Vous aimerez peut-être aussi
- Review of Used Lube Oil Rerefining Technologies in EuropeDocument14 pagesReview of Used Lube Oil Rerefining Technologies in EuropePaula Citelli100% (1)
- A Comparative Study of Recycling of Used Lubrication OILSDocument8 pagesA Comparative Study of Recycling of Used Lubrication OILSCarlos Eduardo RivasPas encore d'évaluation
- Composition and Treatment of Used Lubricating OilsDocument6 pagesComposition and Treatment of Used Lubricating OilsElhissin ElhissinnPas encore d'évaluation
- Used Engine Oil RerefiningDocument31 pagesUsed Engine Oil RerefiningMasomese Henry Kikile100% (3)
- Material BalanceDocument58 pagesMaterial BalanceAnonymous zWnXYeFkdk50% (2)
- Technology For Rerefining Used Lube Oils Applied in Europe A Review PDFDocument14 pagesTechnology For Rerefining Used Lube Oils Applied in Europe A Review PDFMASOMESE KIKILEPas encore d'évaluation
- Tech r9 PDFDocument20 pagesTech r9 PDFMasomese Henry KikilePas encore d'évaluation
- Oil Refinery - Energy EducationDocument3 pagesOil Refinery - Energy Educationmbw000012378Pas encore d'évaluation
- Re-refining used lube oilDocument30 pagesRe-refining used lube oilKhageshwar RongkaliPas encore d'évaluation
- Modern RecoveryDocument5 pagesModern RecoveryimronmasfruriPas encore d'évaluation
- CHAPTER VI - Downstream SegmentDocument17 pagesCHAPTER VI - Downstream SegmentRUFFALYN FINCALEROPas encore d'évaluation
- Chapter - 2 Literature Review: 2.1 Regeneration of Used Lubricating OilsDocument23 pagesChapter - 2 Literature Review: 2.1 Regeneration of Used Lubricating OilsEl Sayed ZakariaPas encore d'évaluation
- Fundamentals of Refining and Petrochemicals ProcessesDocument263 pagesFundamentals of Refining and Petrochemicals ProcessesneocentricgeniusPas encore d'évaluation
- Lubricating OilDocument24 pagesLubricating OilShyam YadavPas encore d'évaluation
- Waste Minimization Practices in The Petroleum Refining IndustryDocument9 pagesWaste Minimization Practices in The Petroleum Refining IndustryTaha Lemdjed BelahçenePas encore d'évaluation
- Introduction To Petroleum Refinery OperationsDocument12 pagesIntroduction To Petroleum Refinery Operationsvinhlhd83% (6)
- Unit 1 Petrochemistry: Reading 1Document23 pagesUnit 1 Petrochemistry: Reading 1TRINHTHANHPHUHD7Pas encore d'évaluation
- Production of Alternative Diesel Fuel From Waste Oils and Comparison With Fresh Diesel:-A ReviewDocument5 pagesProduction of Alternative Diesel Fuel From Waste Oils and Comparison With Fresh Diesel:-A ReviewtheijesPas encore d'évaluation
- Used Oil Recovery Refining) Plants-PrintDocument20 pagesUsed Oil Recovery Refining) Plants-PrintRahul Dalal100% (1)
- Diesel From Vegetable OilDocument8 pagesDiesel From Vegetable OilSesti NugrahaPas encore d'évaluation
- Characterization and Suitability of Reclaimed Automotive Lubricating Oils Reprocessed by Solvent Extraction TechnologyDocument13 pagesCharacterization and Suitability of Reclaimed Automotive Lubricating Oils Reprocessed by Solvent Extraction TechnologyFernando SImonelliPas encore d'évaluation
- Petroleum Refining Future StrategiesDocument69 pagesPetroleum Refining Future Strategiesmayur_malpaniPas encore d'évaluation
- Soybean Motor OilDocument12 pagesSoybean Motor OilJessica FernandesPas encore d'évaluation
- Article1379953788 - Naima and Liazid PDFDocument14 pagesArticle1379953788 - Naima and Liazid PDFSatrio Agung WijonarkoPas encore d'évaluation
- Article1379953788 - Naima and LiazidDocument14 pagesArticle1379953788 - Naima and LiazidHenry Garavito RamirezPas encore d'évaluation
- Basics of PetroleumDocument40 pagesBasics of Petroleumyash kalavadiaPas encore d'évaluation
- Lubricating Oil Types and UsesDocument12 pagesLubricating Oil Types and UsesElhissin ElhissinnPas encore d'évaluation
- Hydraulic Fluids FolderDocument14 pagesHydraulic Fluids FolderBashir Soliman100% (2)
- First Stage of Bio-Jet Fuel Production: Non-Food Sunflower Oil Extraction Using Cold Press MethodDocument17 pagesFirst Stage of Bio-Jet Fuel Production: Non-Food Sunflower Oil Extraction Using Cold Press MethodKoik KoikPas encore d'évaluation
- Utilizing Waste Oil in ANFO MixDocument18 pagesUtilizing Waste Oil in ANFO MixHendry Christianto100% (1)
- Economic Bottom of the Barrel Processing to Minimize Fuel Oil ProductionDocument5 pagesEconomic Bottom of the Barrel Processing to Minimize Fuel Oil Productionfisco4rilPas encore d'évaluation
- FL - Course 6Document22 pagesFL - Course 6Fianu AndreeaPas encore d'évaluation
- 1-s2.0-S0301679X08000595-Main Experience With Evaluating Biodegradability of Lubricating Base OilsDocument7 pages1-s2.0-S0301679X08000595-Main Experience With Evaluating Biodegradability of Lubricating Base OilsJúlio MilitãoPas encore d'évaluation
- Qué es el reciclaje de neumáticos? Ventajas de la pirólisisDocument5 pagesQué es el reciclaje de neumáticos? Ventajas de la pirólisisAlfonso VargasPas encore d'évaluation
- Lube RefineryDocument20 pagesLube RefineryRajPas encore d'évaluation
- Evolution of Base Oils TechnologyDocument14 pagesEvolution of Base Oils Technologyqsjat4218Pas encore d'évaluation
- Research 2Document12 pagesResearch 2Gelo LunarioPas encore d'évaluation
- By: Antonio Cárdenas Hernández: Distillation. If We Recall of Some BasicDocument3 pagesBy: Antonio Cárdenas Hernández: Distillation. If We Recall of Some BasicAntonio CárdenasPas encore d'évaluation
- Glyka Geir PDFDocument15 pagesGlyka Geir PDFermusatPas encore d'évaluation
- 5-Lubricant ProductionDocument6 pages5-Lubricant ProductionzibaPas encore d'évaluation
- Base Oil Technology EvolutionDocument14 pagesBase Oil Technology EvolutionsalleyPas encore d'évaluation
- Upgrading of Waste Oils Into Transportation Fuels Using Hydrotreating TechnologiesDocument3 pagesUpgrading of Waste Oils Into Transportation Fuels Using Hydrotreating TechnologiesMarcelo MisutsuPas encore d'évaluation
- Use of Vegetable OilsDocument37 pagesUse of Vegetable OilsSathis KumarPas encore d'évaluation
- Lecture 3Document10 pagesLecture 3Musah HarunaPas encore d'évaluation
- Oil Refining 04Document16 pagesOil Refining 04Patel Ashok100% (1)
- Oil Refinery Report - Eng. Onel IsraelDocument10 pagesOil Refinery Report - Eng. Onel IsraelOnel Israel Badro100% (2)
- Economic Feasibility Study of Biodiesel Production by Direct Esterification of Fatty Acids From The Oil and Soap Industrial SectorDocument6 pagesEconomic Feasibility Study of Biodiesel Production by Direct Esterification of Fatty Acids From The Oil and Soap Industrial SectorazPas encore d'évaluation
- Soap NutDocument9 pagesSoap NutkismuganPas encore d'évaluation
- Solvent Extraction Technology For Used Oil TreatmentDocument30 pagesSolvent Extraction Technology For Used Oil TreatmentGyra LuthmanaPas encore d'évaluation
- Revolutionary Waste Oil Refining TechnologyDocument6 pagesRevolutionary Waste Oil Refining TechnologyJohn simpson100% (1)
- SOR Re-Refining ProcessDocument16 pagesSOR Re-Refining ProcessShyam YadavPas encore d'évaluation
- API - Refinery ProcessesDocument6 pagesAPI - Refinery ProcessesChristelle Paula C. BatacPas encore d'évaluation
- Theme 13. GAS TURBINE ENGINE FUEL SYSTEMSDocument108 pagesTheme 13. GAS TURBINE ENGINE FUEL SYSTEMSОлег Олексійович ПогорілийPas encore d'évaluation
- Last IntroductionDocument5 pagesLast IntroductionElhissin ElhissinnPas encore d'évaluation
- التقريرDocument15 pagesالتقريرياسر سليمانPas encore d'évaluation
- Heavy and Extra-heavy Oil Upgrading TechnologiesD'EverandHeavy and Extra-heavy Oil Upgrading TechnologiesÉvaluation : 4 sur 5 étoiles4/5 (2)
- Green Vegetable Oil Processing: Revsied First EditionD'EverandGreen Vegetable Oil Processing: Revsied First EditionWalter E. FarrÉvaluation : 3 sur 5 étoiles3/5 (1)
- Machinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityD'EverandMachinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityÉvaluation : 3 sur 5 étoiles3/5 (4)
- Main Vehicle SpecificationsDocument3 pagesMain Vehicle SpecificationsBoulos NassarPas encore d'évaluation
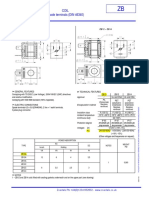
- Spade Terminals (DIN 46340) : ZB10 ZB12 - ZB14Document1 pageSpade Terminals (DIN 46340) : ZB10 ZB12 - ZB14Boulos NassarPas encore d'évaluation
- ACS 355 frequency inverter quick setup guideDocument3 pagesACS 355 frequency inverter quick setup guideBoulos NassarPas encore d'évaluation
- ACS 355 frequency inverter quick setup guideDocument3 pagesACS 355 frequency inverter quick setup guideBoulos NassarPas encore d'évaluation
- Efficiency Package For Solar TrackerDocument2 pagesEfficiency Package For Solar TrackerBoulos NassarPas encore d'évaluation
- Effects of Parameters On Nrel Solar Position Algorithm (Spa) and Simatic S7-1200 Spa - Calc - Sunvector Library AccuracyDocument18 pagesEffects of Parameters On Nrel Solar Position Algorithm (Spa) and Simatic S7-1200 Spa - Calc - Sunvector Library AccuracyBoulos NassarPas encore d'évaluation
- Wiring PDFDocument13 pagesWiring PDFBoulos NassarPas encore d'évaluation
- Battery Desulphator: John Drake Services, IncDocument3 pagesBattery Desulphator: John Drake Services, IncBoulos NassarPas encore d'évaluation
- 19A00142Document1 page19A00142Boulos NassarPas encore d'évaluation
- Lead Acid Battery Desulfator GuideDocument5 pagesLead Acid Battery Desulfator GuidetopazeusPas encore d'évaluation
- AOD Brochure PersulfateDocument16 pagesAOD Brochure PersulfateÖzgür SelviPas encore d'évaluation
- Leaching Spent Batteries Powder Sodium Carbonate CO2Document6 pagesLeaching Spent Batteries Powder Sodium Carbonate CO2Boulos NassarPas encore d'évaluation
- DesulfatorDocument5 pagesDesulfatormad659Pas encore d'évaluation
- Pulse Charge With Single InductorDocument4 pagesPulse Charge With Single Inductorkcarring100% (1)
- Battery Desulphator: John Drake Services, IncDocument3 pagesBattery Desulphator: John Drake Services, IncBoulos NassarPas encore d'évaluation
- Sadelmi Power: List of ReferencesDocument24 pagesSadelmi Power: List of ReferencesBoulos NassarPas encore d'évaluation
- Review On Desulfation of Lead-Acid Battery For HevDocument12 pagesReview On Desulfation of Lead-Acid Battery For Hevstark2006Pas encore d'évaluation
- Waste Handling Cranes: Power Cable Integrated With The DrumDocument1 pageWaste Handling Cranes: Power Cable Integrated With The DrumBoulos NassarPas encore d'évaluation
- 3gaa112312 AeeDocument2 pages3gaa112312 AeeBoulos NassarPas encore d'évaluation
- Split Unit MUE 18HR (6 Pieces)Document1 pageSplit Unit MUE 18HR (6 Pieces)Boulos NassarPas encore d'évaluation
- CAT - C15-500 - EN 500kVADocument1 pageCAT - C15-500 - EN 500kVAAmmar Lateef GakharPas encore d'évaluation
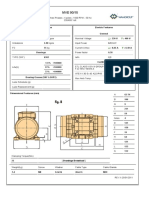
- Mve90 15Document1 pageMve90 15Boulos NassarPas encore d'évaluation
- 3GAA112312 BSE M3aa 112mb 4Document2 pages3GAA112312 BSE M3aa 112mb 4Boulos NassarPas encore d'évaluation
- Lowara ESV 50Hz en LDocument72 pagesLowara ESV 50Hz en LmbgprsmsPas encore d'évaluation
- GBDocument2 pagesGBBoulos NassarPas encore d'évaluation
- Load Cell Cabling Setup and Trimming GuideDocument8 pagesLoad Cell Cabling Setup and Trimming GuideTong Van NgocPas encore d'évaluation
- 3gaa112312 BseDocument2 pages3gaa112312 BseBoulos NassarPas encore d'évaluation
- Silica Gel Emitter PreparationDocument2 pagesSilica Gel Emitter PreparationBoulos NassarPas encore d'évaluation
- Item ModelDocument1 pageItem ModelBoulos NassarPas encore d'évaluation
- Transesterification of Oil TBGDocument6 pagesTransesterification of Oil TBGSPas encore d'évaluation
- NGOs Affiliated To SWCDocument2 555 pagesNGOs Affiliated To SWCMandip marasiniPas encore d'évaluation
- International History 1900-99Document5 pagesInternational History 1900-99rizalmusthofa100% (1)
- Samonte Vs CADocument7 pagesSamonte Vs CAMaricel Caranto FriasPas encore d'évaluation
- PERTANYAAN INTERVIEW WinaDocument2 pagesPERTANYAAN INTERVIEW WinaDidi SetiadiPas encore d'évaluation
- Descartes' Logarithmic Spiral ExplainedDocument8 pagesDescartes' Logarithmic Spiral Explainedcyberboy_875584Pas encore d'évaluation
- STSDSD QuestionDocument12 pagesSTSDSD QuestionAakash DasPas encore d'évaluation
- Is the Prime Minister Too Powerful in CanadaDocument9 pagesIs the Prime Minister Too Powerful in CanadaBen YuPas encore d'évaluation
- Air India CpioDocument5 pagesAir India CpioVicky GautamPas encore d'évaluation
- Product Data: Real-Time Frequency Analyzer - Type 2143 Dual Channel Real-Time Frequency Analyzers - Types 2144, 2148/7667Document12 pagesProduct Data: Real-Time Frequency Analyzer - Type 2143 Dual Channel Real-Time Frequency Analyzers - Types 2144, 2148/7667jhon vargasPas encore d'évaluation
- Integrative Paper Unfolding The SelfDocument11 pagesIntegrative Paper Unfolding The SelfTrentox XXXPas encore d'évaluation
- Southern Railway, Tiruchchirappalli: RC Guards Batch No: 1819045 Paper PresentationDocument12 pagesSouthern Railway, Tiruchchirappalli: RC Guards Batch No: 1819045 Paper PresentationSathya VPas encore d'évaluation
- Ariston Oven ManualDocument16 pagesAriston Oven ManualJoanne JoannePas encore d'évaluation
- Understanding PersonalityDocument318 pagesUnderstanding PersonalityRoxanna12100% (1)
- Biological Control in Brazil An OverviewDocument10 pagesBiological Control in Brazil An OverviewGustavo Ferreira MoraisPas encore d'évaluation
- Doubles and Doppelgangers: Religious Meaning For The Young and OldDocument12 pagesDoubles and Doppelgangers: Religious Meaning For The Young and Old0 1Pas encore d'évaluation
- Duties of Trustees ExplainedDocument39 pagesDuties of Trustees ExplainedZia IzaziPas encore d'évaluation
- Margiela Brandzine Mod 01Document37 pagesMargiela Brandzine Mod 01Charlie PrattPas encore d'évaluation
- St. Helen Church: 4106 Mountain St. Beamsville, ON L0R 1B7Document5 pagesSt. Helen Church: 4106 Mountain St. Beamsville, ON L0R 1B7sthelenscatholicPas encore d'évaluation
- Unit Test 1: Vocabulary & GrammarDocument2 pagesUnit Test 1: Vocabulary & GrammarAlexandraMariaGheorghePas encore d'évaluation
- F77 - Service ManualDocument120 pagesF77 - Service ManualStas MPas encore d'évaluation
- All India Ticket Restaurant Meal Vouchers DirectoryDocument1 389 pagesAll India Ticket Restaurant Meal Vouchers DirectoryShauvik HaldarPas encore d'évaluation
- Global High Temperature Grease Market ReportDocument6 pagesGlobal High Temperature Grease Market ReportHari PurwadiPas encore d'évaluation
- Polyester Staple Fibre Product ListDocument2 pagesPolyester Staple Fibre Product Listnunu7478Pas encore d'évaluation
- Senior SAP Engineer ResumeDocument1 pageSenior SAP Engineer ResumeSatish Acharya NamballaPas encore d'évaluation
- Sach Bai Tap Tieng Anh8 - Mai Lan HuongDocument157 pagesSach Bai Tap Tieng Anh8 - Mai Lan Huongvothithao19750% (1)
- Java Thread Priority in MultithreadingDocument3 pagesJava Thread Priority in MultithreadingMITALI SHARMAPas encore d'évaluation
- Find Bridges in a Graph Using DFSDocument15 pagesFind Bridges in a Graph Using DFSVamshi YadavPas encore d'évaluation
- Diagnostic Test in Mapeh 8: Department of EducationDocument4 pagesDiagnostic Test in Mapeh 8: Department of Educationcarl jayPas encore d'évaluation
- Planned Parenthood Great NorthWestDocument10 pagesPlanned Parenthood Great NorthWestKate AndersonPas encore d'évaluation