Vous aimerez peut-être aussi
- A Simple Method For The Selection of Axial Fan Blade ProfilesDocument7 pagesA Simple Method For The Selection of Axial Fan Blade ProfilesVigiiPas encore d'évaluation
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsD'EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsPas encore d'évaluation
- Aluminum Bulk Carrier SuperstructureDocument142 pagesAluminum Bulk Carrier SuperstructureCésar VenegasPas encore d'évaluation
- IME - Bolted Flanged Joints Methods & PracticesDocument188 pagesIME - Bolted Flanged Joints Methods & PracticesHeviiPas encore d'évaluation
- European Standard Norme Européenne Europäische NormDocument13 pagesEuropean Standard Norme Européenne Europäische NormTsrinivasanTPas encore d'évaluation
- Protem Catalogue EDocument112 pagesProtem Catalogue EemadnaguibPas encore d'évaluation
- Aluminium VesselsDocument106 pagesAluminium VesselsThomas BryanPas encore d'évaluation
- Supplementary Notes For Hobbymat MD65 2nd EdnDocument7 pagesSupplementary Notes For Hobbymat MD65 2nd EdnAndrew Mazurkiewicz100% (2)
- Dean RA Pump ManualsDocument23 pagesDean RA Pump ManualscoltonPas encore d'évaluation
- AMICON - Butterfly ValvesDocument16 pagesAMICON - Butterfly ValvesAnees OlasserilPas encore d'évaluation
- DIN Flange Summary ChartDocument1 pageDIN Flange Summary ChartARNOUXPas encore d'évaluation
- DNV Noise and VibrationDocument14 pagesDNV Noise and VibrationΡαφαηλ Καμ.Pas encore d'évaluation
- Catalogo Chute TelescopicoDocument4 pagesCatalogo Chute TelescopicoIgor San Martín PeñalozaPas encore d'évaluation
- C7-1 ADocument79 pagesC7-1 AAnonymous 24lnhhPas encore d'évaluation
- ASME B31.1-2001-12 Table 121.5Document1 pageASME B31.1-2001-12 Table 121.5karim hilalPas encore d'évaluation
- Robot GeometryDocument2 pagesRobot Geometryjuan alberto II selenius portPas encore d'évaluation
- O SPC07 PDFDocument124 pagesO SPC07 PDFdenisonocPas encore d'évaluation
- Décembre 1995: Boutique AFNOR Pour: Solios Carbone Client 8319200 Commande N-20100112-383554-TA Le 12/1/2010 16:25Document42 pagesDécembre 1995: Boutique AFNOR Pour: Solios Carbone Client 8319200 Commande N-20100112-383554-TA Le 12/1/2010 16:25Mahesh Kumar Bandari100% (1)
- SM-J110F PCB LayoutDocument2 pagesSM-J110F PCB LayoutJhonn arcila0% (1)
- Trinidad & Tobago - 62.01 - Petroleum Act & RegsDocument160 pagesTrinidad & Tobago - 62.01 - Petroleum Act & RegsOilmanGH100% (1)
- 15.cat c2 0809 Int ScreenDocument618 pages15.cat c2 0809 Int ScreenOzren Djuric100% (1)
- 9736 1 3 - Im-Clm1,2,3-En-10 03Document87 pages9736 1 3 - Im-Clm1,2,3-En-10 03Jeremy ShanePas encore d'évaluation
- Co-Efficient of Friction For Pipe Supporting During Stress Analysis Using Caesar IIDocument2 pagesCo-Efficient of Friction For Pipe Supporting During Stress Analysis Using Caesar IIHmd MokhtariPas encore d'évaluation
- Process Industry Practices PipingDocument5 pagesProcess Industry Practices Pipingraobabar21Pas encore d'évaluation
- LPG - Dispenser, Base TrainingDocument30 pagesLPG - Dispenser, Base TrainingPaco MorenoPas encore d'évaluation
- Ti en 001Document397 pagesTi en 001benjapb92Pas encore d'évaluation
- PAS-JBG-400-D-002 Pipe Stress Report For Line Pipe Fuel Gas System Supply To GTCP 2050B Rev BDocument8 pagesPAS-JBG-400-D-002 Pipe Stress Report For Line Pipe Fuel Gas System Supply To GTCP 2050B Rev BElias EliasPas encore d'évaluation
- DesignhandbookDocument178 pagesDesignhandbookmuktikantaPas encore d'évaluation
- Seamless Stainless Tubes For Hydraulic and Instrumentation SystemsDocument10 pagesSeamless Stainless Tubes For Hydraulic and Instrumentation Systemsfezzeh kabiri kenariPas encore d'évaluation
- ARaymond EDS Catalog 2018 WebDocument124 pagesARaymond EDS Catalog 2018 WebFidrian Eko Wahyudi100% (1)
- 1405 - Vallourec - Express - Brochure - V7LR - 2Document4 pages1405 - Vallourec - Express - Brochure - V7LR - 2sajithv78Pas encore d'évaluation
- BN-DS-M01 Saddles For Horizontal VesselsDocument3 pagesBN-DS-M01 Saddles For Horizontal VesselsGabriel TravassosPas encore d'évaluation
- 4 Presentation Tenaris Premium Connection Design Sucker RodDocument24 pages4 Presentation Tenaris Premium Connection Design Sucker RodzhiqianxuPas encore d'évaluation
- Babbitt Bearing Design IntroDocument4 pagesBabbitt Bearing Design IntroBrandonPas encore d'évaluation
- Hydraulic Boom 1093 - Model TR-14 NewDocument377 pagesHydraulic Boom 1093 - Model TR-14 NewSidney OlivieiraPas encore d'évaluation
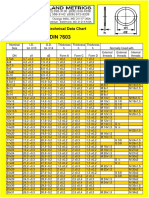
- Din 7603 - 1Document3 pagesDin 7603 - 1emre taşPas encore d'évaluation
- Vegetable Line BrochureDocument21 pagesVegetable Line BrochureAndrea HernandezPas encore d'évaluation
- Airide DGDocument84 pagesAiride DGforosdzPas encore d'évaluation
- Flange Design: Welding UnitsDocument0 pageFlange Design: Welding Unitsabhi1648665Pas encore d'évaluation
- VTP-VTPF - Ols 97891918Document30 pagesVTP-VTPF - Ols 97891918Hitesh Gajera100% (1)
- Table 8-4. Entering and Tightening Clearances, In. Conventional ASTM A325 and A490 BoltsDocument2 pagesTable 8-4. Entering and Tightening Clearances, In. Conventional ASTM A325 and A490 BoltsMiguelRagasPas encore d'évaluation
- Instrument Tie-In Engeneering Dossier Field Mounted Light TP-750-0063 (750-G23.1)Document8 pagesInstrument Tie-In Engeneering Dossier Field Mounted Light TP-750-0063 (750-G23.1)missoum mohamedPas encore d'évaluation
- Gears FundamentalDocument24 pagesGears FundamentalVIMAL APas encore d'évaluation
- TAYLOR FORGE - SIF CALCS - ES 3.9.2 r0, Design & Forming of Extruded OutletsDocument6 pagesTAYLOR FORGE - SIF CALCS - ES 3.9.2 r0, Design & Forming of Extruded OutletsDDPas encore d'évaluation
- Rathod 2015Document9 pagesRathod 2015manasikarthikPas encore d'évaluation
- ManualDocument1 195 pagesManualDejan DrumacPas encore d'évaluation
- Tuberia PVCDocument154 pagesTuberia PVCEduard GatuellasPas encore d'évaluation
- Industrial Hose: Formerly Black Gold Choke & Kill HoseDocument4 pagesIndustrial Hose: Formerly Black Gold Choke & Kill HoseRahul MoottolikandyPas encore d'évaluation
- Plain Bearings Made From Engineering PlasticsDocument44 pagesPlain Bearings Made From Engineering PlasticsJani LahdelmaPas encore d'évaluation
- Machine Design Databook, Second Edition: Abstract: This Book Provides The Formulas and Data You Need To Solve Even TheDocument7 pagesMachine Design Databook, Second Edition: Abstract: This Book Provides The Formulas and Data You Need To Solve Even TheMichael AngeloPas encore d'évaluation
- Forming Shoulder DesignDocument8 pagesForming Shoulder DesignIndra100% (1)
- Piping Design StandardDocument16 pagesPiping Design StandardHướng PhạmPas encore d'évaluation
- HydrotransportDocument3 pagesHydrotransportMehrdad HosseinzadehPas encore d'évaluation
- Balon CompleteCatalogDocument106 pagesBalon CompleteCatalogJemmyPas encore d'évaluation
- Process Industry Practices Vessels: Pip Vedbi003 Vessels For Bulk Solids Data SheetDocument7 pagesProcess Industry Practices Vessels: Pip Vedbi003 Vessels For Bulk Solids Data Sheetmsaldivar177Pas encore d'évaluation
- Gear Box No Load Run Test ReportDocument1 pageGear Box No Load Run Test ReportPRABHUDAYAL SHARMAPas encore d'évaluation
- Internal Gear Pumps: Series QXDocument32 pagesInternal Gear Pumps: Series QXfadhlidzilPas encore d'évaluation
- Jacketed Ball Valves LeafletDocument2 pagesJacketed Ball Valves LeafletSherif EltoukhiPas encore d'évaluation
- NS50 Aerox R Water PumpDocument1 pageNS50 Aerox R Water PumptsimposthomasPas encore d'évaluation
- Septic Tank Design ComputationDocument1 pageSeptic Tank Design ComputationEngilbert AragonPas encore d'évaluation
- Patent Pervious ConcreteDocument28 pagesPatent Pervious ConcreteChong Ting ShengPas encore d'évaluation
- Delphi Mt88 Engine Control ModuleDocument2 pagesDelphi Mt88 Engine Control ModuleAngelJosePas encore d'évaluation
- A Basic Guide of Arc Welding Electrodes: by Bruce BauerleinDocument4 pagesA Basic Guide of Arc Welding Electrodes: by Bruce BauerleinRajeev KhantwalPas encore d'évaluation
- Silo Fluidizer Mini Disk: Mini Fluidizing Disk Keeps Material Moving in Tight CurvaturesDocument2 pagesSilo Fluidizer Mini Disk: Mini Fluidizing Disk Keeps Material Moving in Tight Curvaturesseeralan_1986Pas encore d'évaluation
- ECOTECH Continuous Emissions Monitoring Systems CEMS Brochure 20171113Document12 pagesECOTECH Continuous Emissions Monitoring Systems CEMS Brochure 20171113Er Dipak PatelPas encore d'évaluation
- Bucky PaperDocument22 pagesBucky PaperShreyashkumar ZingadePas encore d'évaluation
- Distillation Column Case StudyDocument26 pagesDistillation Column Case Studysachin2010Pas encore d'évaluation
- Ecg524 - Term PaperDocument11 pagesEcg524 - Term PaperamierulPas encore d'évaluation
- 1 s2.0 S2590048X22001030 MainDocument17 pages1 s2.0 S2590048X22001030 MainJeff DatinguinooPas encore d'évaluation
- Safety Data Sheet: Hydrocarbons, C10, Aromatics, 1% NaphthaleneDocument15 pagesSafety Data Sheet: Hydrocarbons, C10, Aromatics, 1% NaphthalenebogodavidPas encore d'évaluation
- Sample Quotation For Plumbing WorkDocument1 pageSample Quotation For Plumbing WorkIzat Malaya100% (1)
- Recent Advances in Graphene-Based Nanocomposites For Automotive and Off-Highway Vehicle ApplicationsDocument34 pagesRecent Advances in Graphene-Based Nanocomposites For Automotive and Off-Highway Vehicle ApplicationsAg PradhiPas encore d'évaluation
- Slab Comflor60Document6 pagesSlab Comflor60ihpeterPas encore d'évaluation
- Astm A105, A105mDocument5 pagesAstm A105, A105mMike Dukas0% (1)
- Berutox FE 18 EP: Technical Product InformationDocument1 pageBerutox FE 18 EP: Technical Product InformationMauricio SánchezPas encore d'évaluation
- UPSC IES Weightage For ECEDocument4 pagesUPSC IES Weightage For ECEPriyaKumar0% (1)
- Database of Embodied Energy and Water Values For MaterialsDocument3 pagesDatabase of Embodied Energy and Water Values For MaterialsMax Yanac TelleriaPas encore d'évaluation
- If P 100N T1 T2 58: Design CodesDocument1 pageIf P 100N T1 T2 58: Design CodesserePas encore d'évaluation
- Skoda Kodiaq - Brief Instructions EnglishDocument36 pagesSkoda Kodiaq - Brief Instructions EnglishMario Redsocial100% (1)
- FCI - ST80-SeriesDocument12 pagesFCI - ST80-Seriesabdulkidwai2009Pas encore d'évaluation
- Uec 3 & Uec3 MPC Manual440-12100Document40 pagesUec 3 & Uec3 MPC Manual440-12100Periyasamy Chellaiah50% (2)
- Jotun Facade New 21 - tcm132 91545Document5 pagesJotun Facade New 21 - tcm132 91545dnytan12345Pas encore d'évaluation
- Combustion and Explosion Characteristics of Dusts GESTIS-DUST-EX - Edition 2-2001Document22 pagesCombustion and Explosion Characteristics of Dusts GESTIS-DUST-EX - Edition 2-2001micaziv4786Pas encore d'évaluation
- Steven Thomas ResumeDocument1 pageSteven Thomas ResumestevenmthomasPas encore d'évaluation
- SPE-68789-MS One PetroDocument5 pagesSPE-68789-MS One PetroAlex ZamanPas encore d'évaluation
- 2012 Rekomendasi Pengangkutan Limbah B3Document75 pages2012 Rekomendasi Pengangkutan Limbah B3yordan abdulPas encore d'évaluation
- Lei 2011Document8 pagesLei 2011Zakaria TabiaPas encore d'évaluation
- Assesment of Textile Dyeing Units and ZLD at Tirupur - CPCB PDFDocument87 pagesAssesment of Textile Dyeing Units and ZLD at Tirupur - CPCB PDFVishal Duggal100% (1)
- Approved: Materials Engineering SpecificationDocument2 pagesApproved: Materials Engineering SpecificationRonald AraujoPas encore d'évaluation