Vous aimerez peut-être aussi
- Engineering Journal - First Quarter 2017Document69 pagesEngineering Journal - First Quarter 2017gilmarPas encore d'évaluation
- Design of Weld PDFDocument2 pagesDesign of Weld PDFhk089Pas encore d'évaluation
- Tubesheet: Design of Collar BoltDocument1 pageTubesheet: Design of Collar Boltpippo2378793Pas encore d'évaluation
- ABSA FEA ReqtDocument2 pagesABSA FEA ReqtcorreenPas encore d'évaluation
- CH 7 ShearDocument29 pagesCH 7 ShearKumar ShivamPas encore d'évaluation
- Connection Design - Its Role in Steel DetailingDocument9 pagesConnection Design - Its Role in Steel DetailingEduardo De Castro Cruz Jr.Pas encore d'évaluation
- Aspects of Connection in Steel FramesDocument50 pagesAspects of Connection in Steel FramesChai Weng100% (2)
- Applied Thermal Engineering: Farhad Nemati Taher, Sirous Zeyninejad Movassag, Kazem Razmi, Reza Tasouji AzarDocument7 pagesApplied Thermal Engineering: Farhad Nemati Taher, Sirous Zeyninejad Movassag, Kazem Razmi, Reza Tasouji AzarememPas encore d'évaluation
- cp4 ConnectionDocument127 pagescp4 Connectionznyaphotmail.com100% (1)
- Clip Steel Connection TableDocument10 pagesClip Steel Connection Tableafloresr01Pas encore d'évaluation
- Structural Plans and LoadingsDocument37 pagesStructural Plans and LoadingsMuhd MuqhreyPas encore d'évaluation
- Effect of Poorly Shaped ElementsDocument5 pagesEffect of Poorly Shaped ElementsShamik ChowdhuryPas encore d'évaluation
- Design of Bolts and Strength of Gusset PlateDocument2 pagesDesign of Bolts and Strength of Gusset Plategokul pPas encore d'évaluation
- Credit For Internal Cladding-RevDocument3 pagesCredit For Internal Cladding-RevAhmedPas encore d'évaluation
- LX LyDocument3 pagesLX LyAnand AdkarPas encore d'évaluation
- 8 - Beam Column ConnectionDocument13 pages8 - Beam Column Connectionhari1008108Pas encore d'évaluation
- AISC 2005 Bolts ConnectionDocument10 pagesAISC 2005 Bolts ConnectionIndra SidikPas encore d'évaluation
- Cavity Walls: Presented by - Aishwarya Deshmukh Aniket Late Tejas Joshi Dhananjay Marda Priti PawarDocument30 pagesCavity Walls: Presented by - Aishwarya Deshmukh Aniket Late Tejas Joshi Dhananjay Marda Priti PawarTejas JoshiPas encore d'évaluation
- Introduction in Steel DesignDocument18 pagesIntroduction in Steel DesignJade Carillo100% (1)
- Design and Finite Element Assessment of Mounded Bullet PDFDocument14 pagesDesign and Finite Element Assessment of Mounded Bullet PDFc0g100% (1)
- Beam To Column ConnectionsDocument15 pagesBeam To Column ConnectionsKevinManuelPas encore d'évaluation
- Connection Details: 264 Reynoldsdale Road, Bedford, PA 15522-7401 Phone: 814-623-8125Document7 pagesConnection Details: 264 Reynoldsdale Road, Bedford, PA 15522-7401 Phone: 814-623-8125Cancio FlorezPas encore d'évaluation
- Design of Tension Members - Info On Sag RodsDocument10 pagesDesign of Tension Members - Info On Sag RodsRichard FernandezPas encore d'évaluation
- Design of Beam To Beam Connection Using Web CleatDocument2 pagesDesign of Beam To Beam Connection Using Web CleatAnonymous UUAriPf8KqPas encore d'évaluation
- What Are The Parameters For Deflection Check in STAAD - Pro?Document2 pagesWhat Are The Parameters For Deflection Check in STAAD - Pro?Akhil VNPas encore d'évaluation
- Design of Steel Beam-Column Connections PDFDocument9 pagesDesign of Steel Beam-Column Connections PDFJake ChesterphilPas encore d'évaluation
- Size of Plate IIT MadrasDocument12 pagesSize of Plate IIT MadrasMukesh TiwariPas encore d'évaluation
- Bolted ConnectionsDocument17 pagesBolted ConnectionsNguyen KhoiPas encore d'évaluation
- H9 SeismicDesign IS800Document15 pagesH9 SeismicDesign IS800Amey Gudigar100% (1)
- Truss DesignDocument16 pagesTruss DesignRabindraUpretiPas encore d'évaluation
- Project Shabra C Location Al-AinDocument4 pagesProject Shabra C Location Al-AinHareesh KilaruPas encore d'évaluation
- Specific StepsDocument26 pagesSpecific StepsAbdul Hamid BhattiPas encore d'évaluation
- DOS Web Cleat ConnectionDocument31 pagesDOS Web Cleat ConnectionArfat PatelPas encore d'évaluation
- 2016 To 2010 Spec Comparison - Final PDFDocument42 pages2016 To 2010 Spec Comparison - Final PDFFernando Alfredo Sepúlveda JiménezPas encore d'évaluation
- Module 6Document104 pagesModule 6rabih87Pas encore d'évaluation
- Deflection of Beam FundaDocument11 pagesDeflection of Beam Fundahardik5818100% (1)
- Bolt Is A Metal Pin With A Head Formed at One End and Shank Threaded at The Other EndDocument25 pagesBolt Is A Metal Pin With A Head Formed at One End and Shank Threaded at The Other Endgoutham sankarPas encore d'évaluation
- Steelwise PDFDocument3 pagesSteelwise PDFYan Naung KoPas encore d'évaluation
- 6.design of Connections in Steel Building ConstructionDocument50 pages6.design of Connections in Steel Building ConstructionNovember RainPas encore d'évaluation
- Lapped Joints in Compression: TechnicalDocument2 pagesLapped Joints in Compression: TechnicalNBV2381Pas encore d'évaluation
- Example 2a: All-Round Fillet Weld Connection Between I Beam and Plate (Simple)Document6 pagesExample 2a: All-Round Fillet Weld Connection Between I Beam and Plate (Simple)Imran SaikatPas encore d'évaluation
- Thermal Stresses Beams and Frames Detailed Exposition PDFDocument17 pagesThermal Stresses Beams and Frames Detailed Exposition PDFatankasalaPas encore d'évaluation
- Effective LengthDocument17 pagesEffective LengthJob NantawatPas encore d'évaluation
- Basic Design Concepts: A Beginner's Guide To The Structural EngineeringDocument6 pagesBasic Design Concepts: A Beginner's Guide To The Structural EngineeringdarebertPas encore d'évaluation
- Model Analysis of Plane Structures: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionD'EverandModel Analysis of Plane Structures: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionPas encore d'évaluation
- Class 1 Vs Class 2 Pressure Vessels - Hedderman ConsultingDocument3 pagesClass 1 Vs Class 2 Pressure Vessels - Hedderman ConsultinglorenzoPas encore d'évaluation
- Design of Haunched Composite Connections For Long-Span Beam ConstructionDocument10 pagesDesign of Haunched Composite Connections For Long-Span Beam ConstructioncasanovavnPas encore d'évaluation
- Design of Steel StructuresDocument23 pagesDesign of Steel StructuresPraveenkumar ShanmugamPas encore d'évaluation
- Comparison of Ansiaisc 360-05 To 1989 Asd SpecificationDocument32 pagesComparison of Ansiaisc 360-05 To 1989 Asd SpecificationH.Hamdan Neo100% (1)
- E26.To2 Steel PDFDocument10 pagesE26.To2 Steel PDFAmolsingh100Pas encore d'évaluation
- Ref For Deflection Criteria StructureDocument5 pagesRef For Deflection Criteria StructurePutu RustikaPas encore d'évaluation
- 4a - Design of Steel Connections - Introduction & Examples - OKDocument16 pages4a - Design of Steel Connections - Introduction & Examples - OKHazza JumaaPas encore d'évaluation
- Beam 1st Floor - 1Document1 pageBeam 1st Floor - 1danokrayPas encore d'évaluation
- Factors Affecting Joint DesignDocument23 pagesFactors Affecting Joint DesignCharlton CabagingPas encore d'évaluation
- Designofbeamslideshare PDFDocument26 pagesDesignofbeamslideshare PDFVRKVRK10Pas encore d'évaluation
- Mechanical Engineer-Syed Zain AliDocument5 pagesMechanical Engineer-Syed Zain AliSyedZainAliPas encore d'évaluation
- Con3001 PDFDocument3 pagesCon3001 PDFManimaran JayarajPas encore d'évaluation
- AMENDMENT 2 (500 KV) (Rev2, Apr2016)Document7 pagesAMENDMENT 2 (500 KV) (Rev2, Apr2016)Jed SrisuthumPas encore d'évaluation
- Cyclic Tests of Steel Moment Connections Rehabilitated With RBS or Welded Haunch - Uang Et Al - ASCEDocument12 pagesCyclic Tests of Steel Moment Connections Rehabilitated With RBS or Welded Haunch - Uang Et Al - ASCEkostas formulagrPas encore d'évaluation
- 001-Behaviour of Reduced Beam Section Moment Connection With Refernce To Continuity Plates State Od Art ReviewDocument10 pages001-Behaviour of Reduced Beam Section Moment Connection With Refernce To Continuity Plates State Od Art ReviewSwati KulkarniPas encore d'évaluation
- A35 Testing LetterDocument1 pageA35 Testing Lettercancery0707Pas encore d'évaluation
- Steelwise - Does This Beam Make My Building Look Too HeavyDocument5 pagesSteelwise - Does This Beam Make My Building Look Too Heavycancery0707Pas encore d'évaluation
- Woodworks - 2017 Wood ConnectionsDocument59 pagesWoodworks - 2017 Wood Connectionscancery0707Pas encore d'évaluation
- 10-17-13 SK GOSH Webinar PT - TwoWay - Floor - SystemDocument73 pages10-17-13 SK GOSH Webinar PT - TwoWay - Floor - Systemcancery0707Pas encore d'évaluation
- Roll-Up Door Approximate WeightsDocument2 pagesRoll-Up Door Approximate Weightscancery0707Pas encore d'évaluation
- CE541a Lecture Notes Set 03Document43 pagesCE541a Lecture Notes Set 03cancery0707Pas encore d'évaluation
- Glass Rail Base TestingDocument21 pagesGlass Rail Base Testingcancery0707Pas encore d'évaluation
- Cast Iron - A Historical Background (SE December 2011)Document3 pagesCast Iron - A Historical Background (SE December 2011)cancery0707Pas encore d'évaluation
- Opm 0203 13Document211 pagesOpm 0203 13cancery07070% (1)
- 2006-12-04 ICC Limitations On Capacities of Concrete AnchorsDocument13 pages2006-12-04 ICC Limitations On Capacities of Concrete Anchorscancery0707Pas encore d'évaluation
- Long-Hand Design of A Two-Way Post-Tensioned Floor SystemDocument73 pagesLong-Hand Design of A Two-Way Post-Tensioned Floor Systemcancery070783% (6)
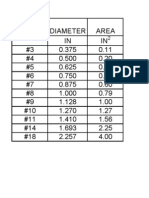
- Rebar TableDocument1 pageRebar Tablecancery0707Pas encore d'évaluation
- APA E315 Research Report 138 - Plywood DiaphragmsDocument59 pagesAPA E315 Research Report 138 - Plywood Diaphragmscancery0707Pas encore d'évaluation
- Cooper B-Line Seismic Restraints OPA-0114Document160 pagesCooper B-Line Seismic Restraints OPA-0114cancery0707Pas encore d'évaluation
- Mud Pump Engine XXXDocument5 pagesMud Pump Engine XXXHario PramuditoPas encore d'évaluation
- GMP Guideline For Drug Products (Japan-2005)Document118 pagesGMP Guideline For Drug Products (Japan-2005)SungkakPas encore d'évaluation
- Engineering Inspection Cover and Engineering InsuranceDocument21 pagesEngineering Inspection Cover and Engineering InsuranceAli Mahgoub Ali TahaPas encore d'évaluation
- CV Trainer SKMDocument5 pagesCV Trainer SKMsheikmoinPas encore d'évaluation
- Annex 05 - Quality ReportDocument6 pagesAnnex 05 - Quality ReportRavindra ErabattiPas encore d'évaluation
- 5 - Inspection Program MR DrawworkDocument11 pages5 - Inspection Program MR DrawworkMoataz NazeemPas encore d'évaluation
- Saudi Aramco Test Report: Elect-LV Controlgear - ATS / MTS Calibration, Setting, and Functional Testing SATR-P-3824Document6 pagesSaudi Aramco Test Report: Elect-LV Controlgear - ATS / MTS Calibration, Setting, and Functional Testing SATR-P-3824Ma.socorro SaballaPas encore d'évaluation
- Condition Assessment ProcessDocument9 pagesCondition Assessment ProcessFernando César Lima de SoutoPas encore d'évaluation
- FIS Data Integrity: Mr. Sigurd BjelkarøyDocument2 pagesFIS Data Integrity: Mr. Sigurd BjelkarøyAlexMartinPas encore d'évaluation
- Project Quality Plan: Document No: BK91-1312-INF-829-QAC-PLN-0001Document53 pagesProject Quality Plan: Document No: BK91-1312-INF-829-QAC-PLN-0001Berry UmpolaPas encore d'évaluation
- QNBN Tech Spec For UPVC Ducts D54 D56 BendsDocument26 pagesQNBN Tech Spec For UPVC Ducts D54 D56 Bendsraghebom50% (2)
- IMIRDocument6 pagesIMIRArvind Pratap SinghPas encore d'évaluation
- IRC 83 - (Part-II) - 1987Document33 pagesIRC 83 - (Part-II) - 1987SUBHAS CHANDRA NATHPas encore d'évaluation
- P.T. Istana Karang Laut: Division Organization ChartDocument12 pagesP.T. Istana Karang Laut: Division Organization ChartIsmail Hamzah KiagusPas encore d'évaluation
- BR N-1594 D - Non Destructive Testing - UltrasonicDocument20 pagesBR N-1594 D - Non Destructive Testing - UltrasonicJose Alejandro Mansutti GPas encore d'évaluation
- MS & L-Lifting OperationsDocument10 pagesMS & L-Lifting OperationsMikiRoniWijayaPas encore d'évaluation
- Petronas Carigali Sdn. Bhd. Inspection Test Record (Itr) - A Escape Routes and Signs S01-ADocument26 pagesPetronas Carigali Sdn. Bhd. Inspection Test Record (Itr) - A Escape Routes and Signs S01-AWael ChouchaniPas encore d'évaluation
- Easa Airworthiness Directive: AD No.: 2012-0071Document4 pagesEasa Airworthiness Directive: AD No.: 2012-0071Yuri SilvaPas encore d'évaluation
- National Institutes of Health Standard For Laboratory Animal Feed Processing and Mill SanitationDocument9 pagesNational Institutes of Health Standard For Laboratory Animal Feed Processing and Mill Sanitationmugabo bertinPas encore d'évaluation
- Od501 3Document10 pagesOd501 3EmmanuelPas encore d'évaluation
- Airlines Engineering CAMO and QADocument15 pagesAirlines Engineering CAMO and QAAnup Kumar DebnathPas encore d'évaluation
- Quality Assurance Plan-75FDocument3 pagesQuality Assurance Plan-75Fmohamad chaudhariPas encore d'évaluation
- EIAC-RQ-IB-002 I1 Rev 2 1aWaExODocument15 pagesEIAC-RQ-IB-002 I1 Rev 2 1aWaExOMidhun BabyPas encore d'évaluation
- Amir Sohail Resume 3Document6 pagesAmir Sohail Resume 3Omama AbbasiPas encore d'évaluation
- Iso 683-2-2016 2Document7 pagesIso 683-2-2016 2Saju ShajuPas encore d'évaluation
- Astm A197Document4 pagesAstm A197Nhan0% (1)
- Pusb Imc Rfq-Line PipesDocument93 pagesPusb Imc Rfq-Line PipesPalanichamy KaruppiahPas encore d'évaluation
- Study On Finishing Faults in Garments Industry: Faculty of Engineering Department of Textile EngineeringDocument58 pagesStudy On Finishing Faults in Garments Industry: Faculty of Engineering Department of Textile EngineeringFarzana HappyPas encore d'évaluation
- Paint Inspector S Field Guide b44 PDFDocument2 pagesPaint Inspector S Field Guide b44 PDFRauf AliyevPas encore d'évaluation
- Saic LPT 2004Document13 pagesSaic LPT 2004jerinPas encore d'évaluation