Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Reaction PaperDocument4 pagesReaction PaperDaryl EstantePas encore d'évaluation
- Welding Basics - An Introduction To Practical & Ornamental WeldingDocument364 pagesWelding Basics - An Introduction To Practical & Ornamental Weldingmclade01100% (1)
- Chapter 6 - WeldingDocument20 pagesChapter 6 - WeldingDipayan DasPas encore d'évaluation
- Signed Off - SMAW11 - q1 - m5 - Welding Fillet Weld On Carbon Steel PLate - v3Document101 pagesSigned Off - SMAW11 - q1 - m5 - Welding Fillet Weld On Carbon Steel PLate - v3Christian Jake Respicio100% (1)
- Welding MythsDocument176 pagesWelding MythsAnonymous 1BdR0EQgbu100% (2)
- Pressure Vessel Manual-M.asgaRZADEGANDocument79 pagesPressure Vessel Manual-M.asgaRZADEGANH BPas encore d'évaluation
- CBT Questions For PipingDocument41 pagesCBT Questions For PipingarulselvamPas encore d'évaluation
- Zoki Zavarivanje PDFDocument46 pagesZoki Zavarivanje PDFDejanPas encore d'évaluation
- SMAW12 Quarter 1 Module 1Document60 pagesSMAW12 Quarter 1 Module 1Ronald Michael Poblete GlobioPas encore d'évaluation
- Tutorial Sheet Drawing II - IOEDocument47 pagesTutorial Sheet Drawing II - IOEwatif99884Pas encore d'évaluation
- me8361-MT 1 LabmanualDocument37 pagesme8361-MT 1 LabmanualHOD ITPas encore d'évaluation
- Esbm5a 1B310 S AaDocument28 pagesEsbm5a 1B310 S AaAlanevh AlanevhPas encore d'évaluation
- Types of Weld in Fillet Joints: Weld Carbon Steel Plates in Flat Position (1F)Document12 pagesTypes of Weld in Fillet Joints: Weld Carbon Steel Plates in Flat Position (1F)Sweni De GraciaPas encore d'évaluation
- Q2-02, Smaw Teacher's Made LMTDocument6 pagesQ2-02, Smaw Teacher's Made LMTFelix MilanPas encore d'évaluation
- Joint B-P1aDocument1 pageJoint B-P1akapsarcPas encore d'évaluation
- Section 2Document31 pagesSection 2Mohd Farid OsmanPas encore d'évaluation
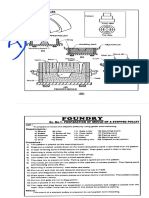
- Foundry: Ex. Mo.1. Preparation of Mould of A Stepped PulleyDocument4 pagesFoundry: Ex. Mo.1. Preparation of Mould of A Stepped PulleyAtshayaPas encore d'évaluation
- Welding SymbolsDocument49 pagesWelding SymbolsManiPas encore d'évaluation
- CBLM Smaw NC Ii PipeDocument40 pagesCBLM Smaw NC Ii PipeRyanM.PradelPas encore d'évaluation
- Airframe and Aero Engine Lab FinalDocument25 pagesAirframe and Aero Engine Lab FinalAravind Phoenix50% (2)
- Unit WI04: Welding Joints, Positions and Symbols: Session 3Document22 pagesUnit WI04: Welding Joints, Positions and Symbols: Session 3danPas encore d'évaluation
- Acceptable Weld ProfilesDocument9 pagesAcceptable Weld ProfilesDominic Apollo Robles100% (1)
- SECTION 05 36 00 Composite Metal DeckingDocument9 pagesSECTION 05 36 00 Composite Metal DeckingJuanPaoloYbañezPas encore d'évaluation
- Welder Visual Inspection HandbookDocument77 pagesWelder Visual Inspection HandbookfaizalzolPas encore d'évaluation
- 1614327061096-Objective Questions On Workshop Trade Theory MWT-04Document15 pages1614327061096-Objective Questions On Workshop Trade Theory MWT-04Pâtâñ ShâkéèrPas encore d'évaluation
- PDF Chapter 1 MEC 218 Welding Overview Student ResourceDocument9 pagesPDF Chapter 1 MEC 218 Welding Overview Student ResourceShamsudeen Abubakar SodangiPas encore d'évaluation
- Welding Is ADocument19 pagesWelding Is AAnthony ValinPas encore d'évaluation
- Laboratory Manual: II Year B. Tech II-Semester Mechanical EngineeringDocument48 pagesLaboratory Manual: II Year B. Tech II-Semester Mechanical EngineeringNaga KiranPas encore d'évaluation
- 12 - SMAW W 2 - Types of Fillet JointDocument12 pages12 - SMAW W 2 - Types of Fillet JointNelPalalonPas encore d'évaluation
- WeldDocument4 pagesWeldDineshkumar SPas encore d'évaluation