Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Jazz Piano VoicingsDocument19 pagesJazz Piano Voicingskeybiank86% (58)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Donald Duck Family Comics Promo For Free Comic Book DayDocument6 pagesDonald Duck Family Comics Promo For Free Comic Book DayΑνδρέας Ατσόνιος75% (20)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Ugc Model Curriculum Statistics: Submitted To The University Grants Commission in April 2001Document101 pagesUgc Model Curriculum Statistics: Submitted To The University Grants Commission in April 2001Alok ThakkarPas encore d'évaluation
- A B C D: Choose Only One Answer For Each QuestionDocument10 pagesA B C D: Choose Only One Answer For Each QuestionAchitt AchitPas encore d'évaluation
- Start Up and Commissioning of Chilled Water PumpsDocument6 pagesStart Up and Commissioning of Chilled Water PumpsAlaa AnwerPas encore d'évaluation
- Momus Design CNC Router Manual Version 2.1Document178 pagesMomus Design CNC Router Manual Version 2.1Francisco Teruel100% (8)
- Brazil (1997) The Communicative Value BW PDFDocument200 pagesBrazil (1997) The Communicative Value BW PDFJuan LopezPas encore d'évaluation
- 2nd Grading LAA Grade 10Document54 pages2nd Grading LAA Grade 10Urduja Kyle OdiacerPas encore d'évaluation
- Substations - Part 1 - Procedural: DisclaimerDocument44 pagesSubstations - Part 1 - Procedural: DisclaimerSergio Henrique F. CArniettoPas encore d'évaluation
- 7.GSM ChannelsDocument24 pages7.GSM Channelsmanthasaikarthik100% (1)
- Metals: Numerical Modeling of Open-Eye Formation and Mixing Time in Argon Stirred Industrial LadleDocument12 pagesMetals: Numerical Modeling of Open-Eye Formation and Mixing Time in Argon Stirred Industrial Ladledebjit123Pas encore d'évaluation
- Steel Making - Session (2016 - 17) - Odd SemesterDocument4 pagesSteel Making - Session (2016 - 17) - Odd Semesterdebjit123Pas encore d'évaluation
- Secondary Steelmaking PaperDocument10 pagesSecondary Steelmaking Paperdebjit123Pas encore d'évaluation
- Tele VNITDocument100 pagesTele VNITdebjit123Pas encore d'évaluation
- Notice: Malaviya National Institute of Technology JaipurDocument1 pageNotice: Malaviya National Institute of Technology Jaipurdebjit123Pas encore d'évaluation
- BT4 - ML (Room No-32) : SS Ma-Mk TAP TAP Ma-TpsDocument1 pageBT4 - ML (Room No-32) : SS Ma-Mk TAP TAP Ma-Tpsdebjit123Pas encore d'évaluation
- MetallurgicalList PDFDocument1 pageMetallurgicalList PDFdebjit123Pas encore d'évaluation
- Chapter 8. Process ModelingDocument21 pagesChapter 8. Process Modelingdebjit123Pas encore d'évaluation
- Days 1Document1 pageDays 1debjit123Pas encore d'évaluation
- Superheat Sujay Steel GripDocument9 pagesSuperheat Sujay Steel Gripdebjit123Pas encore d'évaluation
- A Study of Bubble Coalescence in Flotation Froths: Seher Ata, Nafis Ahmed, Graeme J. JamesonDocument12 pagesA Study of Bubble Coalescence in Flotation Froths: Seher Ata, Nafis Ahmed, Graeme J. Jamesondebjit123Pas encore d'évaluation
- Foam StirrerDocument10 pagesFoam Stirrerdebjit123Pas encore d'évaluation
- Analysts Presentation Steel NorAm Oct 2006Document53 pagesAnalysts Presentation Steel NorAm Oct 2006debjit123Pas encore d'évaluation
- Principles of Heat TransferDocument23 pagesPrinciples of Heat Transferdebjit123Pas encore d'évaluation
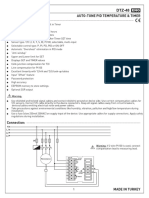
- Auto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3Document4 pagesAuto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3sharawany 20Pas encore d'évaluation
- SD02 Introduction SDBMSDocument26 pagesSD02 Introduction SDBMSgatothp100% (2)
- 19 04 20 p2 PDFDocument32 pages19 04 20 p2 PDFGovind SajuPas encore d'évaluation
- Form 1 ExercisesDocument160 pagesForm 1 Exerciseskays MPas encore d'évaluation
- Oracle Goldengate: Oracle Installation and Setup Guide 11 Release 2 (11.2.1.0.0)Document188 pagesOracle Goldengate: Oracle Installation and Setup Guide 11 Release 2 (11.2.1.0.0)kashifmeoPas encore d'évaluation
- Italy CasestudyDocument21 pagesItaly CasestudylozaPas encore d'évaluation
- Solved Worksheet-Cell and Specialized Cells 3Document3 pagesSolved Worksheet-Cell and Specialized Cells 3Everything Everything100% (1)
- Fil Mur Filter FM Alt P61e5Document23 pagesFil Mur Filter FM Alt P61e5ALlan ABiangPas encore d'évaluation
- PTP Symmetric Om FNLDocument8 pagesPTP Symmetric Om FNLn888nPas encore d'évaluation
- TM1 Rules White Paper Best Practice RulesDocument22 pagesTM1 Rules White Paper Best Practice RulesMax ChenPas encore d'évaluation
- RWC 123 Manoj Prabhakar KaiwartDocument13 pagesRWC 123 Manoj Prabhakar KaiwartManoj Prabhakar KaiwartPas encore d'évaluation
- MMMDocument34 pagesMMMVaibhav Vithoba NaikPas encore d'évaluation
- Physics Lab - Detailed - Answer KeyDocument6 pagesPhysics Lab - Detailed - Answer KeyJasdeepSinghPas encore d'évaluation
- Final ProjectDocument4 pagesFinal ProjectChacho BacoaPas encore d'évaluation
- Programming For Problem SolvingDocument5 pagesProgramming For Problem SolvingAPOLLO Sem 4 I.T.Pas encore d'évaluation
- 0606 Additional Mathematics: MARK SCHEME For The May/June 2015 SeriesDocument9 pages0606 Additional Mathematics: MARK SCHEME For The May/June 2015 Serieswai yanPas encore d'évaluation
- Data Download CMM366A-4G V1.0 enDocument16 pagesData Download CMM366A-4G V1.0 enSuramanPas encore d'évaluation
- Downloadble Science NotesDocument55 pagesDownloadble Science NotesJeb PampliegaPas encore d'évaluation
- Phrasal Verbs-Syntactic BehaviorDocument4 pagesPhrasal Verbs-Syntactic BehaviorAntonija KnezovićPas encore d'évaluation
- Ant CabDocument93 pagesAnt CabZubair MinhasPas encore d'évaluation
- Ee-502 Unit - IDocument2 pagesEe-502 Unit - IVARAPRASADPas encore d'évaluation