Vous aimerez peut-être aussi
- Caso Old Oregon Wood StoreDocument23 pagesCaso Old Oregon Wood StoreKARLA100% (1)
- Consultor financiero busca nuevo retoDocument31 pagesConsultor financiero busca nuevo retoKARLAPas encore d'évaluation
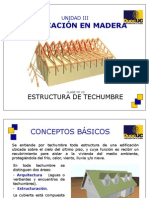
- Estructura de techumbre en maderaDocument41 pagesEstructura de techumbre en maderaXimena BarreraPas encore d'évaluation
- Procedimiento de Control y Mantenimiento de Equipos MenoresDocument4 pagesProcedimiento de Control y Mantenimiento de Equipos Menoresroboan100% (3)
- Mejora del almacén de materiales en empresa salvadoreñaDocument173 pagesMejora del almacén de materiales en empresa salvadoreñaKARLAPas encore d'évaluation
- Divisibilidad y múltiplos en los enterosDocument64 pagesDivisibilidad y múltiplos en los enterosFRANPas encore d'évaluation
- Metodo IngenierilDocument16 pagesMetodo IngenieriljefersonPas encore d'évaluation
- Juego, Deporte y SociedadDocument53 pagesJuego, Deporte y SociedadVevi Do100% (1)
- Competencias Del Ingeniero IndustrialDocument1 pageCompetencias Del Ingeniero IndustrialKARLAPas encore d'évaluation
- ORGANISMODocument1 pageORGANISMOKARLAPas encore d'évaluation
- HERRAMIENTADocument2 pagesHERRAMIENTAKARLAPas encore d'évaluation
- Metodo GraficoDocument16 pagesMetodo GraficoKARLAPas encore d'évaluation
- Factores de RiesgoDocument5 pagesFactores de RiesgoginnebraPas encore d'évaluation
- InvestigacionDocument24 pagesInvestigacionKARLAPas encore d'évaluation
- Competencias Del Ingeniero IndustrialDocument1 pageCompetencias Del Ingeniero IndustrialKARLAPas encore d'évaluation
- IODocument3 pagesIOKARLAPas encore d'évaluation
- Programación de proyectos PERT-CPM UN SantaDocument34 pagesProgramación de proyectos PERT-CPM UN SantaJUAN AGUILARPas encore d'évaluation
- El Tiempo EstandarDocument6 pagesEl Tiempo EstandarJesus Ivan Herrera Lopez0% (1)
- Administración Financiera de InventariosDocument28 pagesAdministración Financiera de InventariosSiul salvadorPas encore d'évaluation
- InformáticaDocument4 pagesInformáticaKARLAPas encore d'évaluation
- ENTREBDocument23 pagesENTREBKARLAPas encore d'évaluation
- InfoDocument1 pageInfoKARLAPas encore d'évaluation
- LindoDocument6 pagesLindoKARLAPas encore d'évaluation
- Casos PracticosDocument8 pagesCasos PracticosKARLAPas encore d'évaluation
- Estudio Prospect-Ing. Industrial 2030-EDocument55 pagesEstudio Prospect-Ing. Industrial 2030-EFelipe De Jesús100% (1)
- Mapa Conceptual Tipos de InvestigacionDocument1 pageMapa Conceptual Tipos de InvestigacionKARLAPas encore d'évaluation
- Problemasrsueltospl 130713133414 Phpapp01Document32 pagesProblemasrsueltospl 130713133414 Phpapp01Gerardo Del Rosario AquinoPas encore d'évaluation
- Ingenieria en MexicoDocument16 pagesIngenieria en MexicoJacinto Mares100% (1)
- Interdisciplinariedad IngenieriaDocument10 pagesInterdisciplinariedad IngenieriaCarlos Sánchez-MendietaPas encore d'évaluation
- Gestión de La Calidad Enfoque de CalidadDocument6 pagesGestión de La Calidad Enfoque de CalidadKARLAPas encore d'évaluation
- Lecturas Introducción IngenieríaDocument5 pagesLecturas Introducción IngenieríaKARLAPas encore d'évaluation
- IODocument16 pagesIOKARLAPas encore d'évaluation
- Estudio Prospect-Ing. Industrial 2030-EDocument55 pagesEstudio Prospect-Ing. Industrial 2030-EFelipe De Jesús100% (1)
- Fracciones ParcialesDocument18 pagesFracciones ParcialesKARLAPas encore d'évaluation
- Triptico de La Contaminacion Del AguaDocument2 pagesTriptico de La Contaminacion Del AguaLeopold Felipe Juninho Navarro CaberoPas encore d'évaluation
- Evolución Del Turismo UptaebDocument13 pagesEvolución Del Turismo UptaebginvalPas encore d'évaluation
- Proyección MASPS-MN1-IN-3-FR-6 PRE-ACTA MENSUAL INVERSIÓN SOCIAL - N°19 Enero 2023Document8 pagesProyección MASPS-MN1-IN-3-FR-6 PRE-ACTA MENSUAL INVERSIÓN SOCIAL - N°19 Enero 2023Maria Fernanda Sanchez MeloPas encore d'évaluation
- CAPITULO 9-2 Tecnicas de Colocacion de La GravaDocument11 pagesCAPITULO 9-2 Tecnicas de Colocacion de La GravaYeisber Mauricio Mendez DussanPas encore d'évaluation
- Ciencia renacentista busca verdadDocument2 pagesCiencia renacentista busca verdadLAURA KAMILA FONSECA SANABRIAPas encore d'évaluation
- QuirozDocument15 pagesQuirozPuntillo Limas JuanPas encore d'évaluation
- Malditas MatematicasDocument19 pagesMalditas MatematicasMiguel Larios HerreraPas encore d'évaluation
- Los MOOCDocument12 pagesLos MOOCJessica Nohemi0% (1)
- Examen Final Gestion CurtDocument15 pagesExamen Final Gestion CurtSisy AscatePas encore d'évaluation
- Bastidores y MaquinasDocument8 pagesBastidores y MaquinasFarfán Sandoval Carlos DanielPas encore d'évaluation
- Probabilidad y EstadísticaDocument69 pagesProbabilidad y EstadísticaAldo GonzalezPas encore d'évaluation
- La importancia de las pequeñas cosasDocument7 pagesLa importancia de las pequeñas cosasMarcela ManriquePas encore d'évaluation
- Tipos de PresionDocument8 pagesTipos de PresionCarlos Manuel Polonio OrdoñezPas encore d'évaluation
- Acc455 PP BDDocument17 pagesAcc455 PP BDPEDRO0% (1)
- Vivir de A Dos by Sergio Sinay ZDocument69 pagesVivir de A Dos by Sergio Sinay ZOlea SierraPas encore d'évaluation
- Huesos Frescos PDFDocument42 pagesHuesos Frescos PDFGonzalo MunPas encore d'évaluation
- Aportes de Mary Parker Follet a la gerencia participativaDocument4 pagesAportes de Mary Parker Follet a la gerencia participativaConsultoría Facultad de Comunicaciones y Filología Universidad de AntioquiaPas encore d'évaluation
- Ficha de EstudianteDocument7 pagesFicha de EstudianteJandry CAsquetePas encore d'évaluation
- Guia Procesos Cognitivos PDFDocument14 pagesGuia Procesos Cognitivos PDFKeila CortésPas encore d'évaluation
- Articulo El Analisis Funcional de Operabilidad HazopDocument4 pagesArticulo El Analisis Funcional de Operabilidad HazopJaime HernandezPas encore d'évaluation
- Producto Académico N3Document15 pagesProducto Académico N3juan_orihuela_1Pas encore d'évaluation
- Informe Semestral de Plan LectorDocument2 pagesInforme Semestral de Plan LectorRoxana Ch.Pas encore d'évaluation
- VIVIENDA ALTA DENSIDAD CARTAGENADocument15 pagesVIVIENDA ALTA DENSIDAD CARTAGENAFabrizzio MilanoPas encore d'évaluation
- Diario Oficial de La Federación - Bienvenido Al Sistema de Información Del Diario Oficial de La FederaciónDocument4 pagesDiario Oficial de La Federación - Bienvenido Al Sistema de Información Del Diario Oficial de La FederaciónNopondre Minombre NoinsistasPas encore d'évaluation