Vous aimerez peut-être aussi
- Binet Kamat Test For General Mental AbilitiesDocument54 pagesBinet Kamat Test For General Mental AbilitiesSana Siddiq100% (14)
- Underground Circular Tank R2 Sump WellDocument14 pagesUnderground Circular Tank R2 Sump Wellsurendra_panga100% (1)
- Biomediacal Waste Project FinalDocument43 pagesBiomediacal Waste Project Finalashoknr100% (1)
- Design Non-Composite Deck SlabDocument1 pageDesign Non-Composite Deck SlabNobitaKunPas encore d'évaluation
- Rab Tambang NikelDocument96 pagesRab Tambang NikelDevi Andri100% (2)
- Meet The Profesor 2021Document398 pagesMeet The Profesor 2021Raúl AssadPas encore d'évaluation
- Die Trial BlankDocument2 pagesDie Trial Blankravindra kumar100% (1)
- CRJGR Aayu STS Inf S2.0 CNS RTW 00004C CC 22 11 PDFDocument28 pagesCRJGR Aayu STS Inf S2.0 CNS RTW 00004C CC 22 11 PDFHazim AffendiPas encore d'évaluation
- Destoner CalculationDocument3 pagesDestoner Calculationreddym44Pas encore d'évaluation
- Hydroulik Roll Crusher PDF FreeDocument15 pagesHydroulik Roll Crusher PDF Freemu.loa91Pas encore d'évaluation
- Cantilever 1111Document36 pagesCantilever 1111Gaurav GhaiPas encore d'évaluation
- Grilage FoundationDocument6 pagesGrilage FoundationRuzal ChoudharyPas encore d'évaluation
- A-Frame Calculation Without CoverDocument6 pagesA-Frame Calculation Without CoverimsayaaPas encore d'évaluation
- Eccentricity Footing - 01022020Document7 pagesEccentricity Footing - 01022020naveenpnaidu1Pas encore d'évaluation
- Design of Beams For AnyoneDocument13 pagesDesign of Beams For AnyoneAli SabriPas encore d'évaluation
- ROB StaircaseDocument21 pagesROB StaircaseSambhav PoddarPas encore d'évaluation
- IMPPPPPPPPDesign CalculationsDocument1 pageIMPPPPPPPPDesign CalculationsMuhammed K MPas encore d'évaluation
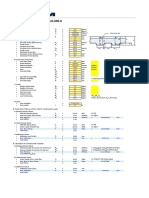
- Superstructure Sketch: Fig. Superstructure Dimensions (All Dimensions Are in MM)Document14 pagesSuperstructure Sketch: Fig. Superstructure Dimensions (All Dimensions Are in MM)Himal KaflePas encore d'évaluation
- Footing Design F1Document16 pagesFooting Design F1Urmi PanchalPas encore d'évaluation
- Mangalagiri Final StaircaseDocument12 pagesMangalagiri Final Staircaseraghu kiranPas encore d'évaluation
- WWTP1-Structural Design CalculationDocument81 pagesWWTP1-Structural Design CalculationMesfin100% (1)
- EC D-3 Charcoal Tower SizingDocument8 pagesEC D-3 Charcoal Tower SizingPrathmesh GujaratiPas encore d'évaluation
- Open Newel StaircaseDocument4 pagesOpen Newel StaircaseSujan Dhoj KhadkaPas encore d'évaluation
- Shear Conn - Extended Fin Plate - 20.02.06Document5 pagesShear Conn - Extended Fin Plate - 20.02.06ALWIN ROJER BINNI VPas encore d'évaluation
- Pile Cap (2 Piles)Document4 pagesPile Cap (2 Piles)KH ChungPas encore d'évaluation
- 马后炮化工 填料塔设计计算软件Document16 pages马后炮化工 填料塔设计计算软件peyman sharifiPas encore d'évaluation
- Design of Super StructureDocument30 pagesDesign of Super StructureHemraj Raj100% (16)
- Spread Footing Design: Type of LoadDocument7 pagesSpread Footing Design: Type of LoadFaisal AminPas encore d'évaluation
- Staircase Design Dog Legged 2 LandingDocument5 pagesStaircase Design Dog Legged 2 LandingSuman Resolved NeupanePas encore d'évaluation
- Rangka AtapDocument11 pagesRangka Atapvicky kakaPas encore d'évaluation
- Sheet1: CIRCULAR Bellows Design Analysis (UNREINFORCED)Document4 pagesSheet1: CIRCULAR Bellows Design Analysis (UNREINFORCED)Raji SuriPas encore d'évaluation
- Combined Footing - FormatDocument9 pagesCombined Footing - FormatMikhail TabucalPas encore d'évaluation
- ID 67 Gan DesDocument18 pagesID 67 Gan DesCrystal JanePas encore d'évaluation
- Gudivada StaircaseDocument12 pagesGudivada Staircaseraghu kiranPas encore d'évaluation
- Sheet1: CIRCULAR Bellows Design Analysis (UNREINFORCED)Document4 pagesSheet1: CIRCULAR Bellows Design Analysis (UNREINFORCED)Raji SuriPas encore d'évaluation
- Roof Beam Design CalculationDocument11 pagesRoof Beam Design CalculationArnold VercelesPas encore d'évaluation
- ASTAIRDocument2 pagesASTAIRBishal ShresthaPas encore d'évaluation
- Trenchless CalculationDocument2 pagesTrenchless CalculationKramyerPas encore d'évaluation
- Roof Beam Design CalculationDocument5 pagesRoof Beam Design CalculationArnold VercelesPas encore d'évaluation
- Number Name Location Client Project Number 'Project NameDocument38 pagesNumber Name Location Client Project Number 'Project NameAnonymous MklNL77Pas encore d'évaluation
- Dead Loads 472.68 KN Live Loads 115.14 KNDocument4 pagesDead Loads 472.68 KN Live Loads 115.14 KNramel siguePas encore d'évaluation
- Plate DesignDocument6 pagesPlate DesignUmesh ChamaraPas encore d'évaluation
- Design of Eccentric Footing: ProjectDocument5 pagesDesign of Eccentric Footing: ProjectHasmit PrajapatiPas encore d'évaluation
- Combined FootingDocument4 pagesCombined FootingSita G ShresthaPas encore d'évaluation
- Single Legged Staircase DesignDocument12 pagesSingle Legged Staircase DesignrahulPas encore d'évaluation
- Stair Case Design Single FlightDocument3 pagesStair Case Design Single Flightrahul100% (1)
- Clariflocculator: Description Unit Input Calculated Range Value Value 54000 Mim M 492 M MDocument6 pagesClariflocculator: Description Unit Input Calculated Range Value Value 54000 Mim M 492 M MAnonymous EKxXjqyVHPas encore d'évaluation
- Algorithm For S.R BeamDocument6 pagesAlgorithm For S.R BeamArbaz AhmedPas encore d'évaluation
- Footing F5: Design of Isolated FootingDocument4 pagesFooting F5: Design of Isolated FootingPraYush RajbhandariPas encore d'évaluation
- RHS BeamDocument3 pagesRHS Beamkkgc100% (1)
- Blind Flange With StiffenersDocument4 pagesBlind Flange With Stiffenersshahid khan100% (1)
- Secondfloor Beam Design CalculationDocument7 pagesSecondfloor Beam Design CalculationArnold VercelesPas encore d'évaluation
- Question 1 SolutionDocument4 pagesQuestion 1 SolutionKazeem YusuffPas encore d'évaluation
- Rho v2Document1 pageRho v2Myung Ho SynPas encore d'évaluation
- Fan Flow CalDocument7 pagesFan Flow CalAnoop TiwariPas encore d'évaluation
- Staircase Design FinalDocument18 pagesStaircase Design FinalSiddiqui RanaPas encore d'évaluation
- 11 Design of FootingDocument6 pages11 Design of FootingMarieday LopezPas encore d'évaluation
- Design of Rectangular Is0Lated Footings 1: F2: Footing MarkDocument2 pagesDesign of Rectangular Is0Lated Footings 1: F2: Footing MarkFarly VergelPas encore d'évaluation
- Loading: Loads On Going Loads On Landing SlabDocument4 pagesLoading: Loads On Going Loads On Landing SlabVishnu PriyaPas encore d'évaluation
- PR05 - Grid 2-BDocument123 pagesPR05 - Grid 2-BJustinPas encore d'évaluation
- A Short Course in Foundation EngineeringD'EverandA Short Course in Foundation EngineeringÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- How To Activate Office 2010 PERMANENTLYDocument1 pageHow To Activate Office 2010 PERMANENTLYARUN KUMAR KoterimadathilPas encore d'évaluation
- Pptim 170504095620 PDFDocument31 pagesPptim 170504095620 PDFashoku24007Pas encore d'évaluation
- Pro-Moldesign and Pro-Casting PDFDocument238 pagesPro-Moldesign and Pro-Casting PDFad_89Pas encore d'évaluation
- Dtcore PP 11 PDFDocument9 pagesDtcore PP 11 PDFKundanPas encore d'évaluation
- MLD TheoryDocument96 pagesMLD TheorySheik Abdullah100% (1)
- VinuDocument1 pageVinuVamsi Krishna100% (1)
- Compression Moulding Process - An Overview Ijariie11168Document10 pagesCompression Moulding Process - An Overview Ijariie11168ARUN KUMAR KoterimadathilPas encore d'évaluation
- VinuDocument1 pageVinuVamsi Krishna100% (1)
- Mold Design CalculationsDocument23 pagesMold Design CalculationsARUN KUMAR Koterimadathil100% (2)
- Layout and Design: Hot Runner GuideDocument18 pagesLayout and Design: Hot Runner GuideARUN KUMAR KoterimadathilPas encore d'évaluation
- Tips Hot Runners July2010Document4 pagesTips Hot Runners July2010Rizwan KhaiPas encore d'évaluation
- Zuhaltekraftberechnung: Teilbezeichnung Auslegung 1 - FachDocument2 pagesZuhaltekraftberechnung: Teilbezeichnung Auslegung 1 - FachARUN KUMAR KoterimadathilPas encore d'évaluation
- NX - Naradie A Nastroje - Zakladny Prehlad PDFDocument16 pagesNX - Naradie A Nastroje - Zakladny Prehlad PDFARUN KUMAR KoterimadathilPas encore d'évaluation
- Milviz F-15e Poh V 2Document499 pagesMilviz F-15e Poh V 2Jose Ramon Martinez GutierrezPas encore d'évaluation
- BECO UACE Chem2Document6 pagesBECO UACE Chem2EMMANUEL BIRUNGIPas encore d'évaluation
- SPM 1449 2006 Mathematics p2 BerjawapanDocument18 pagesSPM 1449 2006 Mathematics p2 Berjawapanpss smk selandar71% (7)
- Application of PCA-CNN (Principal Component Analysis - Convolutional Neural Networks) Method On Sentinel-2 Image Classification For Land Cover MappingDocument5 pagesApplication of PCA-CNN (Principal Component Analysis - Convolutional Neural Networks) Method On Sentinel-2 Image Classification For Land Cover MappingIJAERS JOURNALPas encore d'évaluation
- Serving North Central Idaho & Southeastern WashingtonDocument12 pagesServing North Central Idaho & Southeastern WashingtonDavid Arndt100% (3)
- Unit 2 - Presentations (Image, Impact and Making An Impression) 2Document25 pagesUnit 2 - Presentations (Image, Impact and Making An Impression) 2LK Chiarra Panaligan100% (1)
- CE Review GEOMETRY 2Document6 pagesCE Review GEOMETRY 2Paul Gerard AguilarPas encore d'évaluation
- How To Eat WellDocument68 pagesHow To Eat WelleledidiPas encore d'évaluation
- Comparison of 3 Tests To Detect Acaricide ResistanDocument4 pagesComparison of 3 Tests To Detect Acaricide ResistanMarvelous SungiraiPas encore d'évaluation
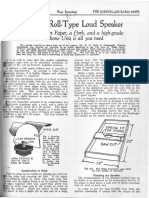
- Simple Roll-Type: A Loud SpeakerDocument1 pageSimple Roll-Type: A Loud SpeakerEudes SilvaPas encore d'évaluation
- Tsel Manual ThermoselDocument25 pagesTsel Manual ThermoselPedro AlvelaisPas encore d'évaluation
- SCIENCEEEEEDocument3 pagesSCIENCEEEEEChristmae MagantePas encore d'évaluation
- Rido, Rudini - Paediatric ECGDocument51 pagesRido, Rudini - Paediatric ECGFikriYTPas encore d'évaluation
- Egt Margen From The Best ArticalDocument6 pagesEgt Margen From The Best ArticalakeelPas encore d'évaluation
- Banachek UnlimitedDocument34 pagesBanachek UnlimitedserenaPas encore d'évaluation
- DEEP ECOLOGY - An Intro - McLaughlinDocument5 pagesDEEP ECOLOGY - An Intro - McLaughlinCarlo MagcamitPas encore d'évaluation
- Reloved - October 2015Document116 pagesReloved - October 2015Barron Fields67% (3)
- E-OLSS: Electronic ControlDocument12 pagesE-OLSS: Electronic ControlSamidiPas encore d'évaluation
- Sudip Praposal - 1Document20 pagesSudip Praposal - 1Usha BbattaPas encore d'évaluation
- Do Roman Catholics KnOw About The Great Pyramids of China?Document11 pagesDo Roman Catholics KnOw About The Great Pyramids of China?.Pas encore d'évaluation
- YellowstoneDocument1 pageYellowstoneOana GalbenuPas encore d'évaluation
- Report - IvatanDocument28 pagesReport - IvatanJohara Winel PerezPas encore d'évaluation
- Marketing Management 4th Edition Winer Test BankDocument35 pagesMarketing Management 4th Edition Winer Test Bankapneaocheryzxs3ua100% (24)
- IPC's 2 Edition of Guidance Manual For Herbs and Herbal Products Monographs ReleasedDocument1 pageIPC's 2 Edition of Guidance Manual For Herbs and Herbal Products Monographs ReleasedRakshaPas encore d'évaluation
- The Variable Resistor Has Been AdjustedDocument3 pagesThe Variable Resistor Has Been AdjustedPank O RamaPas encore d'évaluation
- Mini-Case 1 Ppe AnswerDocument11 pagesMini-Case 1 Ppe Answeryu choong100% (2)
- Accsap 10 VHDDocument94 pagesAccsap 10 VHDMuhammad Javed Gaba100% (2)