International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-6, Issue-6, June- 2019]
https://dx.doi.org/10.22161/ijaers.6.6.75 ISSN: 2349-6495(P) | 2456-1908(O)
Application of the Lean Manufacturing Culture:
Case Study in a Cell Phone Company of the
Industrial Pole of Manaus
Janderson da Silva Reis1, Marden Eufrasio dos Santos2, David Barbosa de
Alencar3
1,2
Academic department, University Center FAM ETRO, M anaus-AM, Brazil
3
Research Department, Institute of Technology and Education Galileo of Amazon (ITEGAM ), Brazil
Abstract— The productive potential of the industries, the increasing need for effective industrial process
management and the opportunity for general improvement of corporate performance, through the application of
the concept and tools of Lean Manufacturing, were the main motivating agents of this research work. In the
context of this scenario, the cellular manufacturing processes were analyzed in a ma nufacturing company
outsourced from the Industrial Pole of Manaus that uses the literature of Lean Manufacturing as a pillar of
support to confection of its functional processes. The case study was structured in three distinct parts: analysis
of the original situation of the company, identifying opportunities for improvement according to the specificities
of the process flow; application of the identified improvements and finally a comparative analysis between the
data obtained with the improvements on the processes with respect to the wastes identified.
Keywords— Lean Manufacturing, Value Stream, Productivity.
I. INTRODUCTION and, in order to deal with more efficient and fast methods
The implementation and significance of Lean of producing on a large scale, even though it is considered
Manufacturing in industry is confused with the history of the most effective way in terms of sustainability and
the industrial revolution itself. In this process, History economic viability, it is a process that faces many
reveals that success is not only evidenced by the speed of challenges, such as the difficulty in the process planning
production, but by the effectiveness of productive process, productive organization and the offer of quality
methods and the reduction of expenses. products, once that the acceleration of the proces s should
With globalization underway, the global market has not occur to the detriment of the loss of quality in
become violently competitive, requiring cost reduction production.
and better levels of productivity. Equity: Survival has In this context, the present work aims to verify if the
become the big challenge organizations, which, coupled tools of Lean Manufacturing can contribute positively to
with competitiveness and technological advancement on the assembly process of cellular devices, using numerical
several fronts, has emerged new organizational data regarding the production of units per hour (UPH) and
techniques, which seek to keep organizations in a floating the collection of information on the main factors
state, developing administrative systems more efficiently negatives that contribute to low productivity, thus
agile and strong enough to the standards established by enabling the development of effective solutions that can
the mutant need of society, thus avoiding a series of mitigate the negative factors of production, using
wastes, including time. information such as: production time per unit, provision
Even if you started in the automotive industry, the of inputs in the process line, quantity of defective
philosophy of Lean Manufacturing is used in a variety of products and final products assembled per hour of
activities, from raw materials to distribution services and production.
others.
In outsourced assembly companies, the uncontrolled II. THEORETICAL FOUNDATION
and arithmic production means loss of inputs and time, As long as technological evolution does not mitigate
and with the increasing demand for production, the need the need for human intervention in production processes,
for faster and more efficient methods of production arises, companies that have the assembly process, whether
www.ijaers.com Page | 652
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-6, Issue-6, June- 2019]
https://dx.doi.org/10.22161/ijaers.6.6.75 ISSN: 2349-6495(P) | 2456-1908(O)
outsourced or not, will have challenges of agility and caused by the lack of material flow management and the
quality in industrial production, whether linked to the flow of information form queues that tend to overload the
layout of the production line , agility in the exchange of use of equipment. In this sense, the Lean reaffirms the
information between the line and the warehouse, where management of this flow of materials with the objective
the speed of production and the quantity of pieces of maintaining and enhancing the flow of human
produced per hour is a reflection of the quality in the production.
process flow, which potentiates the added value of the 2.1.3 Transport and handling waste:
final product. As indispensable activities for the production process,
Outsourced assembly companies have a system where the flow of people and materials takes time, since the
distinct brand products are manufactured in differentiated procedural limitations of production require a
lines, which are operated by teams unique to that process. displacement perpendicular to the dimensions of the
The interval between receipt of inputs, their layout in the facilities, materials and stages of production. To reduce
available layout on the production line and the delivery of this movement to the maximum, either with procedural or
the final product generates a lead time, which, depending physical changes in the installations is one of the points
on the size, does not add value to the product and can defended by the Lean philosophy [4].
generate losses to the company. 2.1.4 Waste of the process itself:
2.1 Lean Manufacturing According to [5], the production process has steps that
The Lean Production System is a set of actions that do not always add value to the final product. How, where
aims to increase the capacity to respond to changes and and why to produce are important questions at the
mitigate waste in the productive flow, creating a moment of procedural management. The Lean philosophy
transformative management organization. puts in question any process that can add cost and not
In his work [1], he postulates that this system has as values to production.
principles: keeping the right items in the right places, 2.1.5 Unnecessary waste of work:
right mind and the right quantity; create and nurture In his work [5] he states that when a movement /
effective relationships within the Value Chain; working process is very fast, slow or obsolete, there is no economy
towards Continuous Improvement in search of quality in or a consistent approach to the processes, so if a company
the first unit delivered. decides to automate such processes without the
Regarding the identification of waste, the key point is knowledge of the real needs of production, there is the
to reach a level where the production capacity is equal to risk of automating waste.
the one requested by the final customer. 2.1.6 Waste of defective products:
This means that in the companies there are human, Defects imply directly the waste of materials, human
material, technological process flows to produce exact production flow, use of equipment besides the
quantity of the service or product that was requested, all unnecessary storage of these poorly used inputs, problems
with timely delivery of the final product [2]. directly linked to quality. An innovative approach to the
When this balance between capacity and load does not production process that minimizes the occurrence of
occur, the synthesis of these occurrences is an defects makes it possible to remanue inspection processes
impediment to the company, that is, it generates waste. [1].
Taiichi Ohno (1912-1997), Toyota executive and great 2.1.7 Waste storage
critic of procedural waste - identified the seven types of In its article [6] it points out "Towards Lean Product
production waste: Lifecycle Management: the Framework for New Product
Development", that the use of stocks in the traditional
2.1.1 Excess production waste: production aims to avoid productive arithmia, however
Producing the unnecessary, taking time to prepare the this system hides quality problems by generating
necessary machinery, as well as the distances to be productive islands, the process flow, increases the
covered with the inputs, and the lack of coordination occurrence of setup problems, besides causing an
between different procedural sectors, inevitably leads to unnecessary occupation of the physical space that could
problems and constraints in the production process. be better used in the productive process, since there is
2.1.2 Waiting waste: bureaucratic and human displacement due to its existence.
According to the Lean philosophy [3], the movement 2.2. Lean Manufacturing as Productive Philosophy
of machines is not mandatory at all times, but human The concept of Lean Manufacturing is based on the
productivity can not wait. The accumulation of inputs naming of waste and elements that do not add value in
www.ijaers.com Page | 653
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-6, Issue-6, June- 2019]
https://dx.doi.org/10.22161/ijaers.6.6.75 ISSN: 2349-6495(P) | 2456-1908(O)
order to reduce costs, producing defect-free goods in the Industrial Complex is the cell phone and charger. The
shortest possible time using the least amount of improvement will be applied in the cell phone line.
equipment and labor, aiming at customer satisfaction and The first stage of assembly of the products begins in
productivity. making it more competitive [7]. In general, the main warehouse, where the pieces that are common to
the Lean system is defined as the western reading of the all the apparatuses like, for example, plates and structures
Japanese production model, especially the Toyota of cellular phones used in any equipment are
Production System (TPS). accumulated. From there, the products move on to the
The book "The Machine That Changed the World" by second phase.
Womack (1990) popularized the Lean definition, which, Each brand then wins its production cell (independent
in short, sought to explain the Lean system with the idea units) and an exclusive team of assemblers, consisting on
of using half human workflow, manufacturing space, average of 75 people. With the flow of demand and the
investment in tools and in time in engineering, with the high complexity in materials management, the company
goal of producing a new product. As a philosophy, Lean presented a series of problems related to process
is a specification mode that aims at enabling actions that management and mode of production, such as:
add value while reducing costs, performing these • Unbalanced and unbalanced production, with
activities uninterruptedly when they are requested and excessive idle time and focused operational wear.
performing them every time more efficient. • Loss of material from the ratio of raw material
In his work [8] the management literature suggests quality and asynchrony between demand and production
that contextual factors may present strong forces within in terms of quantity and time.
organizations that inhibit implementations that seem • Stock problems (warehouse): The company's
technically rational. [9] addresses the benefits of lean warehouse had no defined pattern in relation to allocation,
manufacturing deployment. [10] It addresses how model identification or organization. In the case of a
paradigms of lean thinking and agile manufacturing have company that manufactures products of different brands
been developed, which has been a tendency to visualize in a product family, the differences between the models
them in a progression and in isolation. are minimal, differences that do not change its
Womack analyzed the many faces of implementation manufacturing process, but compromise its operation.
and development of improvements and with the influence In order to understand the company's needs
of the Toyota production system, identified the essential efficiently, quality management tools were used,
causes of these implementations, which became known as including Value Stream Mapping (VSM), Ishikawa chart,
the five principles of the Lean philosophy, namely: Pareto chart, followed by the 5S implementation.
specification of value, identification of value chain an d 3.1 VSM: Value Stream Mapping
value stream, leaving the aggregate value to the end Value Stream Mapping (VSM) is a mechanism that
customer, since the central objective of this philosophy is can visually demonstrate the stages of material and
the continuous search for perfection. information flows, while the product follows the flow of
value, a helper in the perception of what value adds, from
III. TOOLS AND METHODS the supplier to the supplier. to the consumer. Thus, the
The company targeted for the installation of the mapping of the current state, the mapping of the future
project is located in the industrial pole of Manaus of the state and the mapping of what is objectified, if necessary,
electronics industry. In order to preserve its identity and is developed.
confidential data, the present work will be directed to it This process consists in the identification of specific
only as a company. activities that happen during the flow of value, where
Born in the wave of outsourcing in the 1980s, she value flow is the asynthesis of all the activities that
specialized in electronic components, manufacturing happen from the request made by the customer to the
computers, telephones and medical equipment, as well as delivery to the final consumer.
being responsible for the packaging and delivery of the This is a process of understanding the production and
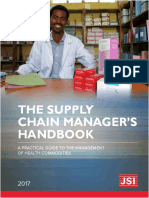
products. illustration of a process map that will become the basis
The company operates from Monday to Saturday, in for Lean system deployment. In other words, represented
three shifts of eight hours each, in addition to the business in Figure 1, the VSM is a visual representation of the flow
hours (financial and administrative sector) that runs from processes of the material and actual information
Monday to Friday. The focus of production at the Manaus synthesized into a set of key questions and with the
www.ijaers.com Page | 654
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-6, Issue-6, June- 2019]
https://dx.doi.org/10.22161/ijaers.6.6.75 ISSN: 2349-6495(P) | 2456-1908(O)
development of a map of the desired future state of how Pareto Analysis distributes a large problem in small
the production should proceed. proportions easier to solve, allowing projects to be
prioritized and more concrete and tangible goals set.
The Pareto Diagram divides the problems into two
classes: Few Vital and Many Trivia. So, it means to say
that a problem has several causes, but only a few have a
great impact or great loss.
It can be observed in Figure 3, the Pareto Diagram
consists of vertical bars that represent the causes of a
given problem, ordered in descending order of incidence,
in addition to a line of cumulative percentages that show
the causes of greater impact.
Fig. 1: Basic Mapping of Value Flow. Source:
Adapted by the author
3.2 Ishikawa
The Ishikawa Diagram is a tool that enhances the
graphic quality used to manage the various processes,
allowing the hierarchical structuring of the motivations of
a given problem and was developed with the purpose of
providing a graphic view of the various causes that affect
the procedural flow, by classification and relation of
Fig. 3: Pareto Chart Scheme. Source: (ROUSE, M.
causes.
2011)
Besides that, it also allows the structuring of systems
that need a response in a graphical and synthetic way,
3.4 Tool 5'S
thus providing a detailed and holistic view on the subject
5's is a widely used tool in the implementation of the
studied.
Lean concept and its main objectives are to improve the
quality of products, work environment and customer
service, the quality of life of employees and maximize the
use of available resources, reducing waste and taking
advantage of to maximize physical space, in addition to
reducing and preventing accidents, improving human
relations and increasing employee self-esteem.
The 5S acronym was originated from Japanese words
beginning with the letter S: Seiri (Sense of Use), Seiton
(Organization Sense), Seiso (Sense of Cleanliness),
Fig. 2: Ishikawa Diagram Seiketsu (Sense of Health and Hygiene) and Shitsuke
(Sense of Discipline ).
As can be observed in Figure 2, it is structurally Among them, the concepts of Organization and
composed of: head, which corresponds to the problem to Cleanliness are fundamental to the process of
be studied; scales, which correspond to the factors implementation of the concept of Lean production,
influencing the problem, including the subcauses, because only in this way will it be possible to clear clear
consequences and the steps to be taken for resolution. Its problems, satisfactory control of waste products, besides
construction takes into account factors such as: the the gain of productive reliability, which comes to produce
problem to be analyzed, possible causes for occurrence, control and gain the quality of production by increasing
structuring them to the left of the central problem. the quality of the processes and the working conditions in
3.3 Pareto Diagram which the employees will be inserted.
www.ijaers.com Page | 655
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-6, Issue-6, June- 2019]
https://dx.doi.org/10.22161/ijaers.6.6.75 ISSN: 2349-6495(P) | 2456-1908(O)
IV. LEAN MANUFACTURING for the equipment. In Figure 4, the construction of the
IMPLEMENTATION VSM is presented.
The implementation of the project was initiated
through a technical analysis in the cellular line with the
purpose of knowing the process and collecting the
necessary data for conclusion of the study. With this
purpose were used as sources of information: the records,
Kaizen event and direct observation in the production line
where the cell line needed to produce 340 cell phone per Fig. 4: Development of VSM
hour to meet the customer and the current hour
production was in 289 cell. . In the next process, where the assembly was done,
After a first low productivity analysis, the company there was a lot of excess material stopped in the process.
team was assembled to outline the nature and dimensions 4.1.2 Application of Ishikawa
of the causes of the problem, in this case the low After analyzing the value flow, a Pareto diagram was
productivity in the cell phone line. constructed with the causes of low productivity in the cell
A Kaizen event was held to better understand the line. Among the causes identified were:
production flow and identify opportunities for • High temperature: The production area was in an
improvement, minimizing waste and gaining productivity. environment that presented excess heat causing fatigue to
A questionnaire was also distributed to operators where employees, stopping machines for false failures.
they could expose their greatest difficulties. • Operator without training: There was no standard
On the second day, based on information obtained operation or standardization documents were not in line
locally, the graphical versions of the Value Stream, with the reality of the process, causing meontage delay,
Ishikawa Diagram were constructed, where the causes of assembly defect or even parts scrap.
the production problem were instated and the Pareto • Incorrect Flow: There was no clarity in the flow of
Diagram was constructed, where all negative points and this process.
difficulties encountered by presenting the current state. • Failures in the AOI: SMD component inspection
4.1 Analysis of the data machine responsible for identifying if there was a wrong
Analyzes of the implementation data were performed, assembly, for example, if the resistor was not mounted in
which will be presented below, in the topics VSM the capacitor position, if the components were correctly
analysis, application of Ishikawa, use of data in Pareto assembled without displacements, it had excessive faults.
diagram, implementation planning and execution. • Test Failure: Responsible testing to check the
4.1.1 VSM Analysis circuitry of the phone's circuit board was exhibiting false
Based on the technical analysis a map was developed failures from the external heat of the environment.
of the value stream of the cell line and the following • Router: Router machine responsible for separating
information was verified: There are eight workstations in the cell phone boards from the matrix through cu ts
the process called the bottom phase (where all the according to program that model asked was presented
components of the bottom of the circuit board are exose from false failures, machine was breaking
assembled printed) and according to the flow of this frequently.
process it was identified that in the first station there was • Output of botton pieces: Production of the bottom
excess of stopped material to enter the line. phase was not attending the top phase.
In the process called top phase (where all the
components of the printed circuit board are assembled,
with 10 workstations), it was identified in the first
position that there was an excess of material stopped, and
that in the last station the excess of material was much
larger, causing the whole line to stop.
In this position the machine responsible for cutting the
boards (Router machine), was intermittent stop with
Fig. 5: Ishikawa diagram with visualization of causes
several false failures, the operator was busy with
activities, there was no standardization of work, the
layout was not adequate, there was no maintenance plan
www.ijaers.com Page | 656
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-6, Issue-6, June- 2019]
https://dx.doi.org/10.22161/ijaers.6.6.75 ISSN: 2349-6495(P) | 2456-1908(O)
• Thermal gel: Process of applying the thermal gel on
the cell plates was causing excess defects, machine was
intermittent failure.
• Loss of Material: Material misallocated, were not
obeying the fifo (first that enters is the first one that
leaves). Fig. 7: Definition of target to be achieved
• Material Problems: Material delivered by the To achieve this goal in the three shifts, each shift
external supplier was presented with many defects. would have to produce 340 cell phones per hour. With the
4.1.3 Using the Data in a Pareto Diagram presentation of the procedural problems in the analysis
After analyzing the Ishikawa plot, we extracted the phase, some possible changes in the cellular line were
information from the Pareto process, where it was visualized without the need for large investments,
possible to identify the main villains that were directly reaching the goal of the production value requested by the
impacting the low productivity of the cell line, confining customer.
past insfomings of the responsible areas such as quality, 4.2 Execution
productivity, pcp. It was found that the test coverage device Jig did not
As shown in Figure 6, each problem was analyzed and close properly because the pin was worn causing
each team member was responsible for each action to be intermittent failures causing downtime and productivity
taken to solve each identified problem. delays. Figure 8, After analysis in the process with the
team involved, a pin with a larger thickness was used
together with the moonshine section to lock the top of the
cellular apparatus, after this adaptation the freeness
problems were eliminated.
Fig. 6: Pareto diagram with data obtained
The main villains shown in the pareto were: Frequent
breaking machine, where the application method was not
meeting the quality plan; layout was not clear; process of
the bottom production phase was not meeting the top
production process due to a series of defects in the
process and machine stops; router machine breaking
frequently, there was no claresa in the operation
execution process, excessive false faults due warm
environment; testing machine were with excessive false
failures due to warm environment, there was clarity in the
process of the operating method of work.
In addition, the component inspection machine on the
printed circuit board AOI was exhibiting false failures,
many machine breakdowns; NXT machine responsible in
the icersion of compontes in printed circuit board was Fig. 8: Pin Lock
with posing false faults, stopping for lack of compentes,
warm environment; material from the external customer. Piece of kapton tape from the components below,
4.2 Implementation Planning causing the test to fail. This problem was occurring
The cell line was with low productivity, as can be seen frequently, and whenever the tests began to fail, the
in Figure 7, which was marking the production of 2268 technician was required to stop the process for repairing
cell phones per day, while the amount requested in the the tests once the tests were filled with tape attached to
customer order would be 2720 cell phones per day. the test needles.
During the analysis, it was defined that the employee
who received the plates of the post-refueling process
made the removal of the tape that was fixed between the
www.ijaers.com Page | 657
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-6, Issue-6, June- 2019]
https://dx.doi.org/10.22161/ijaers.6.6.75 ISSN: 2349-6495(P) | 2456-1908(O)
pallet and the plate of the cellular and defined There was no visual management to inform operators
maintenance plan of the palles through a control of of quality and productivity indicators, so the process
maintenance shown in Figure 9. After the actions taken developers did not know how their production goals were
the intermittent problem that there was in the process was and how quality of hour-and-hour production was.
solved. Once this need was identified, a visual management
framework was developed and each strategic point of the
mobile phone line was installed so that all of that process
had the goal information, hours produced and the number
of defects in the line. This idea of implantation of visual
management, Figure 11, made the actions to be taken in
the process were more agile and effective.
Fig. 9: Maintenance of the yards
Disorganized visual inspection station. The activities
carried out by the collaborator were not clear, on the
bench there were many materials that were not being
used, there was excess of movement in the Fig. 11: Visual management information frame
accomplishment of the activities. A 5S was defined in the
area of visual inspection so that after the end, the In the process of applying plate likes there was no
activities carried out by the collaborator of this post were weighing control, this lack of weighing control was
organized, improving the egonomic part and gain in the causing defects. These defects were identified in the tests
execution time of their activities, shown in Figure 10. where the plates were failing because the amount of
material applied on the plate was not as defined by the
quality. In order to solve this problem, we used a feature
that we already had in mind, but the only idea was to
introduce this line, which was a device, shown in Figure
12, to warn the employee to check weighing after 12 plate
pallets made in your process.
Fig. 12: Plate pallets
In the reflow phase in the welding furnace, which
consisted in the solderability of the SMD components of
the board, we were having solder defects. Adjustments
Fig. 10: Organization of 5s were made in the weld profile and enabled the nitrogen a
www.ijaers.com Page | 658
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-6, Issue-6, June- 2019]
https://dx.doi.org/10.22161/ijaers.6.6.75 ISSN: 2349-6495(P) | 2456-1908(O)
feature that the reflow oven machine has. After the 75 employees. This change in productivity did not affect
improvement actions in the reflow oven process, the productivity.
welding failure in the plate components in the process is
over.
In the post-furnace reheat phase, the plates were
coming off with an excessive temperature causing false
failures in the tests. After analysis with the team, it was
adapted blowers / fans in magazines where the plates
passed out of the furnace straight to the magazzine
responsible for cooling the plates. This idea not only
solved the false failures in the tests but also improved the
activity of the operator receiving these plates from the
reflow oven.
In the test benches there was no control of pattern of
faulted plaques. This form of work was generating bench
reprocessing because there was no set location for the
tested boards and boards that were missing to test. The
solution to this problem was to make a new layout, shown
in figure 13, where the dots were identified to avoid re-
testing.
Fig. 14: before and after the implementation of the
new layout
All stages of lean manufacturing implementation were
performed.
V. RESULTS AND DISCUSSIONS
After all the actions performed and follow-up in the
process of the implementation week, the application of
the Lean and with the use of the help tools was obtained a
significant improvement in the productivity of the
company, as shown in figure 14. During the first two
days, improvements were implemented gradually, it was
verified that the productivity was still below the expected,
already after the following days, the results of the
implementation were achieved with good results .
Fig. 13: New Layout
In the process of separation of the cellular plates
carried out by the router machine through cuts, there were
two operators where each one carried out its activities. Fig. 15: Productivity results during deployment week
After the re-layout improvements, shown in Figure 14,
adapted in the process, it was possible to eliminate one However, from the implementations and structural
station from that machine and relocate the operator to modifications, in this case (in particular) the layout of the
another activity in the factory, thus reducing a quand we production line, were definitive factors for the agility of
had in the three shifts in the cell line of 78 employees for response to occurrences within the sector, shown in figure
16.
www.ijaers.com Page | 659
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-6, Issue-6, June- 2019]
https://dx.doi.org/10.22161/ijaers.6.6.75 ISSN: 2349-6495(P) | 2456-1908(O)
engineering research and design, v. 83, n. 6, p. 662-673,
2005.
[10] NAYLOR, J. Ben; NAIM , M ohamed M .; BERRY, Danny.
Leagility: integrating the lean and agile manufacturing
paradigms in the total supply chain. International Journal of
production economics, v. 62, n. 1-2, p. 107-118, 1999.
Fig. 16: Analysis and proposal of solutions
Thus, it was possible to verify the productivity
increase from 289 units / hour to 340 units / hour, with
one operator per shift reduction, and (FPY - first pass
yild) yilde increase to 2%.
ACKNOWLEDGEMENTS
To the engineering coordination of the FAMETRO
university center, and the teachers M.Sc. Marden Eufrasio
dos Santos and Dr. David Barbosa de Alencar, for the
support in the development of this work.
To the Institute of Technology and Education Galileo
of Amazon (ITEGAM), Brazil.
REFERENCES
[1] SHINGO, Shigeo. O sistema Toyota de produção, do ponto
de vista da engenharia da produção. Bookman. Porto
Alegre, 2005.
[2] OHNO, Taiichi. O sistema Toyota de produção além da
produção. Bookman, 1997.
[3] DAVIS, M ark M .; CHASE, Richard B.; AQUILANO,
Nicholas J. Fundamentos da administração da produção.
Bookman, 2001.
[4] WERKEM A, Cristina. Lean seis sigma. Elsevier Brasil,
2011.
[5] ANTUNES, Junico. Sistemas de produção: conceitos e
práticas para projetos e gestão da produção enxuta.
Bookman Editora, 2009.
[6] HINES, P., FRANCIS, M ., & FOUND, P. 2006. Towards
lean product lifecycle management: a framework for new
product development. Journal of M anufacturing
Technology M anagement. London, 2013.
[7] WILSON, Lonnie. How to implement lean manufacturing.
New York: M cGraw-Hill, 2010.
[8] SHAH, Rachna; WARD, Peter T. Lean manufacturing:
context, practice bundles, and performance. Journal of
operations management, v. 21, n. 2, p. 129-149, 2003.
[9] M ELTON, Trish. The benefits of lean manufacturing: what
lean thinking has to offer the process industries. Chemical
www.ijaers.com Page | 660
Vous aimerez peut-être aussi
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Impacts On The Mental Health of Professionals in A Prisonal System in Alagoas During The Covid-19 PandemicDocument7 pagesImpacts On The Mental Health of Professionals in A Prisonal System in Alagoas During The Covid-19 PandemicIJAERS JOURNALPas encore d'évaluation
- Analysis of The Thermal Behavior of Masonry Concrete Block With Internal Natural Element CoatingDocument11 pagesAnalysis of The Thermal Behavior of Masonry Concrete Block With Internal Natural Element CoatingIJAERS JOURNALPas encore d'évaluation
- Climatic Rhythms and Prevalence of Malaria in The Municipality of Sinende in Northern BeninDocument8 pagesClimatic Rhythms and Prevalence of Malaria in The Municipality of Sinende in Northern BeninIJAERS JOURNALPas encore d'évaluation
- Beef Cattle Farmers' Economic Behavior in The Minahasa Tenggara Regency, IndonesiaDocument7 pagesBeef Cattle Farmers' Economic Behavior in The Minahasa Tenggara Regency, IndonesiaIJAERS JOURNALPas encore d'évaluation
- Facing Dengue and Malaria As A Public Health Challenge in BrazilDocument6 pagesFacing Dengue and Malaria As A Public Health Challenge in BrazilIJAERS JOURNALPas encore d'évaluation
- Enhancing Cybersecurity: The Power of Artificial Intelligence in Threat Detection and PreventionDocument6 pagesEnhancing Cybersecurity: The Power of Artificial Intelligence in Threat Detection and PreventionIJAERS JOURNALPas encore d'évaluation
- The Economic Impact of Coronavirus Disease (COVID-19) : A Study On Tourism Indicators in The Kingdom of Saudi ArabiaDocument4 pagesThe Economic Impact of Coronavirus Disease (COVID-19) : A Study On Tourism Indicators in The Kingdom of Saudi ArabiaIJAERS JOURNALPas encore d'évaluation
- Breastfeeding and Factors Associated With The Prevention of Childhood Obesity: An Integrative Literature ReviewDocument16 pagesBreastfeeding and Factors Associated With The Prevention of Childhood Obesity: An Integrative Literature ReviewIJAERS JOURNALPas encore d'évaluation
- Study of The Extraction Process of The Pleurotus Citrinopileatus Mushroom and Evaluation of The Biological Activity of The ExtractDocument8 pagesStudy of The Extraction Process of The Pleurotus Citrinopileatus Mushroom and Evaluation of The Biological Activity of The ExtractIJAERS JOURNALPas encore d'évaluation
- Business Logistics and The Relationship With Organizational SuccessDocument4 pagesBusiness Logistics and The Relationship With Organizational SuccessIJAERS JOURNALPas encore d'évaluation
- Childhood/ Pediatric Cancer: Nursing Care in Oncopediatrics With A Central Focus On HumanizationDocument12 pagesChildhood/ Pediatric Cancer: Nursing Care in Oncopediatrics With A Central Focus On HumanizationIJAERS JOURNALPas encore d'évaluation
- Multiprofessional Care For A Patient With Gestational DiabetesDocument12 pagesMultiprofessional Care For A Patient With Gestational DiabetesIJAERS JOURNALPas encore d'évaluation
- Water Quality Assessment Using GIS Based Multi-Criteria Evaluation (MCE) and Analytical Hierarchy Process (AHP) Methods in Yenagoa Bayelsa State, NigeriaDocument11 pagesWater Quality Assessment Using GIS Based Multi-Criteria Evaluation (MCE) and Analytical Hierarchy Process (AHP) Methods in Yenagoa Bayelsa State, NigeriaIJAERS JOURNALPas encore d'évaluation
- Design and Building of Servo Motor Portable Coconut Peller MachineDocument5 pagesDesign and Building of Servo Motor Portable Coconut Peller MachineIJAERS JOURNALPas encore d'évaluation
- Komla Uwolowudu Amegna: International Journal of Advanced Engineering Research and Science (IJAERS)Document9 pagesKomla Uwolowudu Amegna: International Journal of Advanced Engineering Research and Science (IJAERS)IJAERS JOURNALPas encore d'évaluation
- Associativism As Strategy of Reaching Territorial Rights, Programs, Projects and Public Policies of Rural Development: The Case of The São Francisco Do Mainã Community, Manaus, AMDocument9 pagesAssociativism As Strategy of Reaching Territorial Rights, Programs, Projects and Public Policies of Rural Development: The Case of The São Francisco Do Mainã Community, Manaus, AMIJAERS JOURNALPas encore d'évaluation
- Constructed Wetlands: Technology For Removing Drug Concentration From WaterDocument12 pagesConstructed Wetlands: Technology For Removing Drug Concentration From WaterIJAERS JOURNALPas encore d'évaluation
- Morphometric Analysis of The Ekole River As A Consequence of Climate Change: A Case Study in Yenagoa, Bayelsa State, NigeriaDocument9 pagesMorphometric Analysis of The Ekole River As A Consequence of Climate Change: A Case Study in Yenagoa, Bayelsa State, NigeriaIJAERS JOURNALPas encore d'évaluation
- VCO Rancidity Analysis Refers To Fermentation Time That Produced by Gradual Heating MethodDocument6 pagesVCO Rancidity Analysis Refers To Fermentation Time That Produced by Gradual Heating MethodIJAERS JOURNAL100% (1)
- Sociodemographic and Clinical Profile of Women With Uterine Cervical Cancer Attended in An Oncological Hospital in The State of Acre, BrazilDocument9 pagesSociodemographic and Clinical Profile of Women With Uterine Cervical Cancer Attended in An Oncological Hospital in The State of Acre, BrazilIJAERS JOURNALPas encore d'évaluation
- Association of Bacterial Vaginosis To Atypia in Squamous Cells of The CervixDocument15 pagesAssociation of Bacterial Vaginosis To Atypia in Squamous Cells of The CervixIJAERS JOURNALPas encore d'évaluation
- Process Sequence Optimization and Structural Analysis of Nanoscale Heterostructure Using Compound Semiconductors AlAsSb/In0.59Ga0.41As/GaAs0.53Sb0.47Document5 pagesProcess Sequence Optimization and Structural Analysis of Nanoscale Heterostructure Using Compound Semiconductors AlAsSb/In0.59Ga0.41As/GaAs0.53Sb0.47IJAERS JOURNALPas encore d'évaluation
- Modeling of Geological and Geophysical Data, Onshore Field of Potiguar Basin, Northeastern BrazilDocument5 pagesModeling of Geological and Geophysical Data, Onshore Field of Potiguar Basin, Northeastern BrazilIJAERS JOURNALPas encore d'évaluation
- Humanization in Undergraduate Medical Education: The Brazilian Learner's PerspectiveDocument12 pagesHumanization in Undergraduate Medical Education: The Brazilian Learner's PerspectiveIJAERS JOURNALPas encore d'évaluation
- Does Blended Learning Approach Affect Madrasa Students English Writing Errors? A Comparative StudyDocument12 pagesDoes Blended Learning Approach Affect Madrasa Students English Writing Errors? A Comparative StudyIJAERS JOURNALPas encore d'évaluation
- Mining and Its Impacts On Environment and Health With Special Reference To Ballari District, Karnataka, IndiaDocument7 pagesMining and Its Impacts On Environment and Health With Special Reference To Ballari District, Karnataka, IndiaIJAERS JOURNALPas encore d'évaluation
- Study Evaluating The Ability of Fe-BDC-PEG To Carry and Release Active Ingredient 5-FluorouracilDocument5 pagesStudy Evaluating The Ability of Fe-BDC-PEG To Carry and Release Active Ingredient 5-FluorouracilIJAERS JOURNALPas encore d'évaluation
- The Psychologist's Role in The Process of Listening To Children Victims of Sexual Violence in Legal ProceedingsDocument8 pagesThe Psychologist's Role in The Process of Listening To Children Victims of Sexual Violence in Legal ProceedingsIJAERS JOURNALPas encore d'évaluation
- Detection and Control of Bacterial BiofilmsDocument15 pagesDetection and Control of Bacterial BiofilmsIJAERS JOURNALPas encore d'évaluation
- Assessment of The Risk of Cardiovascular Diseases and Its Relationship With Heart Rate Variability in Physically Active and Sedentary IndividualsDocument13 pagesAssessment of The Risk of Cardiovascular Diseases and Its Relationship With Heart Rate Variability in Physically Active and Sedentary IndividualsIJAERS JOURNALPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Chapter 3Document25 pagesChapter 3Maha Bashir75% (4)
- NL-RTM-RDH: Netherlands, TheDocument3 pagesNL-RTM-RDH: Netherlands, Thecarlos diazPas encore d'évaluation
- K&N Case Group - 3Document41 pagesK&N Case Group - 3priya_pritika6561100% (1)
- Oracle SCM Cloud Using Planning CentralDocument114 pagesOracle SCM Cloud Using Planning CentralMiguel FelicioPas encore d'évaluation
- Kanban Pull SystemDocument12 pagesKanban Pull Systemchedelarosa100% (1)
- Supply Chain ManagementDocument2 pagesSupply Chain ManagementAhmed Jan Dahri100% (1)
- Modern Trade Promo Store List PDFDocument5 pagesModern Trade Promo Store List PDFJavid AliPas encore d'évaluation
- Distribution Requirement PlanningDocument19 pagesDistribution Requirement Planningdeepash katalPas encore d'évaluation
- Inventory Control ManagementDocument28 pagesInventory Control ManagementSapna Sharma100% (1)
- Role of Operations ManagementDocument14 pagesRole of Operations ManagementkakaPas encore d'évaluation
- Logistics and Competitive StrategyDocument63 pagesLogistics and Competitive StrategyChetan ChoudharyPas encore d'évaluation
- Lean Systems (Abridged)Document24 pagesLean Systems (Abridged)gttrans111Pas encore d'évaluation
- Inventory ModelsDocument8 pagesInventory ModelsBisoyePas encore d'évaluation
- Multiple Choice Questions For Inventory ManagementDocument7 pagesMultiple Choice Questions For Inventory Managementmilience chartlesPas encore d'évaluation
- Chapter 2-2Document67 pagesChapter 2-2Nehal SalemPas encore d'évaluation
- Session 1Document24 pagesSession 1Nikhil GargPas encore d'évaluation
- 2010 Infineon Technologies AG SubmissionDocument13 pages2010 Infineon Technologies AG SubmissionnaichiangyuPas encore d'évaluation
- Assembly SubcontroctingDocument9 pagesAssembly SubcontroctingHARIBABUPas encore d'évaluation
- Activity - Audit of InventoryDocument2 pagesActivity - Audit of InventoryRyan DueÑas GuevarraPas encore d'évaluation
- Sunwind AB - Group 8 - Section HDocument5 pagesSunwind AB - Group 8 - Section HNiyati GargPas encore d'évaluation
- Supply Chain Management:: Demand PlanningDocument42 pagesSupply Chain Management:: Demand PlanningÄädï ShëïkhPas encore d'évaluation
- Presentacion EjemploDocument29 pagesPresentacion EjemploJuan GamarraPas encore d'évaluation
- Delivery Network Design (Distribution Network Design)Document36 pagesDelivery Network Design (Distribution Network Design)nitesh kumarPas encore d'évaluation
- Session 12 Inventory ManagementDocument35 pagesSession 12 Inventory ManagementTulus Dika PamungkasPas encore d'évaluation
- Principles of AccountingDocument72 pagesPrinciples of AccountingedoPas encore d'évaluation
- Pallet UsageDocument525 pagesPallet UsageNumero UnoPas encore d'évaluation
- Packing List 0081063852 Fecha:30/06/21: Orden Destino Pallet Master SSCC # Pallet Caja Master SSCC ArtículoDocument26 pagesPacking List 0081063852 Fecha:30/06/21: Orden Destino Pallet Master SSCC # Pallet Caja Master SSCC Artículoyeison gavilanPas encore d'évaluation
- Chapter 1, InventoriesDocument18 pagesChapter 1, InventoriesAmsaluPas encore d'évaluation
- An Evaluation of Demand and Capacity Planning Processes - A Qualitative Case Study On Completely-Knocked-Down Vehicles at Mercedes-Benz CarsDocument276 pagesAn Evaluation of Demand and Capacity Planning Processes - A Qualitative Case Study On Completely-Knocked-Down Vehicles at Mercedes-Benz Carsmiracle ndeulePas encore d'évaluation
- The Supply Chain Manager'S Handbook: A Practical Guide To The Management of Health CommoditiesDocument105 pagesThe Supply Chain Manager'S Handbook: A Practical Guide To The Management of Health CommoditiesDIEM LE THI NGOCPas encore d'évaluation