Vous aimerez peut-être aussi
- FMEA TemplateDocument28 pagesFMEA TemplatehiryanizamPas encore d'évaluation
- FMEA Worksheet IntroductionDocument23 pagesFMEA Worksheet IntroductionGurumoorthiPas encore d'évaluation
- Welcome To The FMEA Worksheet: This Spreadsheet Can Be Used ToDocument7 pagesWelcome To The FMEA Worksheet: This Spreadsheet Can Be Used TonishantPas encore d'évaluation
- FMEA Worksheet IntroductionDocument28 pagesFMEA Worksheet Introductionkhawaja Ali100% (1)
- Welcome To The FMEA Worksheet: This Spreadsheet Can Be Used ToDocument27 pagesWelcome To The FMEA Worksheet: This Spreadsheet Can Be Used Tolucas100% (2)
- Welcome To The FMEA Worksheet: This Spreadsheet Can Be Used ToDocument26 pagesWelcome To The FMEA Worksheet: This Spreadsheet Can Be Used ToKailash PandeyPas encore d'évaluation
- FMEA - Design - TutorialDocument14 pagesFMEA - Design - TutorialTutis05Pas encore d'évaluation
- Welcome To The FMEA Worksheet: This Spreadsheet Can Be Used ToDocument25 pagesWelcome To The FMEA Worksheet: This Spreadsheet Can Be Used ToMadhaviNarulaPas encore d'évaluation
- FMEA Template PDFDocument24 pagesFMEA Template PDFAsghat SuicnoPas encore d'évaluation
- Description of FMEA WorksheetDocument1 pageDescription of FMEA WorksheetAufa Jaya Perkasa LegalityPas encore d'évaluation
- FMEA TemplateDocument3 pagesFMEA TemplateC SPas encore d'évaluation
- FMEA Analysis MaintenanceDocument28 pagesFMEA Analysis MaintenanceBasit AliPas encore d'évaluation
- FMEA TemplateDocument28 pagesFMEA TemplateDosen AmaPas encore d'évaluation
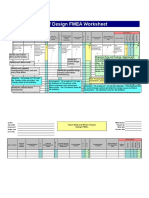
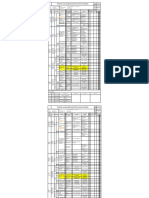
- Example of Design FMEA WorksheetDocument5 pagesExample of Design FMEA Worksheetரஞ்சன் ஞானயோளிPas encore d'évaluation
- POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS (PFMEADocument3 pagesPOTENTIAL FAILURE MODE AND EFFECTS ANALYSIS (PFMEAaslamPas encore d'évaluation
- Potential Failure Mode and Effects Analysis (Risk FMEA)Document3 pagesPotential Failure Mode and Effects Analysis (Risk FMEA)André Sento Sé Barreto100% (1)
- Potential Failure Mode and Effects Analysis (Pfmea)Document1 pagePotential Failure Mode and Effects Analysis (Pfmea)aslamPas encore d'évaluation
- Potential Failure Mode and Effective Analysis (Process FMEA)Document1 pagePotential Failure Mode and Effective Analysis (Process FMEA)nainarmuthuramalingamPas encore d'évaluation
- Potential Failure Mode and Effects Analysis (Design)Document12 pagesPotential Failure Mode and Effects Analysis (Design)PiyushPas encore d'évaluation
- FMT - Qa.014 Capa FormatDocument2 pagesFMT - Qa.014 Capa Formatnishantpriya1104Pas encore d'évaluation
- RESP./ Date Verification (Qa Pic) Improvement Action Root Cause / Analysis Issue Detail StatusDocument2 pagesRESP./ Date Verification (Qa Pic) Improvement Action Root Cause / Analysis Issue Detail StatusSameer SaxenaPas encore d'évaluation
- CD6 Prototype PFMEADocument4 pagesCD6 Prototype PFMEAmpedraza-1Pas encore d'évaluation
- Template Process FMEADocument1 pageTemplate Process FMEABittuPas encore d'évaluation
- Pfmea TemplateDocument6 pagesPfmea TemplatekatalinaPas encore d'évaluation
- 04_PMEA.pptDocument42 pages04_PMEA.pptpandajayPas encore d'évaluation
- Failure Mode and Effects Analysis (Process Fmea) : PotentialDocument2 pagesFailure Mode and Effects Analysis (Process Fmea) : Potentialjavier ortizPas encore d'évaluation
- Defect History: Sr. No Typeof Defect Action StatusDocument22 pagesDefect History: Sr. No Typeof Defect Action StatusSameer SaxenaPas encore d'évaluation
- Defect Analysis and Corrective ActionDocument3 pagesDefect Analysis and Corrective ActionHariprasanth ChandranPas encore d'évaluation
- Dfmea ExampleDocument3 pagesDfmea ExampleParag Kulkarni100% (1)
- FMEA - Quick Reference Guide: Actions Are Required: (By Priority)Document2 pagesFMEA - Quick Reference Guide: Actions Are Required: (By Priority)Igor PPas encore d'évaluation
- Failure Mode and Effects Analysis (Design Fmea) : PotentialDocument2 pagesFailure Mode and Effects Analysis (Design Fmea) : PotentialBoy OrlandoPas encore d'évaluation
- Process Map Template 09Document6 pagesProcess Map Template 09Luis Isaac Rodriguez sanchezPas encore d'évaluation
- Hydromatik potential failure mode and effect analysis (FMEA) for weld neck itemDocument2 pagesHydromatik potential failure mode and effect analysis (FMEA) for weld neck itemprasad saparePas encore d'évaluation
- Customer:: Potential Failure Mode and Effect Analysis (Process FMEA)Document8 pagesCustomer:: Potential Failure Mode and Effect Analysis (Process FMEA)Rajnish PotdarPas encore d'évaluation
- Process FMEA for 6000 Series Casting at Nonfemet International XiLinDocument8 pagesProcess FMEA for 6000 Series Casting at Nonfemet International XiLinRonPas encore d'évaluation
- Design Verification Process Project III Samudra Indonesia 20/11/2019 Samudra Indonesia 21/12/2019 See Project III R1 ReportDocument6 pagesDesign Verification Process Project III Samudra Indonesia 20/11/2019 Samudra Indonesia 21/12/2019 See Project III R1 ReportAufa Jaya Perkasa LegalityPas encore d'évaluation
- FMEA Heat Exchanger ConnectorDocument1 pageFMEA Heat Exchanger Connectorsunny vachhaniPas encore d'évaluation
- FMEA PROCESS FOR HOUSING COVER COMPONENTDocument1 pageFMEA PROCESS FOR HOUSING COVER COMPONENTSatya PalPas encore d'évaluation
- Introduction Pam Stamp (ESI)Document8 pagesIntroduction Pam Stamp (ESI)FredPas encore d'évaluation
- ProcessDocument6 pagesProcessTiến ThànhPas encore d'évaluation
- Process/Product Failure Modes and Effects Analysis (FMEA) Process/Product Failure Modes and Effects Analysis (FMEA)Document1 pageProcess/Product Failure Modes and Effects Analysis (FMEA) Process/Product Failure Modes and Effects Analysis (FMEA)Abu BindongPas encore d'évaluation
- FMEA of CO2 Air Conditioning SystemsDocument13 pagesFMEA of CO2 Air Conditioning SystemskaimanwatsoNPas encore d'évaluation
- Company Process Flow and FMEA DiagramsDocument12 pagesCompany Process Flow and FMEA DiagramsDINESH SHARMA100% (1)
- 11 Steps Capacity Enhacement LACV JSRDocument14 pages11 Steps Capacity Enhacement LACV JSRAmiya KumarPas encore d'évaluation
- Potential failure mode and effect analysis (FMEA) for weld neck processDocument1 pagePotential failure mode and effect analysis (FMEA) for weld neck processprasad saparePas encore d'évaluation
- Optimize Your DFMEA ProcessDocument44 pagesOptimize Your DFMEA ProcessAudy FakhrinoorPas encore d'évaluation
- Fmea Sfe47.005 WeldingDocument8 pagesFmea Sfe47.005 Weldingkumaraswamy.kPas encore d'évaluation
- 6.26 Annexe Formsheet FMEADocument6 pages6.26 Annexe Formsheet FMEANDRPas encore d'évaluation
- RTN Connect Pfmea PDFDocument23 pagesRTN Connect Pfmea PDFNavnath TamhanePas encore d'évaluation
- Quality RequirementsDocument26 pagesQuality RequirementsDilip PatilPas encore d'évaluation
- Process/Product Failure Modes and Effects Analysis (FMEA) Process/Product Failure Modes and Effects Analysis (FMEA)Document1 pageProcess/Product Failure Modes and Effects Analysis (FMEA) Process/Product Failure Modes and Effects Analysis (FMEA)Abu Bindong100% (1)
- PFMEADocument26 pagesPFMEAsmplfbd.qaPas encore d'évaluation
- FMEA CP Forms Application ManufacturingDocument15 pagesFMEA CP Forms Application ManufacturingCarlo AlvaradoPas encore d'évaluation
- Potential Failure Mode Effect Analysis (Pfmea)Document4 pagesPotential Failure Mode Effect Analysis (Pfmea)manno200Pas encore d'évaluation
- Print # Rev. FMEA Number: Item: Process Responsibility: Prepared By: Model Year(s) /vehicle(s) Key Date Date (Orig.) Team: Date (Rev.)Document5 pagesPrint # Rev. FMEA Number: Item: Process Responsibility: Prepared By: Model Year(s) /vehicle(s) Key Date Date (Orig.) Team: Date (Rev.)Maida HaqqiPas encore d'évaluation
- GRP Drainage Piping System FabricationDocument5 pagesGRP Drainage Piping System FabricationkahootPas encore d'évaluation
- FMEADocument9 pagesFMEADhivakar S K100% (1)
- Vendor Performance Report for AnchorDocument5 pagesVendor Performance Report for AnchoranhthoPas encore d'évaluation
- Restaurant Management SystemDocument4 pagesRestaurant Management SystemMansi ChaturvediPas encore d'évaluation
- Resume Android Developer Format1Document3 pagesResume Android Developer Format1Shah MizanPas encore d'évaluation
- Questions For Late Bloomers:: CBSE Ques. No. Chapter / Topic Marks Distribution of Marks Question WiseDocument12 pagesQuestions For Late Bloomers:: CBSE Ques. No. Chapter / Topic Marks Distribution of Marks Question WiseanshPas encore d'évaluation
- CSharpDocument66 pagesCSharpMannem Pavan KumarPas encore d'évaluation
- Department of Computer Science: Image To Text Using Text Recognition & Text To SpeechDocument66 pagesDepartment of Computer Science: Image To Text Using Text Recognition & Text To SpeechChan HornetPas encore d'évaluation
- Weird Negative Float SituationsDocument15 pagesWeird Negative Float SituationsSoham BanerjeePas encore d'évaluation
- Atom Processor E3900 Series Product BriefDocument4 pagesAtom Processor E3900 Series Product BriefluluioPas encore d'évaluation
- Manage Dental Clinic with Web AppDocument5 pagesManage Dental Clinic with Web Appdevjabwemet50% (2)
- Install IP v3.5 Database Format ChangesDocument6 pagesInstall IP v3.5 Database Format ChangesAlejo ParraPas encore d'évaluation
- Mid ServerDocument2 pagesMid ServerranjithgottimukkalaPas encore d'évaluation
- ArtBasel GalleriesDocument4 pagesArtBasel GalleriesSophiaPas encore d'évaluation
- Im IPDesktopSoftphone Installation Configuration ALESVC56145 19 enDocument74 pagesIm IPDesktopSoftphone Installation Configuration ALESVC56145 19 engilles volantPas encore d'évaluation
- IHE Participation Lessons from Small VendorDocument19 pagesIHE Participation Lessons from Small VendorSubhashreePas encore d'évaluation
- Virus Protection DeploymentDocument31 pagesVirus Protection DeploymentMwawiPas encore d'évaluation
- Introduction To Database Systems (CS 4320 at Cornell) : Immanuel TrummerDocument33 pagesIntroduction To Database Systems (CS 4320 at Cornell) : Immanuel TrummerQuốc XuânPas encore d'évaluation
- Abandoned Cart Emails: A Data-Driven Guide To Recovering Lost SalesDocument37 pagesAbandoned Cart Emails: A Data-Driven Guide To Recovering Lost SalesTochi Krishna AbhishekPas encore d'évaluation
- Legislations: Manav Satish Heer Arvind Satvir ArikDocument10 pagesLegislations: Manav Satish Heer Arvind Satvir ArikSatvir GillPas encore d'évaluation
- GBSS14.0 Feature Activation Guide (06) (PDF) - enDocument1 015 pagesGBSS14.0 Feature Activation Guide (06) (PDF) - enpepilve100% (1)
- Ios Notes For ProfessionalsDocument893 pagesIos Notes For ProfessionalsVignesh Vicky100% (1)
- Papouch Serial Device Server RS485 10 100 Ethernet TCP IP Remote COM Port Gnome 485Document24 pagesPapouch Serial Device Server RS485 10 100 Ethernet TCP IP Remote COM Port Gnome 485francopetittPas encore d'évaluation
- Cloud-1 42 Subjects PDFDocument8 pagesCloud-1 42 Subjects PDFHarlianPas encore d'évaluation
- Dynamic Fields in WebUI Using GET - A Method (No PDFDocument6 pagesDynamic Fields in WebUI Using GET - A Method (No PDFsumanthcrmPas encore d'évaluation
- SQL IntroductionDocument50 pagesSQL IntroductionAnonymous iChgYr9d2Pas encore d'évaluation
- How To Create New User On ADC and File ServerDocument7 pagesHow To Create New User On ADC and File ServerAgung Triwicaksono PutraPas encore d'évaluation
- Nonfunctional Requirements (System Qualities) Agile Style: by Dean Leffingwell and Ryan Shriver Agile 2010 Orlando, FLDocument44 pagesNonfunctional Requirements (System Qualities) Agile Style: by Dean Leffingwell and Ryan Shriver Agile 2010 Orlando, FLFernando Carvalho100% (1)
- Autocad Driver and Peripheral GuideDocument84 pagesAutocad Driver and Peripheral GuideujalaPas encore d'évaluation
- An Introduction To Transient Engine Applications Using The Numerical Propulsion System Simulation (NPSS) and MATLABDocument26 pagesAn Introduction To Transient Engine Applications Using The Numerical Propulsion System Simulation (NPSS) and MATLABpurrab divakarPas encore d'évaluation
- CPP 2019 WinForms Anleitung ENDocument12 pagesCPP 2019 WinForms Anleitung ENBudo LUTOVACPas encore d'évaluation
- Iub TroubleshootingDocument36 pagesIub TroubleshootingNicholas Wilson100% (6)
- Artificial Intelligence in IIT MadrasDocument2 pagesArtificial Intelligence in IIT Madrasvivek_iitgPas encore d'évaluation