Vous aimerez peut-être aussi
- Motor ZD30Document226 pagesMotor ZD30Oscar jhonyffer Pereda Risco100% (12)
- ZD30Document2 pagesZD30Estefany Ruge Rodríguez0% (1)
- Nissan ZD30 Ddti Esp PDFDocument74 pagesNissan ZD30 Ddti Esp PDFKatherineguer97% (30)
- Apriete de Culata - Apriete Culata Nissan Zd30ddtiDocument3 pagesApriete de Culata - Apriete Culata Nissan Zd30ddtiLeonardo Alca Quispe100% (1)
- Manual Cadena de Tiempo Nissan ZD30Document2 pagesManual Cadena de Tiempo Nissan ZD30Rony Centeno100% (7)
- Nissan zd30 Linea de Comunicación P073 Parte 2Document1 pageNissan zd30 Linea de Comunicación P073 Parte 2Carlos Johan Molina Tapia100% (2)
- Hyundai HD 60-72 diesel engine specsDocument2 pagesHyundai HD 60-72 diesel engine specsJovita Uvijindia92% (12)
- Motor YD22 PDFDocument190 pagesMotor YD22 PDFErwinParis70% (10)
- Motor+2 5Document78 pagesMotor+2 5101716110293% (14)
- Hyundai G4DJ 1.5L 8VDocument6 pagesHyundai G4DJ 1.5L 8Vferran_alfonso100% (3)
- Parte Mecánica Del Motor: SectionDocument299 pagesParte Mecánica Del Motor: SectionAnonymous 7t2BOJb100% (1)
- Diagrama Motor zd30 PDFDocument4 pagesDiagrama Motor zd30 PDFWalter Reynaldo Díaz Reátegui88% (16)
- Em-180 Informacion de Servicio ZD30 Con PDFDocument120 pagesEm-180 Informacion de Servicio ZD30 Con PDFJhony Paredes AlfaroPas encore d'évaluation
- Armado de MotoresDocument136 pagesArmado de MotoresCarlos Alberto CubaPas encore d'évaluation
- Reparacion Del Motor D22 NISSAN DIESELDocument100 pagesReparacion Del Motor D22 NISSAN DIESELWILO MORILLOPas encore d'évaluation
- Toyota 1HD 4.2L 24VDocument6 pagesToyota 1HD 4.2L 24VAlfonso Rectificador60% (5)
- Sistema TiscDocument123 pagesSistema Tiscmiguelx69Pas encore d'évaluation
- Par Apriete 4d34 PDFDocument1 pagePar Apriete 4d34 PDFABASTECER S&S LTDA100% (3)
- Mazda WL T Hoja CalibracionDocument8 pagesMazda WL T Hoja CalibracionVictor Garcia33% (3)
- Manual de Nissan Yd 22Document190 pagesManual de Nissan Yd 22Paz Redry100% (6)
- ISUZU Camiones - Motor 4BD1 - 4BD2 Diesel PDFDocument2 pagesISUZU Camiones - Motor 4BD1 - 4BD2 Diesel PDFGustavo Sandoval88% (8)
- Nissan CD 17 PDFDocument5 pagesNissan CD 17 PDFGenaro GutierrezPas encore d'évaluation
- H1 DataDocument4 pagesH1 Datapankituna5487100% (2)
- Ajuste de Holgura de Valvulas en Motor Mitsubishi 4D56Document4 pagesAjuste de Holgura de Valvulas en Motor Mitsubishi 4D56rrah_7100% (3)
- Torques y órdenes de apriete Isuzu N Series 2,8DDocument2 pagesTorques y órdenes de apriete Isuzu N Series 2,8Dpankituna548775% (4)
- ZD30 2010 PDFDocument10 pagesZD30 2010 PDFRuben Garcia100% (11)
- Armado, Montaje y Especificaciones Del Motor Nissan Td27Document11 pagesArmado, Montaje y Especificaciones Del Motor Nissan Td27Luis Aker83% (18)
- Correa de Distribución de Motor Nissan CD 17Document1 pageCorrea de Distribución de Motor Nissan CD 17sebastian seida100% (3)
- Mitsubishi L200Document3 pagesMitsubishi L200cirilo@rubonett80% (5)
- Sistema de control del motor KA24DEDocument418 pagesSistema de control del motor KA24DEEduardo Junior Obando RomeroPas encore d'évaluation
- Traduccion de Manul para Ajuste Valvulas Motor 4JB1 TCDocument1 pageTraduccion de Manul para Ajuste Valvulas Motor 4JB1 TCLuis MartinezPas encore d'évaluation
- Torques o Aprietes para El Motor Isuzu 6HH1 - ForomecanicosDocument1 pageTorques o Aprietes para El Motor Isuzu 6HH1 - ForomecanicosLudwig Alexander SequeiraPas encore d'évaluation
- Hyundai H1 & Jac Refine (1997-2007) Manual de Taller PDFDocument1 000 pagesHyundai H1 & Jac Refine (1997-2007) Manual de Taller PDFCarolina Romo Jara92% (24)
- Información de Culata Motor 1kdDocument6 pagesInformación de Culata Motor 1kdKeneth MaradiagaPas encore d'évaluation
- Árbol de Levas, SustituciónDocument14 pagesÁrbol de Levas, SustituciónPablo Cuellar Montalbán100% (1)
- Armado Del Motor D6DDocument43 pagesArmado Del Motor D6DJose Garcia Rodriguez86% (7)
- Kd481.05 Preconisations Montage Demontage EsDocument9 pagesKd481.05 Preconisations Montage Demontage EsCristobal Ojeda NautoPas encore d'évaluation
- Manual Desmontaje Motor Puch CobraDocument135 pagesManual Desmontaje Motor Puch Cobratonchu001100% (3)
- Suzuki Ax 100 Manual de ReparacionpdF (087 109) .En - EsDocument27 pagesSuzuki Ax 100 Manual de ReparacionpdF (087 109) .En - EsPabloPas encore d'évaluation
- XP 500 Tmax 2001 MotorDocument10 pagesXP 500 Tmax 2001 MotordemoracingeduPas encore d'évaluation
- Desmontar y montar bomba de inyecciónDocument15 pagesDesmontar y montar bomba de inyecciónAndrea IntriagoPas encore d'évaluation
- Manual Desmontaje Motor Puch Cobra PDFDocument135 pagesManual Desmontaje Motor Puch Cobra PDFIñaki IraolaPas encore d'évaluation
- Suzuki Ax 100 Manual de ReparacionpdF (028 037) .En - EsDocument10 pagesSuzuki Ax 100 Manual de ReparacionpdF (028 037) .En - EsPabloPas encore d'évaluation
- Manual de Calibracion de La Selectora FS5W71Document17 pagesManual de Calibracion de La Selectora FS5W71FelipePas encore d'évaluation
- Diagrama DiferencialDocument12 pagesDiagrama DiferencialElGatoPas encore d'évaluation
- Traduccion Caja 71bDocument24 pagesTraduccion Caja 71brigunuPas encore d'évaluation
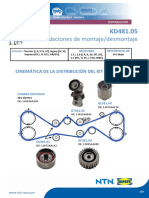
- Recomendaciones de Montaje/desmontaje: Cinemática de La Distribución Del Kit Kd481.05Document9 pagesRecomendaciones de Montaje/desmontaje: Cinemática de La Distribución Del Kit Kd481.05Matias Rodriguez50% (2)
- Motor de ArranqueDocument11 pagesMotor de ArranqueHenry JimenezPas encore d'évaluation
- Ajuste de Motor 3Document16 pagesAjuste de Motor 3Carlos PeñaPas encore d'évaluation
- Desmontaje Bloque de CilindrosDocument6 pagesDesmontaje Bloque de CilindrosFélix CameloPas encore d'évaluation
- Cleider GD CulataDocument4 pagesCleider GD CulataEsteban floresPas encore d'évaluation
- Sincronización del motor PlatinaDocument11 pagesSincronización del motor PlatinaHector Flores de JesusPas encore d'évaluation
- Sincronización Del Motor PlatinaDocument11 pagesSincronización Del Motor PlatinaHector Flores de JesusPas encore d'évaluation
- ManualDocument8 pagesManualMauricio alberto guapachaPas encore d'évaluation
- Sincronización Del Motor PlatinaDocument11 pagesSincronización Del Motor PlatinaHector Flores de JesusPas encore d'évaluation
- Full 1.8 Pte 4Document20 pagesFull 1.8 Pte 4Omar HernándezPas encore d'évaluation
- BMW 320d (E46) PDFDocument6 pagesBMW 320d (E46) PDFVictor TiconaPas encore d'évaluation
- Sincronizacion Motor XTRAILDocument8 pagesSincronizacion Motor XTRAILJuan Carlos Mondragón100% (3)
- Resumen de Del Texto de TransmisionesDocument9 pagesResumen de Del Texto de TransmisionesGustavo CallePas encore d'évaluation
- Mantenimiento del sistema de arranque del motor del vehículo. TMVG0209D'EverandMantenimiento del sistema de arranque del motor del vehículo. TMVG0209Évaluation : 1 sur 5 étoiles1/5 (2)
- Pruebas Precisas Codigo 2111Document4 pagesPruebas Precisas Codigo 2111801400Pas encore d'évaluation
- Conector 175EDocument6 pagesConector 175E801400Pas encore d'évaluation
- Conector 175TDocument2 pagesConector 175T801400Pas encore d'évaluation
- ChasisDocument36 pagesChasisjoana13rPas encore d'évaluation
- Generalidades SedanDocument116 pagesGeneralidades SedanlionardoPas encore d'évaluation
- Visualizador de conectores PCMDocument4 pagesVisualizador de conectores PCM801400Pas encore d'évaluation
- Guía de embrague y caja de cambiosDocument232 pagesGuía de embrague y caja de cambiosCarlos LocoPas encore d'évaluation
- MR295CLIO3Document123 pagesMR295CLIO3martinmgsc9801Pas encore d'évaluation
- Boletin14 FortunerDocument12 pagesBoletin14 FortunerJavier Espinosa100% (1)
- Mr295clio6 PDFDocument61 pagesMr295clio6 PDFtipo3331Pas encore d'évaluation
- Accesorios InterioresDocument25 pagesAccesorios InterioresScribdOscarPas encore d'évaluation
- Captador CableadoDocument1 pageCaptador Cableado801400Pas encore d'évaluation
- Características y mantenimiento vehículo guía completaDocument16 pagesCaracterísticas y mantenimiento vehículo guía completamartinmgsc9801Pas encore d'évaluation
- Mr295clio2 PDFDocument69 pagesMr295clio2 PDFMksiete SalinasPas encore d'évaluation
- 35 GB 18,00 GB: Tu Plan Inesperados Mas L ULTRA MX SM de $103,599Document4 pages35 GB 18,00 GB: Tu Plan Inesperados Mas L ULTRA MX SM de $103,599801400Pas encore d'évaluation
- Esquema Electrico Fiat PalioDocument57 pagesEsquema Electrico Fiat Paliopmanguare91% (226)
- ImprimirDocument1 pageImprimir801400Pas encore d'évaluation
- Subaru Outback 3.0Document3 pagesSubaru Outback 3.0801400Pas encore d'évaluation
- Menus Semanales Equilibrados (Senc)Document11 pagesMenus Semanales Equilibrados (Senc)Gonzalo Crespo100% (2)
- Torques Skoda 1.6Document2 pagesTorques Skoda 1.6801400100% (1)
- BR - BRAKE SYSTEM - En.esDocument89 pagesBR - BRAKE SYSTEM - En.es801400Pas encore d'évaluation
- HP Satinique Anticaidav7 PDFDocument2 pagesHP Satinique Anticaidav7 PDF801400Pas encore d'évaluation
- 190 109741Document2 pages190 109741801400Pas encore d'évaluation
- P0134 Mazda 3 All NewDocument4 pagesP0134 Mazda 3 All New801400100% (1)
- Man Ul PalioDocument258 pagesMan Ul PalioghoyarbidePas encore d'évaluation
- Torques Megane 2 F4RDocument2 pagesTorques Megane 2 F4R80140080% (5)
- Formato 20190719 1858410006689718 6689718 FormatoSAC (1367) PDFDocument1 pageFormato 20190719 1858410006689718 6689718 FormatoSAC (1367) PDF801400Pas encore d'évaluation
- Catálogo de herramientas 2019 de ferretería Las Dos EstrellasDocument67 pagesCatálogo de herramientas 2019 de ferretería Las Dos EstrellasPatricio Alejandro Benavides GuerraPas encore d'évaluation
- Codigo de Fallas RenaultDocument223 pagesCodigo de Fallas RenaultMirian Nacipucha84% (79)
- Serum 3 en 1Document2 pagesSerum 3 en 1Ana MariaPas encore d'évaluation
- Ficha Tecnica Taladro BaukerDocument25 pagesFicha Tecnica Taladro BaukerClaudia CardonaPas encore d'évaluation
- Matriz FODA ISTPADocument2 pagesMatriz FODA ISTPAFrank Zuloaga Estacio100% (1)
- Trujillo (Perú)Document34 pagesTrujillo (Perú)Paúl Núñez100% (1)
- Examen Final EstadisticaDocument36 pagesExamen Final EstadisticaJoselyn VinuezaPas encore d'évaluation
- Dinamica de SistemasDocument2 pagesDinamica de SistemasHyunDarioPas encore d'évaluation
- Matriz de ConsistenciaDocument2 pagesMatriz de ConsistenciaJimmy Llanco OrdoñezPas encore d'évaluation
- FONPLATA - Investor Presentation 2Q-21 Esp Final PDFDocument26 pagesFONPLATA - Investor Presentation 2Q-21 Esp Final PDFAlejandro LopezPas encore d'évaluation
- Pensamiento crítico Caribe: racismo y alternativasDocument7 pagesPensamiento crítico Caribe: racismo y alternativasSebastian Acevedo SalazrPas encore d'évaluation
- Trabajo Colaborativo - Tarea 4 - 212028 - 71Document24 pagesTrabajo Colaborativo - Tarea 4 - 212028 - 71Carlos BarajasPas encore d'évaluation
- Reporte de Certificacion 6 SigmaDocument11 pagesReporte de Certificacion 6 SigmaIsabel RamirezPas encore d'évaluation
- Biomecanica LumbarDocument32 pagesBiomecanica LumbarrafllPas encore d'évaluation
- CFC 16 Educacion Fisica Mat PartDocument53 pagesCFC 16 Educacion Fisica Mat Partulisesm2103Pas encore d'évaluation
- Psu Lenguaje y ComunicacionDocument65 pagesPsu Lenguaje y ComunicacionSandy Liseth SanchezPas encore d'évaluation
- Clase 4Document58 pagesClase 4Ian AguayoPas encore d'évaluation
- Artrosis de Rodilla - Universidad CentralDocument27 pagesArtrosis de Rodilla - Universidad CentralMiguel Angel Luna cusiPas encore d'évaluation
- PLANEACIÓN PRODUCCIÓN FRIDOSADocument38 pagesPLANEACIÓN PRODUCCIÓN FRIDOSAKimberly Kamala89% (9)
- Plan de Desarrollo Pihuamo, Jal. 2021 - 2024Document209 pagesPlan de Desarrollo Pihuamo, Jal. 2021 - 2024Oscar L HurtadoPas encore d'évaluation
- Diseño de Un Embalaje A Partir de Madera TopaDocument13 pagesDiseño de Un Embalaje A Partir de Madera TopaJERT TaurusPas encore d'évaluation
- Pruebas Neuropsicológicas y PsicopedagógicasDocument67 pagesPruebas Neuropsicológicas y PsicopedagógicasAdriana Zubieta Molina100% (3)
- V. Filosofía Árabe y Filosofía JudíaDocument20 pagesV. Filosofía Árabe y Filosofía JudíaHomer KamesPas encore d'évaluation
- Orden de Operación 063 Carnavales Ecosocialista 2024-2Document9 pagesOrden de Operación 063 Carnavales Ecosocialista 2024-2Jannelys CorderoPas encore d'évaluation
- Protocolo ATMDocument17 pagesProtocolo ATMDiego ChiapaPas encore d'évaluation
- Mr. JonesDocument10 pagesMr. JonesRoberto AguirrePas encore d'évaluation
- Estrategias InternacionalizacionDocument32 pagesEstrategias InternacionalizacionSil Justiniano100% (1)
- Análisis situacional de DIRECTV en ColombiaDocument9 pagesAnálisis situacional de DIRECTV en ColombiasuribecPas encore d'évaluation
- Ficha de Aplicación de Personal Social Lunes 08 de Noviembre 2021 5to ADocument6 pagesFicha de Aplicación de Personal Social Lunes 08 de Noviembre 2021 5to AJavier Perez MunozPas encore d'évaluation
- Indicadores de Desempeño - CompressedDocument38 pagesIndicadores de Desempeño - CompressedcecytilinPas encore d'évaluation
- Análisis y Modificación de la ConductaDocument18 pagesAnálisis y Modificación de la ConductamarleimanPas encore d'évaluation
- Hot Dog - AlpacaDocument22 pagesHot Dog - Alpacasandra karinne torres palominoPas encore d'évaluation
- Informe Técnico CalumaDocument12 pagesInforme Técnico CalumaAnonymous gsdppdTPas encore d'évaluation