Vous aimerez peut-être aussi
- Saudi Aramco Inspection Checklist: Post-Welding Visual Inspection (Plant Piping) SAIC-W-2007 30-Apr-13 WeldDocument6 pagesSaudi Aramco Inspection Checklist: Post-Welding Visual Inspection (Plant Piping) SAIC-W-2007 30-Apr-13 WeldManoj KumarPas encore d'évaluation
- Saudi Aramco Inspection Checklist: In-Process Welding Inspection SAIC-W-2006 30-Apr-13 WeldDocument3 pagesSaudi Aramco Inspection Checklist: In-Process Welding Inspection SAIC-W-2006 30-Apr-13 WeldManoj KumarPas encore d'évaluation
- Saudi Aramco Inspection ChecklistDocument5 pagesSaudi Aramco Inspection ChecklistManoj Kumar100% (1)
- SAIC-W-2006 Rev 0 PDFDocument4 pagesSAIC-W-2006 Rev 0 PDFMidhun K ChandrabosePas encore d'évaluation
- SAIC-W-2085 Pre-Welding Inspection PDFDocument4 pagesSAIC-W-2085 Pre-Welding Inspection PDFkarioke mohaPas encore d'évaluation
- SAIC-W-2006 Rev 8Document4 pagesSAIC-W-2006 Rev 8saravananmenmathiPas encore d'évaluation
- Saudi Aramco Inspection Checklist: Inprocess Welding Inspection - Offshore Structures SAIC-W-1313 WeldDocument1 pageSaudi Aramco Inspection Checklist: Inprocess Welding Inspection - Offshore Structures SAIC-W-1313 Weldkartik_harwani4387Pas encore d'évaluation
- SAIC-H-2014 Rev 7Document3 pagesSAIC-H-2014 Rev 7mohammed siddiqPas encore d'évaluation
- SAIC-W-OFFSHORE STRUCTURAL 2 In-Process Weld InspectionDocument5 pagesSAIC-W-OFFSHORE STRUCTURAL 2 In-Process Weld Inspectionاحمد حسنPas encore d'évaluation
- Saudi Aramco Inspection ChecklistDocument15 pagesSaudi Aramco Inspection ChecklistManoj Kumar100% (1)
- Saudi Aramco Inspection Checklist: Review of Welding Procedure Specification SAIC-W-2001 25-May-05 WeldDocument13 pagesSaudi Aramco Inspection Checklist: Review of Welding Procedure Specification SAIC-W-2001 25-May-05 WeldAnonymous S9qBDVky100% (1)
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection ChecklistJoni Carino SuniPas encore d'évaluation
- Satr-W-2010Document1 pageSatr-W-2010Joni Carino SuniPas encore d'évaluation
- SAIC-L-2035 Rev 6Document2 pagesSAIC-L-2035 Rev 6biplabpal2009Pas encore d'évaluation
- Saudi Aramco Test ReportDocument4 pagesSaudi Aramco Test Reportkarthi51289Pas encore d'évaluation
- SAES-W-012 - Google Search3Document1 pageSAES-W-012 - Google Search3fayceal0% (1)
- Saudi Aramco Inspection ChecklistDocument5 pagesSaudi Aramco Inspection ChecklistManoj KumarPas encore d'évaluation
- Saic-L-2010 Pmi Testing PDFDocument5 pagesSaic-L-2010 Pmi Testing PDFkarioke mohaPas encore d'évaluation
- Saic L 2003Document9 pagesSaic L 2003MAZHARULPas encore d'évaluation
- Saic L 2008 PDFDocument4 pagesSaic L 2008 PDFHesham HelalPas encore d'évaluation
- Satr-W-2008 Atyb TRDocument6 pagesSatr-W-2008 Atyb TRDeo MPas encore d'évaluation
- Ir 175-010000Document2 pagesIr 175-010000Abu Anas M.SalaheldinPas encore d'évaluation
- Saep 323 PDFDocument8 pagesSaep 323 PDFthanga balanPas encore d'évaluation
- 175 030100Document2 pages175 030100Abu Anas M.Salaheldin100% (1)
- Saep 321Document25 pagesSaep 321AbdullahPas encore d'évaluation
- 175 011100Document2 pages175 011100Abu Anas M.SalaheldinPas encore d'évaluation
- 175 010700 PDFDocument2 pages175 010700 PDFAbu Anas M.SalaheldinPas encore d'évaluation
- Saudi Aramco Inspection Checklist: Welding Overlay Workmanship Assessment SAIC-W-2027 31-Aug-11 MechDocument1 pageSaudi Aramco Inspection Checklist: Welding Overlay Workmanship Assessment SAIC-W-2027 31-Aug-11 MechAnonymous 4e7GNjzGWPas encore d'évaluation
- SAIC-LT-2007 LeaK Testing-Vacuum BoxDocument3 pagesSAIC-LT-2007 LeaK Testing-Vacuum BoxKirubhakarPooranamPas encore d'évaluation
- 175 100100 PDFDocument2 pages175 100100 PDFThaksenPas encore d'évaluation
- Saep 1145Document20 pagesSaep 1145Amit shah100% (1)
- Inspection & Testing Requirements: ScopeDocument1 pageInspection & Testing Requirements: ScopeAbu Anas M.SalaheldinPas encore d'évaluation
- Saudi Aramco Inspection Checklist: SAIC-W-2032 24-Jul-18 Weld-Upgrade Aramco JNGLFP Propane System BI-21-00087 MacoDocument7 pagesSaudi Aramco Inspection Checklist: SAIC-W-2032 24-Jul-18 Weld-Upgrade Aramco JNGLFP Propane System BI-21-00087 MacojahaanPas encore d'évaluation
- Saudi Aramco Inspection Checklist: Ferroxyl Test Per ASTM A380 (Overlay Weld Cracking) SAIC-W-2026 31-Aug-11 WeldDocument2 pagesSaudi Aramco Inspection Checklist: Ferroxyl Test Per ASTM A380 (Overlay Weld Cracking) SAIC-W-2026 31-Aug-11 WeldAnonymous 4e7GNjzGW100% (1)
- Saic W 2003Document14 pagesSaic W 2003Mohammed IlliasuddinPas encore d'évaluation
- SAIC-A-2008 Rev 0Document3 pagesSAIC-A-2008 Rev 0Kristine Caye DatarioPas encore d'évaluation
- Saudi Aramco Inspection Checklist Visual Inspection at Test PressureDocument8 pagesSaudi Aramco Inspection Checklist Visual Inspection at Test Pressurekarthi51289Pas encore d'évaluation
- 175 043600Document2 pages175 043600Abu Anas M.SalaheldinPas encore d'évaluation
- Saep 352 PDFDocument15 pagesSaep 352 PDFRami ElloumiPas encore d'évaluation
- 175 060100Document1 page175 060100Abu Anas M.SalaheldinPas encore d'évaluation
- SAEP-379 Quality Issues NotificationDocument4 pagesSAEP-379 Quality Issues NotificationMusic And FunPas encore d'évaluation
- Saudi Aramco Test Report: Welding Rod Oven Calibration/Verification ReportDocument2 pagesSaudi Aramco Test Report: Welding Rod Oven Calibration/Verification ReportJoni Carino Suni100% (1)
- Saep 1146Document8 pagesSaep 1146Amit shahPas encore d'évaluation
- 00 Saip 10aDocument1 page00 Saip 10amalika_00Pas encore d'évaluation
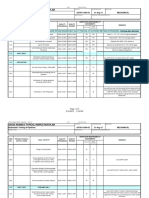
- Saudi Aramco Typical Inspection Plan: Welding of Pipelines SATIP-W-012-01 31-Dec-14 MechanicalDocument10 pagesSaudi Aramco Typical Inspection Plan: Welding of Pipelines SATIP-W-012-01 31-Dec-14 Mechanicalpravin0% (1)
- Oxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupsDocument6 pagesOxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupssanketPas encore d'évaluation
- Saudi Aramco Inspection ChecklistDocument13 pagesSaudi Aramco Inspection ChecklistAli AhmedPas encore d'évaluation
- SAIC-L-2136 Rev 0Document3 pagesSAIC-L-2136 Rev 0philipyapPas encore d'évaluation
- Saudi Aramco Inspection Checklist: Storage and Preservation of Valves SAIC-L-2041 30-Apr-17 MechDocument2 pagesSaudi Aramco Inspection Checklist: Storage and Preservation of Valves SAIC-L-2041 30-Apr-17 Mechsuresh100% (1)
- Saudi Aramco Typical Inspection Plan Cross Country Above Ground PipeliDocument5 pagesSaudi Aramco Typical Inspection Plan Cross Country Above Ground PipeliShahbaz AhmadPas encore d'évaluation
- 175 091300Document2 pages175 091300Abu Anas M.SalaheldinPas encore d'évaluation
- Application Form For CSWIP 5 Year Renewal (Overseas) - v3 1Document7 pagesApplication Form For CSWIP 5 Year Renewal (Overseas) - v3 1Bamarasan ArasanPas encore d'évaluation
- SAIC-A-2009 Rev 2Document5 pagesSAIC-A-2009 Rev 2ரமேஷ் பாலக்காடுPas encore d'évaluation
- Saep 324Document13 pagesSaep 324Up WeldPas encore d'évaluation
- Saep 1146Document8 pagesSaep 1146Ronanki RaviPas encore d'évaluation
- Saudi Aramco Inspection Checklist: Receiving Inspection of Pressure Vessels-External SAIC-D-2002 24-Jul-18 MechDocument2 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Pressure Vessels-External SAIC-D-2002 24-Jul-18 Mechnisha_khanPas encore d'évaluation
- Saic-P-3003 Rev 0 PDFDocument4 pagesSaic-P-3003 Rev 0 PDFHesham HelalPas encore d'évaluation
- Saudi Aramco Inspection Checklist: SAIC-W-2022 24-Mar-16 Weld-In-Process Welding Insp - Weld Overlay & Cladding RestDocument4 pagesSaudi Aramco Inspection Checklist: SAIC-W-2022 24-Mar-16 Weld-In-Process Welding Insp - Weld Overlay & Cladding RestRijwan MohammadPas encore d'évaluation
- SAIC-W-2086 In-Process Welding Inspection PDFDocument5 pagesSAIC-W-2086 In-Process Welding Inspection PDFkarioke mohaPas encore d'évaluation
- Saudi Aramco Inspection Checklist: In-Process Welding Inspection (API Tanks) SAIC-W-2086 31-Aug-11 WeldDocument3 pagesSaudi Aramco Inspection Checklist: In-Process Welding Inspection (API Tanks) SAIC-W-2086 31-Aug-11 WeldAnonymous 4e7GNjzGWPas encore d'évaluation
- 007 SOP For UT in StructureDocument7 pages007 SOP For UT in StructureAbdul Gafoor ShaikhPas encore d'évaluation
- Boiler Hydro Test: Work Components To Be TestedDocument4 pagesBoiler Hydro Test: Work Components To Be TestedAbdul Gafoor ShaikhPas encore d'évaluation
- Quality Control in Fabrication General Erection ProceduresDocument4 pagesQuality Control in Fabrication General Erection ProceduresAbdul Gafoor ShaikhPas encore d'évaluation
- Job Title Reference Code:: Qhse Engineer EC-2001998Document1 pageJob Title Reference Code:: Qhse Engineer EC-2001998Abdul Gafoor ShaikhPas encore d'évaluation
- RCBGM Attest Stat 18092019Document1 pageRCBGM Attest Stat 18092019Abdul Gafoor ShaikhPas encore d'évaluation
- Manual For The Distillation Column: Jørgen K. Johnsen June 21, 2005Document12 pagesManual For The Distillation Column: Jørgen K. Johnsen June 21, 2005Abdul Gafoor ShaikhPas encore d'évaluation
- Boiler Hydro Test-StepsDocument6 pagesBoiler Hydro Test-StepsAbdul Gafoor Shaikh100% (1)
- Abdul Gafoor Ebarahim Procurement Engineer: Mohammed Ashpak Balkunja Mohammed AshifDocument2 pagesAbdul Gafoor Ebarahim Procurement Engineer: Mohammed Ashpak Balkunja Mohammed AshifAbdul Gafoor ShaikhPas encore d'évaluation
- Satip A 004 03 PDFDocument3 pagesSatip A 004 03 PDFAbdul Gafoor ShaikhPas encore d'évaluation
- Current LogDocument1 pageCurrent LogAbdul Gafoor ShaikhPas encore d'évaluation
- NCR 003 NaceDocument4 pagesNCR 003 NaceAbdul Gafoor ShaikhPas encore d'évaluation
- Definitions and Acronyms: Engineering Standards Manual STD-342-100Document9 pagesDefinitions and Acronyms: Engineering Standards Manual STD-342-100Abdul Gafoor ShaikhPas encore d'évaluation
- Failure Mechanisms of C-Steels (API 571)Document90 pagesFailure Mechanisms of C-Steels (API 571)Abdul Gafoor Shaikh50% (2)
- Safety ManualDocument231 pagesSafety ManualAbdul Gafoor ShaikhPas encore d'évaluation
- Near Miss Report FormDocument1 pageNear Miss Report FormAbdul Gafoor ShaikhPas encore d'évaluation
- B.Employee Safety OrientationDocument3 pagesB.Employee Safety OrientationAbdul Gafoor ShaikhPas encore d'évaluation
- Vehicle Inspection Fr5ormDocument1 pageVehicle Inspection Fr5ormAbdul Gafoor ShaikhPas encore d'évaluation
- Industrial Cadre For Operation and MaintenanceDocument3 pagesIndustrial Cadre For Operation and MaintenanceAbdul Gafoor ShaikhPas encore d'évaluation
- 0362 Ekl Pi PaintingDocument5 pages0362 Ekl Pi PaintingAbdul Gafoor ShaikhPas encore d'évaluation
- Near Miss Report FormDocument1 pageNear Miss Report FormAbdul Gafoor ShaikhPas encore d'évaluation
- Weld Parameters Log TemplateDocument1 pageWeld Parameters Log TemplateWeldind LifePas encore d'évaluation
- Welding Procedure Specification's (WPS) : Presented by John Lucas Welding Engineer UTI CorporationDocument30 pagesWelding Procedure Specification's (WPS) : Presented by John Lucas Welding Engineer UTI CorporationMario TanPas encore d'évaluation
- SDAC CONNECTORS BinaryDocument5 pagesSDAC CONNECTORS BinaryJivendra KumarPas encore d'évaluation
- Heco Product Sheet 6302 DIN 11864 DIN 11853 Flange Connections Aseptic DIN 11864 2 O RingsDocument2 pagesHeco Product Sheet 6302 DIN 11864 DIN 11853 Flange Connections Aseptic DIN 11864 2 O RingsUroš ČampragPas encore d'évaluation
- XA-Series-52-53 - BODYWORK - XAS 137 - STANDARD PDFDocument2 pagesXA-Series-52-53 - BODYWORK - XAS 137 - STANDARD PDFRICHARDPas encore d'évaluation
- Welding Procedure Specification (WPS) : Accordance To ISO 15609-1 (Arc Welding)Document1 pageWelding Procedure Specification (WPS) : Accordance To ISO 15609-1 (Arc Welding)Ramzi BEN AHMEDPas encore d'évaluation
- Mechanical and Microstuctural Analysis of Dissimilar Metal Welds PDFDocument9 pagesMechanical and Microstuctural Analysis of Dissimilar Metal Welds PDFsudarshanPas encore d'évaluation
- Welded Connection - 3Document18 pagesWelded Connection - 3Ravi RawatPas encore d'évaluation
- CH8 Screws Fasteners and The Design of Nonpermanent Joints 2015Document129 pagesCH8 Screws Fasteners and The Design of Nonpermanent Joints 2015Anas TubailPas encore d'évaluation
- Manual Partes QUINCYDocument32 pagesManual Partes QUINCYasistecoilcasablancaPas encore d'évaluation
- 02.186 - F - Satr-Nde-2008 Revised (003) 010817 SS JointsDocument2 pages02.186 - F - Satr-Nde-2008 Revised (003) 010817 SS JointsMAZHARULPas encore d'évaluation
- Ansi-Aws A5 - 18-93Document37 pagesAnsi-Aws A5 - 18-93skrkulachiPas encore d'évaluation
- L4740HSTC-3 (Hydrostatic Transmission / Cabin / 2010)Document2 pagesL4740HSTC-3 (Hydrostatic Transmission / Cabin / 2010)Jesse pianoPas encore d'évaluation
- Engineer's Handbook General Part: Torque Specification For Bolted ConnectionsDocument2 pagesEngineer's Handbook General Part: Torque Specification For Bolted ConnectionsenzobvPas encore d'évaluation
- Indexpro List of Project Personnel For The Statutory Inspection of Oil Facilities in Naoc Land and Swamp AreasDocument11 pagesIndexpro List of Project Personnel For The Statutory Inspection of Oil Facilities in Naoc Land and Swamp AreasEdo-Abasi EkerePas encore d'évaluation
- Front View Side View: - M24x100 - 8.8 Na2W - EN ISO 4017Document3 pagesFront View Side View: - M24x100 - 8.8 Na2W - EN ISO 4017Dito NarendraPas encore d'évaluation
- IX H 727 10 Photo Atlas of Weld Appearance FiguresDocument21 pagesIX H 727 10 Photo Atlas of Weld Appearance FiguressexmanijakPas encore d'évaluation
- Fendt Xylon 524 Spare Parts 4Document60 pagesFendt Xylon 524 Spare Parts 4RB Dienstverlening100% (1)
- STD 1104 - Welding of Pipelines and Related FacilitiesDocument43 pagesSTD 1104 - Welding of Pipelines and Related FacilitiesDinesh SinghPas encore d'évaluation
- Bagong Silangan Covered CourtDocument2 pagesBagong Silangan Covered Courtjay vasquezPas encore d'évaluation
- WRR COD 5 Mar 23Document1 pageWRR COD 5 Mar 23YUDI IRMAWANTOPas encore d'évaluation
- Flux Cored Arc Welding (Fcaw)Document8 pagesFlux Cored Arc Welding (Fcaw)Ad Man GeTigPas encore d'évaluation
- Testing Welders For Fusion Welding: Approval ofDocument26 pagesTesting Welders For Fusion Welding: Approval ofValter RamosPas encore d'évaluation
- D11.2-89 R2006 PVDocument8 pagesD11.2-89 R2006 PVluisma1220Pas encore d'évaluation
- Seal Assemblies Web FPRDocument3 pagesSeal Assemblies Web FPRVictor Flores ResendizPas encore d'évaluation
- F-EQC-12 Bottom Liner Inspection ReportDocument1 pageF-EQC-12 Bottom Liner Inspection Reportsamir ranjan dhalPas encore d'évaluation
- Tig 4300i AC/DC DetailsDocument24 pagesTig 4300i AC/DC DetailsaswanthPas encore d'évaluation
- 3in Elamr Drawing Illustration in One FileDocument43 pages3in Elamr Drawing Illustration in One FileusamakhattakPas encore d'évaluation
- Tungsten Inert Gaswelding: AND Submerged Arc WeldingDocument19 pagesTungsten Inert Gaswelding: AND Submerged Arc WeldingSamPas encore d'évaluation