of the spray, number of coating's layer, oxygen pressure, fuel pressure,
air flow, fuel flux, oxygen flux, etc. play important roles for the result of coating deposition.
The change of the parameter could possibly affect the properties of the specimens. On the other
hand, the coating thickness and surface roughness of the specimens must be kept constant. The
coating thickness was kept constant at 100-150 µm in [22], [23], [28], and at 170 µm in [24].
In [22], [23], surface roughness of the specimens was 4 µm, and 6.4 µm in [26].
2.4. Fatigue test
http://www.iaeme.com/IJMET/index.asp 1287 editor@iaeme.com
Fatigue Performance of Thermal Spray Coatings on Carbon Steel: A Review
Fatigue tests can be conducted under different types such as axial fatigue test, rotating bending
tests, etc. Figure 1 (a) and (b) show examples of fatigue specimens that have been used in
fatigue testing. In [22]–[25], [27], [28] axial fatigue test was conducted with a sinusoidal load
type and a load ratio of R = 0.1 while in [22], [23], [26] rotating bending test was conducted
with a sinusoidal load type and a load ratio of R = -1.0. The load frequency used was varied in
the range of 10 - 50 Hz [22]–[28]. The fatigue test underwent commonly under room
temperature but it can be varied depending on the aim of the test. The result of the test will
produce a set number of cycles from each different variables in the same stress. As a result of
that, an S-N curve was produced which provided the fatigue strength data at 106 to 107 load
cycles.
After fatigue tests, fractographic analysis of the fractured surface of the specimens was
taken place using a scanning electron microscope (SEM) machine. The aims of the
fractographic analysis were to characterize the failure mechanisms that took place during
fatigue tests. In particular, they were to identify the fatigue crack nucleation sites and determine
the mechanisms of crack propagation.
(a) (b)
Figure 1 The specimen of fatigue tests, (a) Rotating bending fatigue testing
specimen, and (b) Axial fatigue testing specimen [23].
3. FATIGUE BEHAVIOUR OF THERMALLY SPRAYED CARBON
STEEL
A thorough collection of recent experimental results for fatigue tests on coated samples is
outlined in this section. These works have been focused on fatigue behaviour of thermal
spraying coating on carbon steel. The main results are summarized in Table 1, 2, 3, 4, 5 and 6.
3.1. Fatigue behaviour of WC-Co thermal spray coating
Souza, Nascimento, Voorwald and Pigation [22] studied the effect of WC-17Co thermal spray
coating by HVOF and hard chrome electroplating on the fatigue life and abrasive wear
resistance of AISI 4340 high strength steel. Analysis of the experiment showed that both coating
process (HVOF and electroplating) decreased the fatigue life of AISI 4340 steel. However, a
significant fall in fatigue strength associated with the steel coated by chromium electroplating
compared to the WC-Co thermal spray. The reasons are due to the high tensile residual stresses,
high microcrack density and strong adhesion coating/substrate interface, which allows the
passage of fatigue cracks from coating to the substrate.
Table 1 Some results from fatigue tests of WC-Co thermal spray coatings on carbon steel.
http://www.iaeme.com/IJMET/index.asp 1288 editor@iaeme.com
M.A.M. Halmi, M.A. Harimon, A.L. Mohd Tobi, M.F. Mahmod
Base Coating Test condition Test Stress ratio Fatigue strength Ref.
material temperature
AISI 4340 Uncoated Rotating RT R = -1.0 ≈ 650 MPa at 107 [22]
bending test cycles
AISI 4340 HVOF WC- Rotating RT R = -1.0 ≈ 550 MPa at 107 [22]
17Co bending test cycles
AISI 4340 Uncoated Axial test RT R = 0.1 ≈ 825 MPa at 107 [22]
cycles
AISI 4340 HVOF WC- Axial test RT R = 0.1 ≈ 600 MPa at 107 [22]
17Co cycles
AISI 4340 Uncoated Rotating RT R = -1.0 ≈ 615 MPa at 107 [23]
bending test cycles
AISI 4340 HVOF Rotating RT R = -1.0 ≈ 531 MPa at 107 [23]
Treated WC- bending test cycles
12Co
AISI 4340 HVOF WC- Rotating RT R = -1.0 ≈ 531 MPa at 107 [23]
12Co bending test cycles
AISI 4340 Uncoated Axial test RT R = 0.1 ≈ 850 MPa at 107 [23]
cycles
AISI 4340 HVOF WC- Axial test RT R = 0.1 ≈ 750 MPa at 107 [23]
12Co cycles
(a) (b)
Figure 2 (a) Residual internal stress distribution for WC-17Co by HP/HVOF TAFA thermal spray
coating, and (b) Residual internal stress distribution for WC- 17Co by HVOF Jet Kote thermal spray
coating [22].
Moreover, there is no significant contrast in fatigue strength of AISI 4340 steel covered by
HVOF TAFA and Jet Kote processes were observed, despite the spraying parameters are
different, however, the coating thickness was kept constant for both tools. Figure 2 (a) and (b)
demonstrate the residual internal stresses profile from WC-17Co thermal spray covered by the
HP/HVOF TAFA and the Jet Kote. As indicated by the Figure 2 (a) and (b), the residual stress
change form tensile near coating surface to compressive stress throughout the coating thickness
and the maximum compressive residual stress was seen at the interface of coating-substrate.
The residual stress then changes from compressive to tensile stress corresponding to the
increase of depth inside base material.
On the other hand, the influence of tungsten carbide thermal spray coating by HP/HVOF
and hard Cr electroplating on fatigue behaviour, abrasive behaviour and corrosion behaviour of
AISI 4340 high strength steel were studied [23]. For the tungsten carbide inorganic compound
coating, WC-12Co powder was deposited on the substrate using the HVOF spray method at a
http://www.iaeme.com/IJMET/index.asp 1289 editor@iaeme.com
Fatigue Performance of Thermal Spray Coatings on Carbon Steel: A Review
thickness of 100 µm. The commonly allowed roughness of the specimens was Ra ≈ 4 µm within
the as-deposited condition.
The result of the tests produced S-N curves, which provided the fatigue strength data at 107
load cycles. The S-N curves show, that the decrease of the fatigue strength of AISI 4340 steel
due to the effect of tungsten carbide thermal spray coating applied by HP/HVOF process and
hard chromium electroplating. The influence is more outstanding in high cycle fatigue tests than
in low cycle fatigue tests. The decrease of the fatigue strength of AISI 4340 steel influenced by
the tungsten carbide specimens was analyzed. This can be due to the high density of pores and
oxide inclusions in the coating that commonly form during the thermal spray process, despite
the compressive residual stresses induced by the process. This inclusion in coating subsurface
may be the main factor of crack nucleation. Contrarily, a small improvement in rotating fatigue
strength was obtained for tungsten carbide thermal spray coated specimens blasted with
aluminium oxide compared to samples without superficial treatment. This is due to the
induction of the compressive residual stresses by the blasting, besides the particle impact would
also cause this induction. Similarly, the negative influence of coating on the rotating bending
strength has the same tendency towards the axial fatigue strength. This performance can also
be described by high tensile residual internal stresses on the coating surface, oxide inclusions,
pores, and microcracks inherent from each process. Microcracks form when the high tensile
residual internal stresses exceed the cohesive strength of the tungsten carbide deposits and
affect the fatigue behaviour of a coated part. Therefore, microcrack density arises as a relief of
the tensile residual internal stresses, which increase when the coating thickness increases. It
showed that the microcrack density changes along the thickness, being higher at the core and
lower at the surface of the coating and in the substrate/coating interface due to the balance
between the residual stresses. Therefore, in general, the higher the microcrack density, the
higher the tensile residual internal stresses and/or their relief.
3.2. Fatigue behaviour of WC-Ni thermal spray coating
Table 2 Some results from fatigue tests of WC-Ni thermal spray coatings on carbon steel.
Base Coating Test Test Stress Fatigue Ref
material condition temperature ratio strength
AISI 4340 Uncoated Axial test RT R = 0.1 935 MPa at [24]
steel 106 cycles
AISI 4340 Uncoated Axial test RT R = 0.1 1100 MPa at [24]
steel (shot 106 cycles
peened)
AISI 4340 HVOF WC- Axial test RT R = 0.1 750 MPa at [24]
steel 10Ni 106 cycles
AISI 4340 HVOF WC- Axial test RT R = 0.1 850 MPa at [24]
steel (shot 10Ni 106 cycles
peened)
AISI 4340 HVOF WC- Axial test RT R = -1.0 750 MPa at [25]
steel 10Ni 106 cycles
AISI 4340 HVOF WC- Axial test RT R = -1.0 850 MPa at [25]
steel (shot 10Ni 106 cycles
peened)
The evaluation of WC-10Ni thermal spraying coating by HVOF on the fatigue and
corrosion AISI 4340 steel was studied [24]. The aim of this research was to evaluate the effects
of shot peening on the axial fatigue strength of high strength steel HVOF thermal spray coated.
The coating investigated was WC-10Ni, thermally sprayed on AISI 4340 steel substrate using
HVOF. The spraying parameters used for WC-10Ni are spray distance of 150-300 mm, density
http://www.iaeme.com/IJMET/index.asp 1290 editor@iaeme.com
M.A.M. Halmi, M.A. Harimon, A.L. Mohd Tobi, M.F. Mahmod
of 4.8 g/cm3, deposition velocity of 900 m/s, and deposition rate of 50 μm/min, according to
ASTM B 212. Before the spraying process was taken place, material machined into
dimensioned specimen, heat treated, shot peened, and grit blasting with aluminium oxide were
conducted subsequently. The shot peening parameters used were the intensity of 0.006 - 0.010
A, S230 steel shot, output flux of 3 kg, velocity of 250 mm/min, a shot’s distance of 200 mm,
and rotation of 30 rpm 120% covering.
Vickers diamond indenter was used to determine the coating microhardness system on the
top surface of the polished cross-section. The results indicated lower values near to the coating
surface, increasing until a maximum close to the interface, decreasing again at the interface
coating substrate. The possibility for such cause is the fact that the thermal spray coated
specimens were blasted to enhance adhesion, give rise to such work hardening effects. The
residual stress field induced by the thermal spray coatings was determined with the X-ray
diffraction method. Layers of specimens were removed by electrolytic polishing with a non-
acid solution, in order to obtain the stress distribution by depth. For AISI 4340 steel, tensile
residual stresses were obtained at surface and 0.10 mm depth. On the specimen surface for shot
peened AISI 4340 steel, high compressive residual stresses were observed (– 630 MPa resulted
in 0.10 mm surface measurements). On the other hand, a reduction of tensile residual stresses
on base metal specimen surface due to the HVOF thermal spray process was observed. For shot
peened AISI 4340 steel WC-10Ni thermal spray coated, the through thickness residual stresses
changed from compressive to tensile inside coating, with maximum compressive stresses at
0.02 mm depth. This can be concluded that shot penning and HVOF thermal sprayed, due to
the impact of coating powder onto the substrate, decreased the tensile residual stress, at the
same time increased the compressive residual stress.
From the drawn S-N curve, an increment of fatigue limit for the shot peening base metal
from 935 MPa to 1100 MPa. Similarly to the coated specimens, the fatigue limit of the shot
peening WC-10Ni HVOF coated specimens (850 MPa) is higher than the normal WC-10Ni
HVOF coated specimens (750 MPa). This point out that the compressive residual stress field
delayed or arrested the fatigue process. Conversely, a drop of axial fatigue strength and fatigue
limit of WC-10Ni HVOF coated specimens, from 935 MPa to 750 MPa, due to the presence of
oxide inclusions and pores into the coating. Similarly, the case is equivalent to the comparisons
of shot peening WC-10Ni HVOF coated specimens (850 MPa) and non-shot-peening uncoated
specimens (935 MPa). Despite the lower tensile residual stress value of shot peening and
coating, the presence of oxide inclusions and pores into the coating overcome the reduction
factor of the fatigue strength of the metal. From the results, the fatigue strength flow of the
specimens can be shown as; shot-peened uncoated specimen > uncoated specimen > shot-
peened coated specimen > coated specimen.
Junior et al. [25] studied the evaluation of WC-10Ni thermal spray coating with shot
peening on the fatigue strength of AISI 4340 steel. The base metal was machined from hot-
rolled, quenched and tempered bars, according to ASTM E466. Using an HVOF torch, model
JP-5000, HOBART-TAFA Technologies, coatings were deposited. The spraying parameter
was kept constant for all of the specimens. The shot peening process was the manipulated
variable, which the parameter was constant. The process was performed before blasting with
aluminium oxide, according to standard SAE-AMS-S-13165. The axial fatigue strength of AISI
4340 steel WC-10Ni thermal spray coated specimens increased due to the shot peening process.
The fatigue limit also increased by 13.3% from 750 MPa to 850 MPa. Shot peening affected
the delay of the crack nucleation and propagation. Compressive residual stresses at the interface
between the coating and the substrate were effective in delaying the nucleation and growth of
fatigue crack.
http://www.iaeme.com/IJMET/index.asp 1291 editor@iaeme.com
Fatigue Performance of Thermal Spray Coatings on Carbon Steel: A Review
On the other hand, Fig. 3 (a) and (b) shows the fracture surfaces from axial fatigue
specimens WC-10Ni thermal spray coated. It is possible to observe the coating homogeneity,
strong interface substrate/coating and microcracks density distributed along thickness in a radial
shape, and show fatigue cracks initiation and propagation at interface coating /substrate.
(a) (b)
Figure 3 Fracture surface of axial fatigue specimen coated by WC-10Ni, with magnification of (a)
200X, and (b) 500X [25].
In summary, thermal spray coating decreases the fatigue strength of the base metal due to
the resulted microcracks during deposition. Eventually, the shot-peened helped recovered the
fatigue strength by induced the compressive residual stress at the coating/substrate interface.
As a conclusion, the increase in microhardness near the interface WC-10Ni coating/AISI 4340
steel substrate were related to these work-hardening effects by shot peening treatment, thus
increasing the fatigue strength of the coated material.
3.3. Fatigue behaviour of Colomony 88 thermal spray coating
Table 3 Some results from fatigue tests of Colomonoy 88 thermal spray coatings on carbon steel.
Base Coating Test Test Stress Fatigue Ref
material condition temperature ratio strength
SAE 4340 Uncoated Rotating RT R = -1.0 ≈ 600 MPa at [31]
bending 106 cycles
test
SAE 4340 HVOF 50% Rotating RT R = -1.0 ≈ 410 MPa at [31]
WC–10Co–4Cr bending 106 cycles
+ 50% test
NiWCrSiFeB
alloy (Colmonoy
88)
SAE 1045 Uncoated Axial test RT R = 0.1 ≈ 471 MPa at [27]
steel 106 cycles
(polished)
SAE 1045 Uncoated Axial test RT R = 0.1 ≈ 380 MPa at [27]
steel (grit 106 cycles
blasted)
SAE 1045 HVOF Axial test RT R = 0.1 ≈ 391 MPa at [27]
steel (grit NiWCrSiFeB 106 cycles
blasted) alloy (Colmonoy
88)
http://www.iaeme.com/IJMET/index.asp 1292 editor@iaeme.com
M.A.M. Halmi, M.A. Harimon, A.L. Mohd Tobi, M.F. Mahmod
Barbera-Sosa et al. investigated the fatigue performance of an SAE 4340 structural steel
coated with a WC-10Co-4Cr/Colmonoy 88 deposit by the HVOF method [31]. The existence
of stress concentrators at the substrate-coating interface and the properties of the coating
decreased the fatigue strength of the coated substrate (≈ 30%), in comparison with the uncoated
substrate. Also, the fatigue limit of the coated substrate was found at ≈ 390 MPa, which is 32%
lower than the uncoated substrate (≈ 575 MPa). Indeed, the analysis of fracture surface shows
that nucleation of fatigue cracks could occur at both the substrate-coating interface and the outer
surface of the coating at the same time. The nucleation of the cracks would be related to the
irregularities that exist at the interface and the existence of alumina particles, which act as stress
concentrators. Moreover, the presence of craters and the high roughness of the coating would
also be the cause of the crack nucleation. Nonetheless, crack propagation through the coating
thickness occurs preferentially along the particle boundaries that comprise the coating,
specifically through the Ni-rich particles.
Besides, Puchi-Cabrera et al. [27] studied the fatigue behaviour of an SAE 1045 steel coated
with Colmonoy 88 alloy deposited by HVOF. The experimental result shows that both coating
process and grit blasted method were not changing the substrate’s tensile properties, instead of
lowering the substrate’s fatigue strength in the range 10-20%, similar to fatigue limit, which
had a reduction of ≈11–13%. Also, analysis from the S-N curve as shown in Fig. 4, showed the
S-N curve between ‘grit blasted + uncoated specimen’ and ‘grit blasted + coated specimens’
had no significant difference, however a clear visible difference between the ‘not grit blasted +
uncoated specimen’, the ‘grit blasted + uncoated specimen’, and ‘grit blasted and coated
specimen’. This can be concluded, that grit blasting treatment do play a big role in the fatigue
strength.
Figure 4 S-N curves for ‘not grit blasted + uncoated specimen’, ‘grit blasted + uncoated specimen’
and ‘grit blasted and coated specimens’ [27].
The findings from the fractographic analysis [27] can be concluded as:
Crack initiation has been observed occurred both at the substrate-coating interface and free
surface of the coating.
http://www.iaeme.com/IJMET/index.asp 1293 editor@iaeme.com
Fatigue Performance of Thermal Spray Coatings on Carbon Steel: A Review
At the substrate–coating interface, cracks initiate mainly at alumina particles embedded on the
substrate (cause high-stress concentration) and sharp notches produced by plastic deformation
during grit blasting.
At higher maximum stress applied to the material, the cracks formed at the free surface of the
coating can traverse the entire coating thickness and bifurcate along the interface, leading to the
delamination of the coating from the substrate. Such cracks can also activate sharp notches on
the interface and continue their propagation into the substrate.
The characteristic heterogeneous nature of the coating, especially regarding some of its
mechanical properties, such as fracture toughness lead to distinctive tortuous fatigue crack paths
which follow those phases where crack propagation is easier.
3.4. Fatigue behaviour of WC-CrC-Ni thermal spray coating
In [28], Barbera-Sosa et al. investigated fatigue in AISI 4340 steel thermal spray coating by
HVOF for the aeronautic application. Before the coating deposition, the AISI 4340 steel was
hardened by heat treatment to 815 ºC for 45 minutes with cooling in oil between 20 and 60 °C,
followed by double tempering at 220 °C for two hours with cooling in air. The mechanical
properties obtained were: the hardness of 50 – 53 HRc, the yield strength of 1500 MPa and
tensile strength of 2000 MPa. Then, the WC-CrC-Ni powder was deposited onto the metal
substrate with the model JP 5000, TAFA1310VM Technologies, at a density of 4.8 g/cm3
according to ASTM B-212, with a deposition rate of 900 m/s, and rate of 50 µm per minute. To
obtain the S-N curve, axial fatigue test was conducted. Specimens were divided into few groups:
a base material without shot peening, a base material with shot peening, coated base material
without shot peening and coated base material with shot peening. Experiment’s result shows
that generally uncoated AISI 4340 steel is a better fatigue resistance compared to the WC-CrC-
Ni HVOF coated AISI 4340 steel. This behaviour is due to the high number of microcracks
formed at AISI 4340 steel’s surface during undergoing the HVOF spray process. These
microcracks are formed by inclusions, both oxides and particulates not rendered, and porosity
also affect the initiation and propagation of these microcracks. Besides that, the microhardness
test result showed that the substrate has a lower mechanical strength compared to the coating.
Because of that, the crack that usually formed at the interface propagates easily into the
substrate. On top of that, the fracture specimens were put under SEM after the fatigue test to
analyze the fracture surface. It proved that the crack propagated in the core and interface
coating-substrate due to microcracks generated by the process of the thermal spray coating. On
the contrary, a shot peening helped in improving the fatigue strength of the uncoated/coated
AISI 4340 steel. This is due to the presence of compression residual stresses, delaying crack
nucleation.
Table 4 Some results from fatigue tests of WC-CrC-Ni thermal spray coatings on carbon steel.
Base material Coating Test Test Stress Fatigue strength Ref
condition temperature ratio
AISI 4340 Uncoated Axial test RT R = 0.1 ≈ 950 MPa at 107 [28]
steel cycles
AISI 4340 Uncoated Axial test RT R = 0.1 ≈ 1100 MPa at [28]
steel (shot- 107 cycles
peened)
AISI 4340 HVOF WC- Axial test RT R = 0.1 ≈ 800 MPa at 107 [28]
steel CrC-Ni cycles
AISI 4340 HVOF WC- Axial test RT R = 0.1 ≈ 850 MPa at 107 [28]
steel (shot- CrC-Ni cycles
peened)
http://www.iaeme.com/IJMET/index.asp 1294 editor@iaeme.com
M.A.M. Halmi, M.A. Harimon, A.L. Mohd Tobi, M.F. Mahmod
S235JR carbon HVOF WC- Axial test RT (air) R = 0.053 ≈ 250 MPa at 107 [9]
steel CrC-Ni cycles
S235JR carbon HVOF WC- Axial test RT (3% NaCl R = 0.053 ≈ 200 MPa at 107 [9]
steel CrC-Ni solution) cycles
Meanwhile, Murariu, Cernescu, and Periau [9] investigated the effect of saline environment
on the fatigue behaviour of HVOF-sprayed WC–CrC–Ni coatings. Nickel-contain powder was
recommended because of the high corrosion and wear-resistant properties. Experimentally, 6
loading levels were established for each testing environment, in air and saline water, to obtain
the fatigue curves. To achieve the saline environment, a solution with a concentration of 3%
NaCl in water was prepared. The tested specimens were mounted on a sealed tank filled with
salt water (in this case NaCl water) to perform the tests in a saline environment. Contrarily in
an air environment, the tested specimens were tested under a normal condition in the lab with
a room temperature kept constant for both tests. As a result, a reduction of about 30% of the
fatigue life due to the 3% of the saline environment in comparisons to tests in the air. The main
possibility for this reduction is because of the saline environment speedup the crack propagation
rate. Such an environment acts as a wedge, opening the imperfection of the coating and
advocating crack propagation through coating thickness and eventually resulting in a straight
attack of the substrate by the corrosion environment.
3.5. Fatigue behaviour of Y2O3-ZrO2 thermal spray coating
Table 5 Results from fatigue tests of Y2O3-ZrO2 thermal spray coatings on carbon steel.
Base Coating Test condition Test Stress Fatigue Ref
material temperature ratio strength
A low-carbon 8% Y2O3-ZrO2, Tension RT R = 0.1 10.4 MPa at [29]
steel powder 106 cycles
A low-carbon 8% Y2O3-ZrO2, Compression RT R = 0.1 200 MPa at 106 [29]
steel powder cycles
A low-carbon 8% Y2O3-ZrO2, Compression 800 ℃ R = 0.1 375 MPa at 106 [29]
steel powder cycles
The fatigue behaviour of a plasma-sprayed 8%Y2O3-ZrO2 thermal barrier coating was
studied by Rejda, Socie and Beardsley [29]. In this study, two tests were performed to simulate
the thermal barrier coatings for diesel engines development. The first test was a cyclic
compression fatigue test at room and high temperature (800 ℃). The different temperature
settings were to imitate the loading environment. As a result, shown in Table 5, fatigue strength
of coated specimens in 800 ℃ was higher than the coated specimens in room temperature. It
was suggested that the deformation behaviour of coating material can influence the fatigue
strength related to the changing of temperature. According to [29], the increase in temperature
will increase the compressive modulus, where the compressive modulus is a ratio of
compressive stress applied to a material compared to the resulting compression. The increase
in compressive modulus will reduce the resulting compression, thus reduce the strain range of
the coated material during the loading cycle. Therefore, it was proposed that fatigue strength
was dependent on strain range related to a different temperature. The second test was the fatigue
test in tension and combined tension/compression stress at room temperature. These tests were
applied to evaluate the effect of mean stress. Results from SEM observations and fatigue tests
showed that the damage accumulated during the tensile and compressive portions of fatigue
cycles were independent of each other. To support this hypothesis, Rejda, Socie and Beardsley
[29] stated that cracks caused by tensile loading propagate on planes perpendicular to the axis
of loading, while cracks caused by compressive loading tended to propagate on planes parallel
to the axis of loading.
http://www.iaeme.com/IJMET/index.asp 1295 editor@iaeme.com
Fatigue Performance of Thermal Spray Coatings on Carbon Steel: A Review
3.6. Fatigue behaviour of Ni-based self-fluxing alloy thermal spray coating
Table 6 Results from fatigue tests of Ni-based self-fluxing alloy thermal spray coatings on carbon
steel.
Base Coating Test Test Stress Fatigue Ref
material condition temperature ratio strength
Medium Ni-based self- Rotating RT R = -1.0 267 MPa at [30]
carbon steel fluxing alloy (1.0 bending 107 cycles
mm) test
Medium Ni-based self- Rotating RT R = -1.0 318 MPa at [30]
carbon steel fluxing alloy (0.5 bending 107 cycles
mm) test
Medium Ni-based self- Rotating RT R = -1.0 402 MPa at [30]
carbon steel fluxing alloy (0.2 bending 107 cycles
mm) test
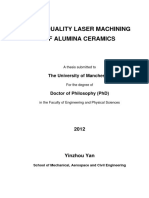
In [30], H. Akebono, J. Komotori, and H. Suzuki studied the effect of the coating thickness
on the fatigue strength of steel thermally sprayed with Nickel-based self-fluxing alloy.
Experimental result in Table 6 proved that coating thickness influence the fatigue properties.
The data from Table 6 shows that the thinner the coating, the higher the fatigue strength. Further
evaluation was required to analyze the results. Firstly, the fracture surface was observed using
the SEM and analysis from the observation was made. It shows that crack nucleation was
initiated due to the defects at the coating surface. Contrarily, the crack nucleation was not
possible to happen at the substrate-coating interface due to a cleavage surface was found at the
fracture specimen. The cleavage fracture at substrate indicates that the adhesive strength
between coating and substrate is strong. Fig. 5 shows an S-N graph, which was calculated by
using finite element method analysis, including the difference of Young’s Modulus between
the substrate and the coating and the difference of coating thickness. From this analysis, it
shows that coating thickness influence fatigue properties; the thinner the coating, the higher the
fatigue strength. Behaviours of fatigue crack propagation also have been observed. The cracks
of fatigue propagated on the coated surface through many defects accordingly. Coating
thickness was used to determine the sizes and number of coating defects; the thicker the coating
thickness, the greater the defect and number. Hence, the sprayed specimens with thinner
coatings showed higher strength of fatigue [30].
http://www.iaeme.com/IJMET/index.asp 1296 editor@iaeme.com
M.A.M. Halmi, M.A. Harimon, A.L. Mohd Tobi, M.F. Mahmod
Figure 5 Result of fatigue strength by finite element analysis method [30].
3.7. Prediction of fatigue strength
In addition, estimates of fatigue strength of coated substrate can be made using the equation of
Murakami (Eq. 1) [30], [32]. Three parameters have been used to estimate the fatigue strengths
of thermal spray-coated specimens; (i) maximum coating defect size estimated by extreme
value statistics, (ii) matrix hardness and (iii) coating defect fraction volume.
1.43(𝐻𝑉+120)
𝜎𝑤 = 1/6 (1)
(√𝑎𝑟𝑒𝑎)
According to Murakami’s equation, σw is fatigue limit, √𝑎𝑟𝑒𝑎 indicated as maximum defect
size to be expected in the coating and HV indicated as the material Vickers hardness.
4. SUMMARY
A review of literature findings on the fatigue performance of thermal spray coatings on carbon
steel is reported in this paper. The influence factors, which decreased the fatigue strength of
carbon steel were observed. The inclusion of oxide and pores, the presence of alumina particles
which act as stress concentrators, and high microcrack density, high tensile residual stress were
the main factors that contribute to the lower fatigue strength of coated steel. Additional factors
such as surrounding temperatures, and corrosion environment, coating thickness also affected
the fatigue strength of thermally sprayed carbon steel. Therefore, ways to improve the fatigue
strength of carbon steel is by shot peening and grit blasting. In respect of the review presented,
the following issues are remarked:
Generally, the thermal spray process decreased the fatigue strength of the carbon steel even
though it increases their microhardness ability.
One of the other factors that caused a decrease in fatigue strength is the high porosity and high
oxidation content.
Besides that, the presence of residual stress is also one of the factors that can decrease the fatigue
strength of the coated carbon steel. This is because a high tensile residual stress at the coating’s
surface initiate crack nucleation faster than compressive residual stress.
Others factor that promotes crack nucleation is the existing of microcracks at the carbon steel
surface during particle impact of thermal spray process.
Grit blasting, however, increased the fatigue strength of coated carbon steel as the process
creates a strong adhesion coating/substrate interface and also induced a high compressive
residual stress at the interface. However, the presence of alumina particles (from grit blasting)
which embedded on the carbon steel surface can cause crack nucleation due to high-stress
concentration.
Shot peening process will increase the fatigue strength due to the increase of compressive
residual stress.
A saline environment accelerates crack propagation, resulted a shorter fatigue life.
The higher the surrounding temperature during the loading cycle, the higher the fatigue strength.
Related to the changing of temperature, fatigue strength was affected by deformation behaviour
of coating material.
The increase of coating thickness results in a lower fatigue strength due increase size, number,
and volume fraction of defects on coating surface per unit area.
http://www.iaeme.com/IJMET/index.asp 1297 editor@iaeme.com
Fatigue Performance of Thermal Spray Coatings on Carbon Steel: A Review
ACKNOWLEDGEMENTS
The authors acknowledge the financial support by the Ministry of Education Malaysia and
Universiti Tun Hussein Onn Malaysia. This research is supported by the TIER 1 Research Grant
Scheme (H181).
REFERENCES
[1] A. Wadnerkar and G. S. Zamre, “Preparation And Analysis of High Temperature Protective
Coating,” Int. Res. J. Eng. Technol., vol. 3, no. 2, pp. 456–462, 2016.
[2] A. S. H. Makhlouf, “Current and advanced coating technologies for industrial applications,”
in Nanocoatings and Ultra-Thin Films: Technologies and Applications, Germany:
Woodhead Publishing, 2011, pp. 3–23.
[3] A. S. H. Makhlouf, V. Herrera, and E. Muñoz, “Corrosion and protection of the metallic
structures in the petroleum industry due to corrosion and the techniques for protection,” in
Handbook of Materials Failure Analysis, Elsevier Ltd, 2018, pp. 107–122.
[4] A. A. Olajire, “Recent advances on organic coating system technologies for corrosion
protection of offshore metallic structures,” J. Mol. Liq., vol. 269, pp. 572–606, 2018.
[5] C. J. Li, “Thermal spraying of light alloys,” in Surface Engineering of Light Alloys, China:
Woodhead Publishing, 2010, pp. 184–241.
[6] J. R. Davis, “Introduction to Thermal Spray Processing,” in Handbook of Thermal Spray
Technology, ASM International, 2004, pp. 3–13.
[7] N. Espallargas, “Introduction to thermal spray coatings,” in Future Development of Thermal
Spray Coatings, Elsevier, 2015, pp. 1–13.
[8] X. Liu et al., “Performance evaluation of HVOF sprayed WC-10Co4Cr coatings under
slurry erosion,” Surf. Eng., vol. 0, no. 0, pp. 1–10, 2019.
[9] A. C. Murariu, A. V. Cernescu, and I. A. Perianu, “The effect of saline environment on the
fatigue behaviour of HVOF-sprayed WC–CrC–Ni coatings,” Surf. Eng., vol. 34, no. 10, pp.
755–761, 2018.
[10] A. P. Krelling, M. M. de Souza, C. E. da Costa, and J. C. G. Milan, “HVOF-sprayed Coating
Over AISI 4140 Steel for Hard Chromium Replacement,” Mater. Res., vol. 21, no. 4, pp. 3–
12, 2018.
[11] L. F. S. Vieira, H. J. C. Voorwald, and M. O. H. Cioffi, “Fatigue Performance Of AISI 4340
Steel Ni-Cr-B-Si-Fe HVOF Thermal Spray Coated,” Procedia Eng., vol. 114, pp. 606–612,
2015.
[12] A. A. Azeez, “Fatigue Failure and Testing Methods,” HAMK University of Applied
Sciences, 2013.
[13] R. C. Souza et al., “Fatigue behavior prediction and analysis of shot peened mild carbon
steels,” Surf. Coatings Technol., vol. 5, no. 2, pp. 95–100, 2017.
http://www.iaeme.com/IJMET/index.asp 1298 editor@iaeme.com
M.A.M. Halmi, M.A. Harimon, A.L. Mohd Tobi, M.F. Mahmod
[14] E. Maleki and K. R. Kashyzadeh, “Effects of the hardened nickel coating on the fatigue
behavior of CK45 steel: experimental, finite element method, and artificial neural network
modeling,” Iran. J. Mater. Sci. Eng., vol. 14, no. 4, pp. 81–99, 2017.
[15] A. Vackel and S. Sampath, “Fatigue behavior of thermal sprayed WC-CoCr- steel systems:
Role of process and deposition parameters,” Surf. Coatings Technol., vol. 315, pp. 408–
416, 2017.
[16] M. Senthil Kumar, S. Ragunathan, and M. Suresh, “Fatigue behavior of Ni-Zn Composite
coating on EN8 steel by pulse electroplating,” ARPN J. Eng. Appl. Sci., vol. 11, no. 2, pp.
1376–1383, 2016.
[17] S. Guarino, M. Barletta, and A. Afilal, “High Power Diode Laser (HPDL) surface hardening
of low carbon steel: Fatigue life improvement analysis,” J. Manuf. Process., vol. 28, pp.
266–271, 2017.
[18] R. T. R. McGrann, D. J. Greving, J. R. Shadley, E. F. Rybicki, T. L. Kruecke, and B. E.
Bodger, “The effect of coating residual stress on the fatigue life of thermal spray-coated
steel and aluminum,” Surf. Coatings Technol., vol. 108–109, pp. 59–64, 1998.
[19] K. Pang and H. Yuan, “Mechanical Behavior and Fatigue Performance of Carburized Steel
Specimens,” vol. 853, pp. 72–76, 2017.
[20] S. Baragetti and F. Villa, “An Updated Review of the Fatigue Behavior of Components
Coated with Thin Hard Corrosion-Resistant Coatings,” Open Mater. Sci. J., vol. 8, pp. 87–
98, 2014.
[21] A. Ibrahim and C. C. Berndt, “Fatigue and deformation of HVOF sprayed WC – Co coatings
and hard chrome plating,” vol. 456, pp. 114–119, 2007.
[22] R. C. Souza, M. P. Nascimento, H. J. C. Voorwald, and W. L. Pigatin, “The Effect of WC-
17Co Thermal Spray Coating By HVOF and Hard Chromium Electroplating on the Fatigue
Life and Abrasive Wear Resistance of AISI 4340 High Strength Steel,” Corros. Rev., vol.
21, no. 1, pp. 75–96, 2003.
[23] M. P. Nascimento, R. C. Souza, I. M. Miguel, W. L. Pigatin, and H. J. C. Voorwald, “Effects
of tungsten carbide thermal spray coating by HP/HVOF and hard chromium electroplating
on AISI 4340 high strength steel,” Surf. Coatings Technol., vol. 138, no. 2–3, pp. 113–124,
2001.
[24] H. J. C. Voorwald, L. F. S. Vieira, and M. O. H. Cioffi, “Evaluation of WC-10Ni thermal
spraying coating by HVOF on the fatigue and corrosion AISI 4340 steel,” Procedia Eng.,
vol. 2, no. 1, pp. 331–340, 2010.
[25] G. S. Junior, H. J. C. Voorwald, L. F. S. Vieira, M. O. H. Cioffi, and R. G. Bonora,
“Evaluation of WC-10Ni thermal spray coating with shot peening on the fatigue strength of
AISI 4340 steel,” Procedia Eng., vol. 2, no. 1, pp. 649–656, 2010.
[26] J. G. La Barbera-Sosa et al., “Fatigue behavior of a structural steel coated with a WC-10Co-
4Cr/Colmonoy 88 deposit by HVOF thermal spraying,” Surf. Coatings Technol., vol. 220,
pp. 248–256, 2013.
[27] E. S. Puchi-Cabrera et al., “Fatigue behavior of a SAE 1045 steel coated with Colmonoy 88
alloy deposited by HVOF thermal spray,” Surf. Coatings Technol., vol. 205, no. 4, pp.
1119–1126, 2010.
http://www.iaeme.com/IJMET/index.asp 1299 editor@iaeme.com
Fatigue Performance of Thermal Spray Coatings on Carbon Steel: A Review
[28] R. G. Bonora, H. J. C. Voorwald, M. O. H. Cioffi, G. S. Junior, and L. F. V. Santos, “Fatigue
in AISI 4340 steel thermal spray coating by HVOF for aeronautic application,” Procedia
Eng., vol. 2, no. 1, pp. 1617–1623, 2010.
[29] E. F. Rejda, D. F. Socie, and B. Beardsley, “Fatigue behavior of a plasma-sprayed
8%Y2O3-ZrO2thermal barrier coating,” Fatigue Fract. Eng. Mater. Struct., vol. 20, no. 7,
pp. 1043–1050, 1997.
[30] H. Akebono, J. Komotori, and H. Suzuki, “The Effect of Coating Thickness on Fatigue
Properties of Steel Thermally Sprayed with Ni-Based Self-Fluxing Alloy,” Int. J. Mod.
Phys. B, vol. 20, no. 25, 26, 27, pp. 3599–3604, 2006.
[31] J. G. La Barbera-Sosa et al., “Fatigue behavior of a structural steel coated with a WC-10Co-
4Cr/Colmonoy 88 deposit by HVOF thermal spraying,” Surf. Coatings Technol., vol. 220,
pp. 248–256, 2013.
[32] Y. Murakami, Metal fatigue: effects of small defects and nonmetallic inclusions. Elsevier,
2002.
http://www.iaeme.com/IJMET/index.asp 1300 editor@iaeme.com
Vous aimerez peut-être aussi
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Broad Unexposed Skills of Transgender EntrepreneursDocument8 pagesBroad Unexposed Skills of Transgender EntrepreneursIAEME PublicationPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- A Study On Talent Management and Its Impact On Employee Retention in Selected It Organizations in ChennaiDocument16 pagesA Study On Talent Management and Its Impact On Employee Retention in Selected It Organizations in ChennaiIAEME PublicationPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Impact of Emotional Intelligence On Human Resource Management Practices Among The Remote Working It EmployeesDocument10 pagesImpact of Emotional Intelligence On Human Resource Management Practices Among The Remote Working It EmployeesIAEME PublicationPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Voice Based Atm For Visually Impaired Using ArduinoDocument7 pagesVoice Based Atm For Visually Impaired Using ArduinoIAEME PublicationPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Modeling and Analysis of Surface Roughness and White Later Thickness in Wire-Electric Discharge Turning Process Through Response Surface MethodologyDocument14 pagesModeling and Analysis of Surface Roughness and White Later Thickness in Wire-Electric Discharge Turning Process Through Response Surface MethodologyIAEME PublicationPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- EXPERIMENTAL STUDY OF MECHANICAL AND TRIBOLOGICAL RELATION OF NYLON/BaSO4 POLYMER COMPOSITESDocument9 pagesEXPERIMENTAL STUDY OF MECHANICAL AND TRIBOLOGICAL RELATION OF NYLON/BaSO4 POLYMER COMPOSITESIAEME PublicationPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Attrition in The It Industry During Covid-19 Pandemic: Linking Emotional Intelligence and Talent Management ProcessesDocument15 pagesAttrition in The It Industry During Covid-19 Pandemic: Linking Emotional Intelligence and Talent Management ProcessesIAEME PublicationPas encore d'évaluation
- A Study On The Impact of Organizational Culture On The Effectiveness of Performance Management Systems in Healthcare Organizations at ThanjavurDocument7 pagesA Study On The Impact of Organizational Culture On The Effectiveness of Performance Management Systems in Healthcare Organizations at ThanjavurIAEME PublicationPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- A Study of Various Types of Loans of Selected Public and Private Sector Banks With Reference To Npa in State HaryanaDocument9 pagesA Study of Various Types of Loans of Selected Public and Private Sector Banks With Reference To Npa in State HaryanaIAEME PublicationPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Influence of Talent Management Practices On Organizational Performance A Study With Reference To It Sector in ChennaiDocument16 pagesInfluence of Talent Management Practices On Organizational Performance A Study With Reference To It Sector in ChennaiIAEME PublicationPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Financial Literacy On Investment Performance: The Mediating Effect of Big-Five Personality Traits ModelDocument9 pagesFinancial Literacy On Investment Performance: The Mediating Effect of Big-Five Personality Traits ModelIAEME PublicationPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Dealing With Recurrent Terminates in Orchestrated Reliable Recovery Line Accumulation Algorithms For Faulttolerant Mobile Distributed SystemsDocument8 pagesDealing With Recurrent Terminates in Orchestrated Reliable Recovery Line Accumulation Algorithms For Faulttolerant Mobile Distributed SystemsIAEME PublicationPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Role of Social Entrepreneurship in Rural Development of India - Problems and ChallengesDocument18 pagesRole of Social Entrepreneurship in Rural Development of India - Problems and ChallengesIAEME PublicationPas encore d'évaluation
- A Multiple - Channel Queuing Models On Fuzzy EnvironmentDocument13 pagesA Multiple - Channel Queuing Models On Fuzzy EnvironmentIAEME PublicationPas encore d'évaluation
- A Proficient Minimum-Routine Reliable Recovery Line Accumulation Scheme For Non-Deterministic Mobile Distributed FrameworksDocument10 pagesA Proficient Minimum-Routine Reliable Recovery Line Accumulation Scheme For Non-Deterministic Mobile Distributed FrameworksIAEME PublicationPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Optimal Reconfiguration of Power Distribution Radial Network Using Hybrid Meta-Heuristic AlgorithmsDocument13 pagesOptimal Reconfiguration of Power Distribution Radial Network Using Hybrid Meta-Heuristic AlgorithmsIAEME PublicationPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Application of Frugal Approach For Productivity Improvement - A Case Study of Mahindra and Mahindra LTDDocument19 pagesApplication of Frugal Approach For Productivity Improvement - A Case Study of Mahindra and Mahindra LTDIAEME PublicationPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Various Fuzzy Numbers and Their Various Ranking ApproachesDocument10 pagesVarious Fuzzy Numbers and Their Various Ranking ApproachesIAEME PublicationPas encore d'évaluation
- Moderating Effect of Job Satisfaction On Turnover Intention and Stress Burnout Among Employees in The Information Technology SectorDocument7 pagesModerating Effect of Job Satisfaction On Turnover Intention and Stress Burnout Among Employees in The Information Technology SectorIAEME PublicationPas encore d'évaluation
- Knowledge Self-Efficacy and Research Collaboration Towards Knowledge Sharing: The Moderating Effect of Employee CommitmentDocument8 pagesKnowledge Self-Efficacy and Research Collaboration Towards Knowledge Sharing: The Moderating Effect of Employee CommitmentIAEME PublicationPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Analysis of Fuzzy Inference System Based Interline Power Flow Controller For Power System With Wind Energy Conversion System During Faulted ConditionsDocument13 pagesAnalysis of Fuzzy Inference System Based Interline Power Flow Controller For Power System With Wind Energy Conversion System During Faulted ConditionsIAEME PublicationPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1091)
- Quality of Work-Life On Employee Retention and Job Satisfaction: The Moderating Role of Job PerformanceDocument7 pagesQuality of Work-Life On Employee Retention and Job Satisfaction: The Moderating Role of Job PerformanceIAEME PublicationPas encore d'évaluation
- A Overview of The Rankin Cycle-Based Heat Exchanger Used in Internal Combustion Engines To Enhance Engine PerformanceDocument5 pagesA Overview of The Rankin Cycle-Based Heat Exchanger Used in Internal Combustion Engines To Enhance Engine PerformanceIAEME PublicationPas encore d'évaluation
- Prediction of Average Total Project Duration Using Artificial Neural Networks, Fuzzy Logic, and Regression ModelsDocument13 pagesPrediction of Average Total Project Duration Using Artificial Neural Networks, Fuzzy Logic, and Regression ModelsIAEME PublicationPas encore d'évaluation
- Ion Beams' Hydrodynamic Approach To The Generation of Surface PatternsDocument10 pagesIon Beams' Hydrodynamic Approach To The Generation of Surface PatternsIAEME PublicationPas encore d'évaluation
- Analysis On Machine Cell Recognition and Detaching From Neural SystemsDocument9 pagesAnalysis On Machine Cell Recognition and Detaching From Neural SystemsIAEME PublicationPas encore d'évaluation
- Evaluation of The Concept of Human Resource Management Regarding The Employee's Performance For Obtaining Aim of EnterprisesDocument6 pagesEvaluation of The Concept of Human Resource Management Regarding The Employee's Performance For Obtaining Aim of EnterprisesIAEME PublicationPas encore d'évaluation
- A Review of Particle Swarm Optimization (Pso) AlgorithmDocument26 pagesA Review of Particle Swarm Optimization (Pso) AlgorithmIAEME PublicationPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Formulation of The Problem of Mathematical Analysis of Cellular Communication Basic Stations in Residential Areas For Students of It-PreparationDocument7 pagesFormulation of The Problem of Mathematical Analysis of Cellular Communication Basic Stations in Residential Areas For Students of It-PreparationIAEME PublicationPas encore d'évaluation
- Sentiment Analysis Approach in Natural Language Processing For Data ExtractionDocument6 pagesSentiment Analysis Approach in Natural Language Processing For Data ExtractionIAEME PublicationPas encore d'évaluation
- SR Cheat Sheets PDFDocument4 pagesSR Cheat Sheets PDFDevin ZhangPas encore d'évaluation
- LoratadinaDocument3 pagesLoratadinapapaindoPas encore d'évaluation
- Autonomic Nervous SystemDocument21 pagesAutonomic Nervous SystemDung Nguyễn Thị MỹPas encore d'évaluation
- Productstock 2021-01-18 (Produk Laku & Belum KinwatchDocument32 pagesProductstock 2021-01-18 (Produk Laku & Belum KinwatchKin WatchPas encore d'évaluation
- Small Molecule Modulators of PCSK9 A Litera 2018 Bioorganic Medicinal CHDocument6 pagesSmall Molecule Modulators of PCSK9 A Litera 2018 Bioorganic Medicinal CHMikePas encore d'évaluation
- Sacramento County Compensation Survey Board of SupervisorsDocument13 pagesSacramento County Compensation Survey Board of SupervisorsCBS13Pas encore d'évaluation
- PURL Questions and AnswersDocument3 pagesPURL Questions and AnswersSHAHAN VS100% (5)
- Booklet The 8th JAKINUDocument20 pagesBooklet The 8th JAKINUsamuelionardiPas encore d'évaluation
- Cure Jealousy WorksheetsDocument20 pagesCure Jealousy WorksheetsSelina CothrenPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- 43 Best Passive Income Streams & OpportunitiesDocument7 pages43 Best Passive Income Streams & OpportunitiesEri Nur Sofa50% (2)
- LoRa TechnologyDocument10 pagesLoRa TechnologyAnonymous CGk2roPas encore d'évaluation
- Steel Sections PDFDocument36 pagesSteel Sections PDFTonderai RuserePas encore d'évaluation
- Proplanner Assembly Planner PFEPDocument5 pagesProplanner Assembly Planner PFEPAya MdimeghPas encore d'évaluation
- Vững vàng nền tảng, Khai sáng tương lai: Trang - 1Document11 pagesVững vàng nền tảng, Khai sáng tương lai: Trang - 1An AnPas encore d'évaluation
- 007: The Stealth Affair ManualDocument11 pages007: The Stealth Affair Manualcodigay769Pas encore d'évaluation
- CH 6 - Performance AppraisalDocument50 pagesCH 6 - Performance AppraisalMark SullivanPas encore d'évaluation
- Case AnalyzerDocument19 pagesCase AnalyzeranuragPas encore d'évaluation
- ASWP Manual - Section 1 - IntroductionDocument17 pagesASWP Manual - Section 1 - Introductionjmvm56Pas encore d'évaluation
- Ism Practical File NothingDocument84 pagesIsm Practical File NothingADITYA GUPTAPas encore d'évaluation
- Cutting Conics AsDocument3 pagesCutting Conics Asbabe09Pas encore d'évaluation
- Data StreamDocument256 pagesData Streamy suresh babuPas encore d'évaluation
- Odt Article - Djo - Virtual Population Analysis Improves Orthopedic Implant Design 1 PDFDocument3 pagesOdt Article - Djo - Virtual Population Analysis Improves Orthopedic Implant Design 1 PDFDragana RajicPas encore d'évaluation
- Dragon Ball Z Project: R1 and R2J Dragon Boxes Merge: AcknowledgementsDocument11 pagesDragon Ball Z Project: R1 and R2J Dragon Boxes Merge: Acknowledgements8ASergio GamarraPas encore d'évaluation
- New DOCX DocumentDocument2 pagesNew DOCX DocumentPunjabi FootballPas encore d'évaluation
- 310 311 320 321 Toilet Warranty Codes PDFDocument11 pages310 311 320 321 Toilet Warranty Codes PDFTerri MartinPas encore d'évaluation
- Semi Formal Asking To Borrow BooksDocument75 pagesSemi Formal Asking To Borrow BooksPei Cheng WuPas encore d'évaluation
- 3 - RA-Erecting and Dismantling of Scaffolds (WAH) (Recovered)Document6 pages3 - RA-Erecting and Dismantling of Scaffolds (WAH) (Recovered)hsem Al EimaraPas encore d'évaluation
- Building Interactive AppsDocument17 pagesBuilding Interactive AppsJRoman OrtizPas encore d'évaluation
- LCA - Bank of EnglandDocument133 pagesLCA - Bank of EnglandJoao Paulo VazPas encore d'évaluation
- Ibps RRB Po Scale - I Prelims Model Mock Test - 8Document7 pagesIbps RRB Po Scale - I Prelims Model Mock Test - 8Sanjay DasPas encore d'évaluation
- Transformed: Moving to the Product Operating ModelD'EverandTransformed: Moving to the Product Operating ModelÉvaluation : 4 sur 5 étoiles4/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tD'EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tÉvaluation : 4.5 sur 5 étoiles4.5/5 (27)
- Laws of UX: Using Psychology to Design Better Products & ServicesD'EverandLaws of UX: Using Psychology to Design Better Products & ServicesÉvaluation : 5 sur 5 étoiles5/5 (9)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneD'EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureD'EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)