Vous aimerez peut-être aussi
- Formato Peligros - Riesgos SG-SSTDocument1 pageFormato Peligros - Riesgos SG-SSTCarvajalYamilePas encore d'évaluation
- Bases de Datos Empresa Electro-NicsDocument2 pagesBases de Datos Empresa Electro-NicsCarvajalYamile100% (1)
- Taller 1 Dofa - Mdulo - Sig I ParteDocument9 pagesTaller 1 Dofa - Mdulo - Sig I ParteCarvajalYamilePas encore d'évaluation
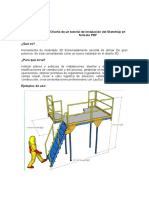
- Taller SketchupDocument23 pagesTaller SketchupCarvajalYamilePas encore d'évaluation
- Actividad3 Mapa Mental de Modelado Con Herramienta SketchupDocument1 pageActividad3 Mapa Mental de Modelado Con Herramienta SketchupCarvajalYamilePas encore d'évaluation
- Modelado 3DDocument4 pagesModelado 3DCarvajalYamilePas encore d'évaluation
- ACTIVIDAD 4 Presentación ClústerDocument12 pagesACTIVIDAD 4 Presentación ClústerCarvajalYamilePas encore d'évaluation
- Actividad 3 Aa3-Ev1-Caso-Aa3Document8 pagesActividad 3 Aa3-Ev1-Caso-Aa3CarvajalYamilePas encore d'évaluation
- Actividad 3 Aa3-Ev1-Caso-Aa3Document8 pagesActividad 3 Aa3-Ev1-Caso-Aa3CarvajalYamilePas encore d'évaluation
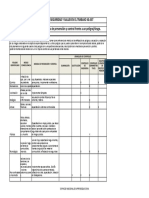
- Formato Peligros - Riesgos SG-SSTDocument1 pageFormato Peligros - Riesgos SG-SSTCarvajalYamilePas encore d'évaluation
- Taller RAP 1 1Document4 pagesTaller RAP 1 1CarvajalYamilePas encore d'évaluation
- Caso Actividad 4 Evaluación y MejoraDocument4 pagesCaso Actividad 4 Evaluación y MejoraCarvajalYamilePas encore d'évaluation
- Taller Rap 2 MantenimientoDocument8 pagesTaller Rap 2 MantenimientoCarvajalYamilePas encore d'évaluation
- Actividad 2 Curso PLC SENADocument8 pagesActividad 2 Curso PLC SENACarvajalYamilePas encore d'évaluation
- Bizagi Process ModelerDocument8 pagesBizagi Process ModelerFloritzel RodriguezPas encore d'évaluation
- Informe de Sumador de Cuatro BitsDocument12 pagesInforme de Sumador de Cuatro BitsMichael AnglPas encore d'évaluation
- Formulario - 17595976 - 2021 03 23 184531Document1 pageFormulario - 17595976 - 2021 03 23 184531Dylan GomezPas encore d'évaluation
- Cubos de KohsDocument4 pagesCubos de Kohsapi-382106383% (6)
- Concepto de SucesiónDocument4 pagesConcepto de Sucesiónjuan cepedaPas encore d'évaluation
- Certificado de Garantía - jmc-893Document1 pageCertificado de Garantía - jmc-893cesar franz napaico perezPas encore d'évaluation
- Guía de Trabajo Autónomo 8 para NovenoDocument8 pagesGuía de Trabajo Autónomo 8 para Novenoyair garcia FonsecaPas encore d'évaluation
- Proyecto Sala de SistemasDocument2 pagesProyecto Sala de Sistemasjhon2583Pas encore d'évaluation
- Taller Lenguaje NaturalDocument4 pagesTaller Lenguaje NaturalViviana Buitrago CruzPas encore d'évaluation
- Cuadro Comparativo Motores de BusquedaDocument1 pageCuadro Comparativo Motores de BusquedaVictor Alfosnso MoralesPas encore d'évaluation
- Sqa InicialDocument14 pagesSqa InicialSamPas encore d'évaluation
- Copia de Marcelo Cohen - PersecuciónDocument24 pagesCopia de Marcelo Cohen - PersecuciónJulián EstigarribiaPas encore d'évaluation
- Sistemas DistribuidosDocument45 pagesSistemas DistribuidosJose VasquezPas encore d'évaluation
- Tamaño Optimo de MallasDocument10 pagesTamaño Optimo de Mallasnickel de la cruz fortuna100% (1)
- Jsa-Pets-001 - Levantamiento Fotogramétrico Con RpasDocument6 pagesJsa-Pets-001 - Levantamiento Fotogramétrico Con RpasElio CabanaPas encore d'évaluation
- Ejemplo Del Método Shaffer Con EjemploDocument21 pagesEjemplo Del Método Shaffer Con EjemploLupita RosalesPas encore d'évaluation
- 8.2 Procedimiento de Calibracion OkDocument2 pages8.2 Procedimiento de Calibracion OkElZeroMJPas encore d'évaluation
- Tema 34 SGBDDocument11 pagesTema 34 SGBDLuis Pilo AceitunoPas encore d'évaluation
- Instructivo Diagrama de Causa y EfectoDocument6 pagesInstructivo Diagrama de Causa y EfectoKevin Monroy Ovalle100% (1)
- Estructuras de Memoria y Procesos de Instancia Oracle1Document8 pagesEstructuras de Memoria y Procesos de Instancia Oracle1Jordi Daniel Rodriguez GomezPas encore d'évaluation
- Club SE 01 - Técnicas Digitales-Montajes Completos (Ene 2005)Document93 pagesClub SE 01 - Técnicas Digitales-Montajes Completos (Ene 2005)ejortPas encore d'évaluation
- Informe Temporizador ElectronicoDocument7 pagesInforme Temporizador ElectronicoGabriel Borrero APas encore d'évaluation
- Investigacion Monte CarloDocument13 pagesInvestigacion Monte CarloSiul salvadorPas encore d'évaluation
- Guia CCy DWSIMDocument12 pagesGuia CCy DWSIMTn MontanaPas encore d'évaluation
- Estilos CSSDocument7 pagesEstilos CSSHéctor René Bautista OdilónPas encore d'évaluation
- Sube Archivos y Gana DineroDocument16 pagesSube Archivos y Gana DineroCotri RonaldPas encore d'évaluation
- Gia de Mantenimiento 2017Document6 pagesGia de Mantenimiento 2017Juan carlosPas encore d'évaluation
- Descargar Slither - Io para Android Sin Coste. El Juego Arrástrate en Android.Document2 pagesDescargar Slither - Io para Android Sin Coste. El Juego Arrástrate en Android.Crowell58BoyerPas encore d'évaluation
- Estadistica y Probabilidades-Semana 7 - Distribuciones Discretas EspecialesDocument25 pagesEstadistica y Probabilidades-Semana 7 - Distribuciones Discretas EspecialesJesus Joshua Galvez DurandPas encore d'évaluation
- 10 - Procedimiento de Seleccion y Evaluacion de ProveedoresDocument5 pages10 - Procedimiento de Seleccion y Evaluacion de ProveedoresEdson Drury Cahui PerezPas encore d'évaluation