Vous aimerez peut-être aussi
- Effect of Calcium and Magnesium Treatment On Steel WeldabilityDocument7 pagesEffect of Calcium and Magnesium Treatment On Steel WeldabilitySuleyman HaliciogluPas encore d'évaluation
- Materials Data for Cyclic Loading: Aluminium and Titanium AlloysD'EverandMaterials Data for Cyclic Loading: Aluminium and Titanium AlloysÉvaluation : 1 sur 5 étoiles1/5 (1)
- Study of Heat Affected Zone (HAZ) in Thermit Welding ProcessDocument5 pagesStudy of Heat Affected Zone (HAZ) in Thermit Welding ProcessEgi NugrohoPas encore d'évaluation
- Platinum Alloys For Shape Memory ApplicationsDocument15 pagesPlatinum Alloys For Shape Memory ApplicationsKursalPas encore d'évaluation
- 1006 1009Document4 pages1006 1009SinhrooPas encore d'évaluation
- Principles of Heat Treating of SteelsDocument30 pagesPrinciples of Heat Treating of Steelssatish_trivediPas encore d'évaluation
- Microsturcture en Laser Du 6056 Avec AS12Document5 pagesMicrosturcture en Laser Du 6056 Avec AS12IgnéPas encore d'évaluation
- Superalloys 2000 Edited by T.M. Pollock, R.D. Kissinger, R.R. Bowman, K.A. Green, M. Mclean, S. Olson, and J.J. Schirm Tms Me Minerals, Metals &materials Society), 2000Document8 pagesSuperalloys 2000 Edited by T.M. Pollock, R.D. Kissinger, R.R. Bowman, K.A. Green, M. Mclean, S. Olson, and J.J. Schirm Tms Me Minerals, Metals &materials Society), 2000Pardhu YellaPas encore d'évaluation
- Review 1Document20 pagesReview 1zoalfokkar kareemPas encore d'évaluation
- The TEMPCORE ProcessDocument15 pagesThe TEMPCORE ProcessShanna Lee100% (1)
- Research On The Silicon Carbide Layer of Coated Fuel ParticlesDocument5 pagesResearch On The Silicon Carbide Layer of Coated Fuel Particlesankitmanwal08Pas encore d'évaluation
- 3-12 - Heat TreatmentDocument10 pages3-12 - Heat TreatmentJasbir S RyaitPas encore d'évaluation
- Lecture 3 Titanium and Its AlloysDocument13 pagesLecture 3 Titanium and Its AlloysEric TaylorPas encore d'évaluation
- Refract A RiosDocument4 pagesRefract A RiosjorgebbcaargPas encore d'évaluation
- Theory: Ni 63. AllDocument2 pagesTheory: Ni 63. AllSinhro018Pas encore d'évaluation
- Keywords: Transmutation, Technetium, Iodine, Fission Product, TargetDocument8 pagesKeywords: Transmutation, Technetium, Iodine, Fission Product, TargetWalid BadrPas encore d'évaluation
- A Case Study ReportDocument18 pagesA Case Study ReportRoshan Pasupathi100% (1)
- Estabilidad Térmica A Alta Temperatura de Aleacion Con Memoria de Forma TI-Zi-TaDocument4 pagesEstabilidad Térmica A Alta Temperatura de Aleacion Con Memoria de Forma TI-Zi-TaCrescencio RodríguezPas encore d'évaluation
- C-22 Soldado 2Document13 pagesC-22 Soldado 2Igor FernandoPas encore d'évaluation
- Scripta NiTi TEM 04Document5 pagesScripta NiTi TEM 041985krPas encore d'évaluation
- Materials and Design: B.C. Shang, Z.M. Yin, G. Wang, B. Liu, Z.Q. HuangDocument5 pagesMaterials and Design: B.C. Shang, Z.M. Yin, G. Wang, B. Liu, Z.Q. HuangAntonio Alonso Diaz ArriagaPas encore d'évaluation
- Microstructural Changes in HSLA-100 Steel Thermally To Simulate The Heat-Affected Zone During Welding CycledDocument17 pagesMicrostructural Changes in HSLA-100 Steel Thermally To Simulate The Heat-Affected Zone During Welding CycledKay WhitePas encore d'évaluation
- Heating IN AN Electrically Conducting Layer Carbon-Containing Particles OFDocument4 pagesHeating IN AN Electrically Conducting Layer Carbon-Containing Particles OFSinhrooPas encore d'évaluation
- Closed-Book Practice-Ch 10 (2017!08!08)Document12 pagesClosed-Book Practice-Ch 10 (2017!08!08)Juan0% (1)
- BF 01161167Document46 pagesBF 01161167Andrei StefanPas encore d'évaluation
- The Precipitation of A1N and NBC and The Hot Ductility of Low Carbon SteelsDocument11 pagesThe Precipitation of A1N and NBC and The Hot Ductility of Low Carbon SteelsChanthar SoePas encore d'évaluation
- Shape Memory Alloys - Characterization Techniques: AbstractDocument9 pagesShape Memory Alloys - Characterization Techniques: AbstractGanea MadalinPas encore d'évaluation
- Thermal Stability and Performance Data SmCo PPMDocument8 pagesThermal Stability and Performance Data SmCo PPMelectronenergyPas encore d'évaluation
- Microestructura DeFZ y Grain GrowthDocument17 pagesMicroestructura DeFZ y Grain GrowthnerioalfonsoPas encore d'évaluation
- Thermocouple 3 IIDocument25 pagesThermocouple 3 IIravindrachoudhary7008Pas encore d'évaluation
- Welding TechniquesDocument16 pagesWelding Techniquesyashar2500Pas encore d'évaluation
- What Is Sintering?Document15 pagesWhat Is Sintering?Vu VoPas encore d'évaluation
- Pure Titanium: Metallurgy of T Itanium and Its AlloysDocument8 pagesPure Titanium: Metallurgy of T Itanium and Its AlloysLowry GuettaPas encore d'évaluation
- Shape - Memory - Alloy - Actuators - 1Document8 pagesShape - Memory - Alloy - Actuators - 1numbrPas encore d'évaluation
- Romero1989 Plastic DeformationDocument11 pagesRomero1989 Plastic DeformationMuhammad Falqi YusufPas encore d'évaluation
- PhysicsDocument5 pagesPhysicsAditya Budi FauziPas encore d'évaluation
- Re Austenitisation MartensiteDocument4 pagesRe Austenitisation MartensiteAndress SsalomonnPas encore d'évaluation
- Shape Memory Alloys: Darel E. Hodgson, Shape Memory Applications, Inc., Ming H. Wu, Memry Corporation, CDocument6 pagesShape Memory Alloys: Darel E. Hodgson, Shape Memory Applications, Inc., Ming H. Wu, Memry Corporation, CSaniaPas encore d'évaluation
- Simulation of Case DepthDocument8 pagesSimulation of Case DepthyanuarPas encore d'évaluation
- Microstructures and Fatigue Crack Growth of EH36 TMCP Steel WeldmentsDocument8 pagesMicrostructures and Fatigue Crack Growth of EH36 TMCP Steel WeldmentsJohan Esteban Garcia PuentesPas encore d'évaluation
- Niti Pseudoelasticity and Thermoelasticity..Document7 pagesNiti Pseudoelasticity and Thermoelasticity..Nizam MuhamadPas encore d'évaluation
- Thermal Stability and Performance Data For Sm-Co 2 17 High-TemperatureDocument4 pagesThermal Stability and Performance Data For Sm-Co 2 17 High-TemperatureelectronenergyPas encore d'évaluation
- 2013 - Materials ResearchDocument5 pages2013 - Materials ResearchLeandro Gomes de CarvalhoPas encore d'évaluation
- Microstructure and Pitting Corrosion in Simulated Heat-Affected Zones of Duplex Stainless SteelsDocument10 pagesMicrostructure and Pitting Corrosion in Simulated Heat-Affected Zones of Duplex Stainless Steelslorena14Pas encore d'évaluation
- % Sciencedirect: Simulation of Case Depth of Cementation Steels According To Fick'S LawsDocument8 pages% Sciencedirect: Simulation of Case Depth of Cementation Steels According To Fick'S Lawsomarss2008Pas encore d'évaluation
- Martensitic Transformation and Superelastic Properties of Ti-Nb Base AlloysDocument10 pagesMartensitic Transformation and Superelastic Properties of Ti-Nb Base AlloysEstephanie_GrassiPas encore d'évaluation
- Super AlloyDocument10 pagesSuper AlloyRama chandraPas encore d'évaluation
- Re CrystallizationDocument5 pagesRe CrystallizationZubair AhmadPas encore d'évaluation
- Development of C12 ADocument11 pagesDevelopment of C12 AVasu RajaPas encore d'évaluation
- Post - " Phases and Their Influence On Microstructure and Hardness in 6xxx Al-Mg-Si AlloysDocument19 pagesPost - " Phases and Their Influence On Microstructure and Hardness in 6xxx Al-Mg-Si AlloysFajar ManikPas encore d'évaluation
- Heat Treatment by Quenching - DiagramsDocument20 pagesHeat Treatment by Quenching - Diagramssunilmathew4477Pas encore d'évaluation
- Transferencia de Calor y Masa Entre El Baño Líquido y La Lecho de Criolita SólidaDocument14 pagesTransferencia de Calor y Masa Entre El Baño Líquido y La Lecho de Criolita SólidaOctaviano MichinelPas encore d'évaluation
- Engineering Metallurgy Chapter-8 Ref: Introduction To Physical MetallurgyDocument34 pagesEngineering Metallurgy Chapter-8 Ref: Introduction To Physical MetallurgyMD Al-AminPas encore d'évaluation
- Amidon Core CatalogDocument34 pagesAmidon Core Catalogrftek50% (2)
- MIG Welding: Process CharacteristicsDocument4 pagesMIG Welding: Process Characteristicstek_surinderPas encore d'évaluation
- Smart Materials 1 PDFDocument71 pagesSmart Materials 1 PDFomerbandeshaPas encore d'évaluation
- Formation of Delta Ferrite in 9 WT.% CR Steel Investigated by In-Situ X-Ray Diffraction Using Synchrotron RadiationDocument9 pagesFormation of Delta Ferrite in 9 WT.% CR Steel Investigated by In-Situ X-Ray Diffraction Using Synchrotron Radiationsmallik3Pas encore d'évaluation
- A THERMODYNAMIC DESCRIPTION OF METASTABLE c-TiAlZrN COATINGS WITH TRIPLE SPINODALLY DECOMPOSED DOMAINSDocument10 pagesA THERMODYNAMIC DESCRIPTION OF METASTABLE c-TiAlZrN COATINGS WITH TRIPLE SPINODALLY DECOMPOSED DOMAINSMateo Arango RamirezPas encore d'évaluation
- Isotech Journal OF Thermometry: Published by Isothermal Technology LTDDocument57 pagesIsotech Journal OF Thermometry: Published by Isothermal Technology LTDlizarazojavierPas encore d'évaluation
- Longtermoxidationbehaviour PDFDocument10 pagesLongtermoxidationbehaviour PDFAnonymous lmCR3SkPrKPas encore d'évaluation
- PDFDocument231 pagesPDFAnonymous lmCR3SkPrKPas encore d'évaluation
- 4114 Modelling and Optimization of Biomass Based Energy ProductionDocument147 pages4114 Modelling and Optimization of Biomass Based Energy ProductionAnonymous lmCR3SkPrKPas encore d'évaluation
- Emerson's Ovation Control and Simulation Technologies Helps Reduce Time, Expense Associated With Commissioning First U.S. Ultra-Supercritical Power PlantDocument2 pagesEmerson's Ovation Control and Simulation Technologies Helps Reduce Time, Expense Associated With Commissioning First U.S. Ultra-Supercritical Power PlantAnonymous lmCR3SkPrKPas encore d'évaluation
- Controller Design For A 1000 MW Ultra Super Critical Once-Through Boiler Power PlantDocument6 pagesController Design For A 1000 MW Ultra Super Critical Once-Through Boiler Power PlantAnonymous lmCR3SkPrKPas encore d'évaluation
- A Generalized Dynamic Water Side Model For A Once-Through Benson BoilerDocument6 pagesA Generalized Dynamic Water Side Model For A Once-Through Benson BoilerAnonymous lmCR3SkPrKPas encore d'évaluation
- 936 PDFDocument67 pages936 PDFAnonymous lmCR3SkPrKPas encore d'évaluation
- Steam Boiler Inspections Using Remote Field Testing: by Mynor Celis, P.Eng, Russell NDE SystemsDocument11 pagesSteam Boiler Inspections Using Remote Field Testing: by Mynor Celis, P.Eng, Russell NDE SystemsAnonymous lmCR3SkPrKPas encore d'évaluation
- An Experimental Study On Industrial Boiler Burners Applied Low NO Combustion TechnologiesDocument8 pagesAn Experimental Study On Industrial Boiler Burners Applied Low NO Combustion TechnologiesAnonymous lmCR3SkPrKPas encore d'évaluation
- Coal Quality & Boiler EfficiencyDocument22 pagesCoal Quality & Boiler EfficiencyAnonymous lmCR3SkPrKPas encore d'évaluation
- BT Road Estimate ModelDocument10 pagesBT Road Estimate Modelepe civil1Pas encore d'évaluation
- Technical Data Sheet Nonwoven Geotextile: Specifications: SpecificationsDocument1 pageTechnical Data Sheet Nonwoven Geotextile: Specifications: SpecificationsAnang BagusPas encore d'évaluation
- LT0946Document1 pageLT0946Jhampier Sánchez ZambranoPas encore d'évaluation
- Atlas of MicrostructuresDocument46 pagesAtlas of MicrostructuresSerkan Apay100% (1)
- Jointing Manual: Insulated Straight Through Joint For 230kV Single Core 1400 XLPE CablesDocument28 pagesJointing Manual: Insulated Straight Through Joint For 230kV Single Core 1400 XLPE CablesGustavo OliveiraPas encore d'évaluation
- ISA Saline Solution Collection 2019Document8 pagesISA Saline Solution Collection 2019chancamumPas encore d'évaluation
- Schematic View of Rollers: WaterDocument11 pagesSchematic View of Rollers: Watersuhas k100% (1)
- EN 10025 Grade S355J2C Normalized or Normalized Formed (+N)Document3 pagesEN 10025 Grade S355J2C Normalized or Normalized Formed (+N)melvin ekbotePas encore d'évaluation
- Matrial Stringing Schedule. MP-1Document3 pagesMatrial Stringing Schedule. MP-1Khumaidi HambaliPas encore d'évaluation
- Grade of Concrete: - Compressive StrengthDocument12 pagesGrade of Concrete: - Compressive Strengthgrkvani10Pas encore d'évaluation
- IS Code Method of Mix Design Using SuperplasticizerDocument29 pagesIS Code Method of Mix Design Using SuperplasticizerJameel KhanPas encore d'évaluation
- Chapter 3 - Metals and Non-Metals (Part 1)Document12 pagesChapter 3 - Metals and Non-Metals (Part 1)VarunPas encore d'évaluation
- Pozzolanic Cements : Franco MassazzaDocument30 pagesPozzolanic Cements : Franco MassazzaLaura Borges CostaPas encore d'évaluation
- 2304 Tubing ASTM A789 / ASME SA789 S32304 1.4362 Duplex Steel TubeDocument13 pages2304 Tubing ASTM A789 / ASME SA789 S32304 1.4362 Duplex Steel TubeGonzalo MazaPas encore d'évaluation
- Waterborne Drywall PVAc Joint CompoundDocument1 pageWaterborne Drywall PVAc Joint CompoundFacundo SepulvedaPas encore d'évaluation
- MAPEI Installations-On-Dry-Installed-Substrates PDFDocument28 pagesMAPEI Installations-On-Dry-Installed-Substrates PDFMilovan MitrovićPas encore d'évaluation
- Aggregate Impact ValueDocument2 pagesAggregate Impact ValueYasir DharejoPas encore d'évaluation
- BS 6100 5 3 PDFDocument12 pagesBS 6100 5 3 PDFShaik AbdullaPas encore d'évaluation
- Hitachi Flexible Cable 2011Document48 pagesHitachi Flexible Cable 2011Denar PurnamaPas encore d'évaluation
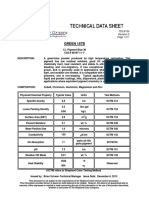
- Green 187B: TDS #130 Revision 5 Page 1 of 1Document1 pageGreen 187B: TDS #130 Revision 5 Page 1 of 1Hai NguyenPas encore d'évaluation
- Application Guide Jotamastic 90: Areas For Immersed ExposureDocument1 pageApplication Guide Jotamastic 90: Areas For Immersed ExposureTamerTamerPas encore d'évaluation
- Reclaimed Asphalt Pavement (R Pavement (Rrap) Rap)Document28 pagesReclaimed Asphalt Pavement (R Pavement (Rrap) Rap)Biprajit SahaPas encore d'évaluation
- Strength of Materials - Task 3. Chapter 2.Document4 pagesStrength of Materials - Task 3. Chapter 2.Alen Dejesus Suarez SierraPas encore d'évaluation
- Introduction of Underground CableDocument4 pagesIntroduction of Underground CableAp kowshikPas encore d'évaluation
- 7 Cast Aluminum Alloys EXEMPLO 21Document3 pages7 Cast Aluminum Alloys EXEMPLO 21AlexandreinspetorPas encore d'évaluation
- A319 - A321 - LAA - and - LUS - A321NX - (A321 Structural Repair Manual) - (51-77-12-911-009)Document6 pagesA319 - A321 - LAA - and - LUS - A321NX - (A321 Structural Repair Manual) - (51-77-12-911-009)Juan MartelPas encore d'évaluation
- 05 FlooringDocument2 pages05 FlooringtalatzahoorPas encore d'évaluation
- Investigation of Rheological and Fatigue Properties of Asphalt Mixtures Containing Polyester Fibers 2008 Construction and Building MaterialsDocument5 pagesInvestigation of Rheological and Fatigue Properties of Asphalt Mixtures Containing Polyester Fibers 2008 Construction and Building MaterialsMoslem AghapourPas encore d'évaluation
- Highly Transparent Silanized Cellulose Aerogels For Boosting Energy Efficiency of Glazing in BuildingsDocument16 pagesHighly Transparent Silanized Cellulose Aerogels For Boosting Energy Efficiency of Glazing in BuildingsPeter BourasPas encore d'évaluation
- Design Fabrication and Testing of Waste Plastic Pyrolysis PlantDocument10 pagesDesign Fabrication and Testing of Waste Plastic Pyrolysis PlantMatthues Ace MartinezPas encore d'évaluation
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisD'EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisÉvaluation : 4 sur 5 étoiles4/5 (2)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionD'EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsD'EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Chasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItD'EverandChasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItÉvaluation : 4 sur 5 étoiles4/5 (25)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseD'EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseÉvaluation : 4.5 sur 5 étoiles4.5/5 (51)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedD'EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedÉvaluation : 5 sur 5 étoiles5/5 (1)
- Aerodynamics for Engineering StudentsD'EverandAerodynamics for Engineering StudentsÉvaluation : 5 sur 5 étoiles5/5 (5)
- Fuels, Furnaces and Refractories: International Series on Materials Science and TechnologyD'EverandFuels, Furnaces and Refractories: International Series on Materials Science and TechnologyÉvaluation : 5 sur 5 étoiles5/5 (1)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CD'EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CPas encore d'évaluation
- The Laws of Thermodynamics: A Very Short IntroductionD'EverandThe Laws of Thermodynamics: A Very Short IntroductionÉvaluation : 4.5 sur 5 étoiles4.5/5 (10)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AD'EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&APas encore d'évaluation
- Electrical (Generator and Electrical Plant): Modern Power Station PracticeD'EverandElectrical (Generator and Electrical Plant): Modern Power Station PracticeÉvaluation : 4 sur 5 étoiles4/5 (9)
- Airplane Flying Handbook: FAA-H-8083-3C (2024)D'EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Évaluation : 4 sur 5 étoiles4/5 (12)
- Gas Turbines: A Handbook of Air, Land and Sea ApplicationsD'EverandGas Turbines: A Handbook of Air, Land and Sea ApplicationsÉvaluation : 4 sur 5 étoiles4/5 (9)
- Mechanical Vibrations and Condition MonitoringD'EverandMechanical Vibrations and Condition MonitoringÉvaluation : 5 sur 5 étoiles5/5 (1)
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsD'EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsPas encore d'évaluation
- Piping Design for Industrial Facilities: Understanding Codes and StandardsD'EverandPiping Design for Industrial Facilities: Understanding Codes and StandardsÉvaluation : 4 sur 5 étoiles4/5 (1)
- Bulk Material Handling: Practical Guidance for Mechanical EngineersD'EverandBulk Material Handling: Practical Guidance for Mechanical EngineersÉvaluation : 5 sur 5 étoiles5/5 (1)
- Handbook of Mechanical and Materials EngineeringD'EverandHandbook of Mechanical and Materials EngineeringÉvaluation : 5 sur 5 étoiles5/5 (4)
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsD'EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsPas encore d'évaluation