Vous aimerez peut-être aussi
- Boeing FastenersDocument40 pagesBoeing Fastenersskynorth100% (16)
- Welding ProcessesDocument51 pagesWelding ProcessesAtul100% (4)
- Super AlloysDocument5 pagesSuper AlloysAnonymous Y98jFJPas encore d'évaluation
- BGAS-MCQ-Exam QuestionsDocument11 pagesBGAS-MCQ-Exam QuestionsShanmuga Navaneethan100% (5)
- Formation of BakeliteDocument4 pagesFormation of BakeliteMuhammad Bilal100% (2)
- JSW Ggbs 1 2015 PDFDocument1 pageJSW Ggbs 1 2015 PDFMohammed Javeed ahmedPas encore d'évaluation
- IS STD - IS 16714 - 2018 - GGBSDocument11 pagesIS STD - IS 16714 - 2018 - GGBSSoumyakanti S. Samanta (Pgdm 09-11, Batch II)50% (2)
- Ramco Cement MTC - 02Document1 pageRamco Cement MTC - 02Santu GhoshPas encore d'évaluation
- .Methods of Physical Tests For Hydraulic Cement: Indian StandardDocument8 pages.Methods of Physical Tests For Hydraulic Cement: Indian StandardRS EngineeringPas encore d'évaluation
- Concrete Mix Proportioning Using Micro SilicaDocument6 pagesConcrete Mix Proportioning Using Micro SilicaGandhi HammoudPas encore d'évaluation
- Initial & Final Setting Time (Is - 4031-Part 5-1988) - CivilblogDocument4 pagesInitial & Final Setting Time (Is - 4031-Part 5-1988) - CivilblogআকাশআহসানPas encore d'évaluation
- Is 16353 Product ManualDocument10 pagesIs 16353 Product Manualsciencer1234100% (1)
- Is 1489 (Part-2) Portland-Pozzolana Cement Specification (CADocument15 pagesIs 1489 (Part-2) Portland-Pozzolana Cement Specification (CARamarraju KalidindiPas encore d'évaluation
- 2018 Fillers in Cementitious Materials - Experience, Recent Advances and Future PotentialDocument14 pages2018 Fillers in Cementitious Materials - Experience, Recent Advances and Future PotentialTiago BragaPas encore d'évaluation
- LAB Manual PRCIIDocument61 pagesLAB Manual PRCIIUbaid RajputPas encore d'évaluation
- SL. No: Type of Special Cement / ApplicationDocument7 pagesSL. No: Type of Special Cement / Applicationrashmiranjan1110100% (1)
- Cement: BSI Standards PublicationDocument5 pagesCement: BSI Standards PublicationCHI KEUNG LIPas encore d'évaluation
- Refining Industry - Vapor Recovery Unit (VRU)Document2 pagesRefining Industry - Vapor Recovery Unit (VRU)Nicolae VisanPas encore d'évaluation
- Approved List02-09-2021 Avl Rev-07Document16 pagesApproved List02-09-2021 Avl Rev-07Dilawar KumarPas encore d'évaluation
- Is 16415 Product ManualDocument17 pagesIs 16415 Product ManualKumar gsPas encore d'évaluation
- Cement PPT-BMC PDFDocument120 pagesCement PPT-BMC PDFAdhyyan JoshiPas encore d'évaluation
- Characterization of Silica Fume and Its Effects On Concrete PropertiesDocument49 pagesCharacterization of Silica Fume and Its Effects On Concrete PropertiessultanPas encore d'évaluation
- Free Lime Determination ClinkerDocument2 pagesFree Lime Determination ClinkerfoxmancementPas encore d'évaluation
- Test Certificate PPC - WK - 03-2013 PDFDocument0 pageTest Certificate PPC - WK - 03-2013 PDFanbumani123Pas encore d'évaluation
- IS-8042-Product-Manual-WHITE CEMENTDocument14 pagesIS-8042-Product-Manual-WHITE CEMENTSauravTekriwalPas encore d'évaluation
- Is 455 FINAL Product ManualDocument14 pagesIs 455 FINAL Product Manualaditya kumar jhaPas encore d'évaluation
- Is 269 Final Product ManualDocument14 pagesIs 269 Final Product ManualBiswajit MansinghPas encore d'évaluation
- 455 2015 Portland Slag CementAMD1 Reff2020Document14 pages455 2015 Portland Slag CementAMD1 Reff2020Debabrata PalPas encore d'évaluation
- Is 6452 High Alumina Cement For Structural Use-SpecificationDocument10 pagesIs 6452 High Alumina Cement For Structural Use-SpecificationRamarraju KalidindiPas encore d'évaluation
- IS 4031 - Part15Document8 pagesIS 4031 - Part15Nagaraju ChintaPas encore d'évaluation
- 04a Physical PropertiesDocument13 pages04a Physical PropertiesGanesh.RajanPas encore d'évaluation
- IS 1489 - 2 - 2015 - Reff2020Document13 pagesIS 1489 - 2 - 2015 - Reff2020Manish ChoudharyPas encore d'évaluation
- Specification of Indian Standard Sand - TAMINDocument1 pageSpecification of Indian Standard Sand - TAMINanpyaaPas encore d'évaluation
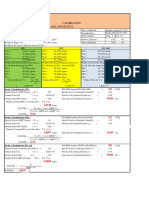
- Blaine Apparatus Calibration Sheet PDFDocument1 pageBlaine Apparatus Calibration Sheet PDFKuldeep UpadhyayPas encore d'évaluation
- Properties of CementDocument6 pagesProperties of CementJa Phe TiPas encore d'évaluation
- Cement PPT ArunDocument10 pagesCement PPT ArunAbhishek SharmaPas encore d'évaluation
- IS 2542 - 1978 (Part-2-Sec1 of 12) Method of Test For Gypsum Plaster, Concrete & Product-Gypsum Product PDFDocument27 pagesIS 2542 - 1978 (Part-2-Sec1 of 12) Method of Test For Gypsum Plaster, Concrete & Product-Gypsum Product PDFAnilPas encore d'évaluation
- ASTM C-1356, Quantitative Determination of Phases in Portland Cement PDFDocument5 pagesASTM C-1356, Quantitative Determination of Phases in Portland Cement PDFsaeedhoseini100% (1)
- IS12269 53-Grade Ordinary Portland Cement-Specification 2000 PDFDocument20 pagesIS12269 53-Grade Ordinary Portland Cement-Specification 2000 PDFAjit P. SinghPas encore d'évaluation
- Is 3812 2 2003Document14 pagesIs 3812 2 2003VijayKatariaPas encore d'évaluation
- Cement Fineness Test: (By Dry Sieving) (As Per IS: 4031 - 1968)Document29 pagesCement Fineness Test: (By Dry Sieving) (As Per IS: 4031 - 1968)tejakandulaPas encore d'évaluation
- Ethiopian Standard ES 4050 ES 1176-2:2005: First Edition 2005-03-12Document67 pagesEthiopian Standard ES 4050 ES 1176-2:2005: First Edition 2005-03-12Dilnesa Ejigu100% (1)
- ASTM C 226 Standard Specification For Air-Entraining Additions For Use in The Manufacture of Air PDFDocument4 pagesASTM C 226 Standard Specification For Air-Entraining Additions For Use in The Manufacture of Air PDFRyan LasacaPas encore d'évaluation
- Acc PSC - NFR - 38 - 2020Document1 pageAcc PSC - NFR - 38 - 2020kartick adhikaryPas encore d'évaluation
- BASF Introduces Smart Dynamic ConcreteDocument4 pagesBASF Introduces Smart Dynamic ConcreteNurul Hidayati100% (1)
- Is 4031 (Part-1) Method of Physical Tests For Hydraulic CemeDocument7 pagesIs 4031 (Part-1) Method of Physical Tests For Hydraulic CemeRamarraju KalidindiPas encore d'évaluation
- Masterset Ac 100: Non-Chloride Hardening Accelerator For ConcreteDocument2 pagesMasterset Ac 100: Non-Chloride Hardening Accelerator For Concretemehrdad_so1981100% (1)
- Not For Sale: Amendment No. 2 March 2010 TO Is 4032: 1985 Method of Chemical Analysis of Hydraulic CementDocument5 pagesNot For Sale: Amendment No. 2 March 2010 TO Is 4032: 1985 Method of Chemical Analysis of Hydraulic CementRaghu NagarPas encore d'évaluation
- Cellular Light Weight ConcreteDocument35 pagesCellular Light Weight ConcreteUTP gamingPas encore d'évaluation
- en 197 1 2011 SR PDFDocument1 pageen 197 1 2011 SR PDFUdari LiyanagePas encore d'évaluation
- DS - 645 - Pro Anticarb HB Elastomeric CoatingDocument2 pagesDS - 645 - Pro Anticarb HB Elastomeric CoatingRay EngineeringPas encore d'évaluation
- Fly Ash Cement Replacement Tds PDFDocument2 pagesFly Ash Cement Replacement Tds PDFabualamalPas encore d'évaluation
- Fly Ash ClasificationDocument15 pagesFly Ash ClasificationprabhuwbPas encore d'évaluation
- False Setting N Flash SettingDocument1 pageFalse Setting N Flash SettingSai Datta100% (1)
- CPVCDocument3 pagesCPVCannamalaicvPas encore d'évaluation
- Is SP 23 1982 PDFDocument151 pagesIs SP 23 1982 PDFMano MaddulaPas encore d'évaluation
- 3812 1 PDFDocument14 pages3812 1 PDFइंजि कौस्तुभ पवारPas encore d'évaluation
- Various Lab Test On CementDocument4 pagesVarious Lab Test On Cementhncc ghazniPas encore d'évaluation
- Paving Notes 74 Equivalent and Effective Subgrade StrengthDocument4 pagesPaving Notes 74 Equivalent and Effective Subgrade StrengthsagarPas encore d'évaluation
- C1582C1582M-Aditivos Inhibidores de CorrosionDocument10 pagesC1582C1582M-Aditivos Inhibidores de CorrosionAnthony López HuamanPas encore d'évaluation
- Asa Guide To The Use of Iron and Steel Slag in Roads PDFDocument35 pagesAsa Guide To The Use of Iron and Steel Slag in Roads PDFNeeraj ChaubeyPas encore d'évaluation
- Astm e 887Document3 pagesAstm e 887nerissalovePas encore d'évaluation
- Is 15388 (2003) - Specification For Silica FumeDocument13 pagesIs 15388 (2003) - Specification For Silica FumeN GANESAMOORTHYPas encore d'évaluation
- PM IS 1489part1Document16 pagesPM IS 1489part1manavPas encore d'évaluation
- PM Is 269 2015Document14 pagesPM Is 269 2015Mahendra AhirwarPas encore d'évaluation
- PM Is 16415Document17 pagesPM Is 16415prazwol magarPas encore d'évaluation
- PM Is 14885Document9 pagesPM Is 14885Ajay PatelPas encore d'évaluation
- Makon NF-180: AlkoxylatesDocument2 pagesMakon NF-180: AlkoxylatescabeaureyPas encore d'évaluation
- ESTIMATEDocument27 pagesESTIMATEsuhel29Pas encore d'évaluation
- Characterization of The Microstructure of High-Chromium Cast Irons Using Mo Ssbauer SpectrosDocument8 pagesCharacterization of The Microstructure of High-Chromium Cast Irons Using Mo Ssbauer SpectrosJavier Enrique Toro YentzenPas encore d'évaluation
- (2014) Ivica AndrojicDocument11 pages(2014) Ivica AndrojicIlyas H. AliPas encore d'évaluation
- Guide To Epoxy Grouting 14000532Document25 pagesGuide To Epoxy Grouting 14000532Chukwuma OgbonnaPas encore d'évaluation
- Chemical Plants and Its EquipmentsDocument15 pagesChemical Plants and Its EquipmentsjeffyPas encore d'évaluation
- Elvaloy AsphaltDocument10 pagesElvaloy AsphaltHafiz IrzaPas encore d'évaluation
- Bangladesh University of Business & Technology (BUBT) : Project OnDocument9 pagesBangladesh University of Business & Technology (BUBT) : Project OnMd. Hasin Ishrak ZuhaniPas encore d'évaluation
- Ficha Técnica Oakite 498 DFWDocument3 pagesFicha Técnica Oakite 498 DFWLuis CanoPas encore d'évaluation
- BRDG-2004-04-1 - StrucSteelCoatingManDocument97 pagesBRDG-2004-04-1 - StrucSteelCoatingManTony ParkPas encore d'évaluation
- A 809 PDFDocument1 pageA 809 PDFCristo BglezPas encore d'évaluation
- Powder Perfect: Tungsten Carbide ProductsDocument3 pagesPowder Perfect: Tungsten Carbide ProductsNadjPas encore d'évaluation
- Pran RFL (Factory Building-4) Olipur, SayestagonjDocument13 pagesPran RFL (Factory Building-4) Olipur, Sayestagonjshafiq_05Pas encore d'évaluation
- Tle ReviewerDocument2 pagesTle ReviewerFaith SuaisoPas encore d'évaluation
- Recycling Thermoset Epoxy Resin Using Alkyl-Methyl-Imidazolium Ionic Liquids As Green SolventsDocument8 pagesRecycling Thermoset Epoxy Resin Using Alkyl-Methyl-Imidazolium Ionic Liquids As Green SolventsElena RomeroPas encore d'évaluation
- Summative Test TleDocument18 pagesSummative Test TleGillyn Ruiz - AntonioPas encore d'évaluation
- EcolizerDocument89 pagesEcolizermartikax2Pas encore d'évaluation
- WO2013132439A1Document72 pagesWO2013132439A1I Love MusicPas encore d'évaluation
- Sika® Bentoshield® Max LM: Product Data SheetDocument5 pagesSika® Bentoshield® Max LM: Product Data SheetKhin Sandi KoPas encore d'évaluation
- Repsol Maker Hydroflux EP 32,46,68Document1 pageRepsol Maker Hydroflux EP 32,46,68ibrahim maulanaPas encore d'évaluation
- MNRE/QN/0224/2021-22: Project: Electrical Panel BoardsDocument24 pagesMNRE/QN/0224/2021-22: Project: Electrical Panel BoardsAjay MedikondaPas encore d'évaluation
- Short ProgramDocument32 pagesShort Programperete69Pas encore d'évaluation
- SGS UNITEC 240 WR Fluorcarbon C6 Test ReportDocument4 pagesSGS UNITEC 240 WR Fluorcarbon C6 Test Reportvicgun210 210Pas encore d'évaluation