Vous aimerez peut-être aussi
- Pocket Guide to Preventing Process Plant Materials Mix-upsD'EverandPocket Guide to Preventing Process Plant Materials Mix-upsPas encore d'évaluation
- Hose & Fittings SPECIFICATIONDocument3 pagesHose & Fittings SPECIFICATIONPonnivalavanPas encore d'évaluation
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsD'Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsÉvaluation : 4 sur 5 étoiles4/5 (1)
- Fabricated BogieDocument16 pagesFabricated BogiemailbkraoPas encore d'évaluation
- Cathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesD'EverandCathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- Irst 19 2012Document65 pagesIrst 19 2012krischaever100% (1)
- Irs T19-1994Document24 pagesIrs T19-1994vpmohammed0% (1)
- SECTION 03230 Post-Tensioned TendonsDocument11 pagesSECTION 03230 Post-Tensioned TendonsMohammed Misbahuddin AsifPas encore d'évaluation
- Offshore Mooring ChainDocument33 pagesOffshore Mooring ChainNguyen ThangPas encore d'évaluation
- AMS2411Document9 pagesAMS2411Pankaj Shah100% (1)
- Grounding SpecificationsDocument5 pagesGrounding SpecificationsdhineshPas encore d'évaluation
- Cathodic Protection Galvanic Sacrificial SpecificationDocument6 pagesCathodic Protection Galvanic Sacrificial SpecificationMohamed Alkhawaga100% (1)
- Pig Signaler NigcDocument11 pagesPig Signaler Nigcfatholla593000Pas encore d'évaluation
- 0 Line 13 Conductor Zebra Used in Transmission LinesDocument9 pages0 Line 13 Conductor Zebra Used in Transmission LinesPavithra ShivanPas encore d'évaluation
- Allstate Specification For Astm PDFDocument12 pagesAllstate Specification For Astm PDFZaendals JepitPas encore d'évaluation
- Post Tensioning ManualDocument11 pagesPost Tensioning Manualimzee25100% (7)
- Disc IsulatorDocument11 pagesDisc IsulatorganeshPas encore d'évaluation
- Qcs 2010 Part 8.05 Valves, Penstocks and AppurtenancesDocument18 pagesQcs 2010 Part 8.05 Valves, Penstocks and AppurtenancesRotsapNayrbPas encore d'évaluation
- Tech Specification of 33 KV 800amp Isolators With Without EB 17.06.19Document46 pagesTech Specification of 33 KV 800amp Isolators With Without EB 17.06.19SE O&M Circle Wardha WardhaPas encore d'évaluation
- 01 - I-Line II Catalogue 2020 PDFDocument3 pages01 - I-Line II Catalogue 2020 PDFsajeevi piumikaPas encore d'évaluation
- TS - 11 KV Dead End ClampsDocument6 pagesTS - 11 KV Dead End ClampsAshim BhowmickPas encore d'évaluation
- BuswayDocument5 pagesBuswayuddinnadeemPas encore d'évaluation
- 02 Samss 008Document11 pages02 Samss 008inatt101Pas encore d'évaluation
- Irst 19 1994 11 12 PDFDocument51 pagesIrst 19 1994 11 12 PDFRITES LTD. SITE OFFICE ,ROURKELAPas encore d'évaluation
- Annexure 2A - Prestressing - VOLUME 5-69-84Document16 pagesAnnexure 2A - Prestressing - VOLUME 5-69-84ManukantShrotriyaPas encore d'évaluation
- ICBO Evaluation Service, Inc.: Acceptance Criteria For Grease Duct Enclosure SystemsDocument5 pagesICBO Evaluation Service, Inc.: Acceptance Criteria For Grease Duct Enclosure Systemsthermosol5416Pas encore d'évaluation
- Materials System SpecificationDocument7 pagesMaterials System Specificationaanouar77Pas encore d'évaluation
- La's (9kv 5ka Line Type) (Ot-155)Document12 pagesLa's (9kv 5ka Line Type) (Ot-155)Yaswanth ReddyPas encore d'évaluation
- 40 TS 220V 250 350 Ah Plante Type Lead Acid Battery SetsDocument14 pages40 TS 220V 250 350 Ah Plante Type Lead Acid Battery Setsp41005679Pas encore d'évaluation
- Annexure-A Technical Specifications For Heat Shrinkable Cable Terminations and Joints For 6.6kV, XLPE CablesDocument4 pagesAnnexure-A Technical Specifications For Heat Shrinkable Cable Terminations and Joints For 6.6kV, XLPE CablesHossam AlzubairyPas encore d'évaluation
- Indian Railways: S No. Date/month of Issue Revision /amendment No. Reasons of RevisionDocument24 pagesIndian Railways: S No. Date/month of Issue Revision /amendment No. Reasons of RevisionPremchand BeuraPas encore d'évaluation
- CADWELD Plus Specification R1Document4 pagesCADWELD Plus Specification R1Donald SantanaPas encore d'évaluation
- Sae As1650b-2010Document23 pagesSae As1650b-2010EchoZhangPas encore d'évaluation
- Field Welding of RailDocument4 pagesField Welding of Raildurandm10Pas encore d'évaluation
- Power Transformer Manual PDFDocument82 pagesPower Transformer Manual PDFamulya00428Pas encore d'évaluation
- Allegheny Bradford Corporation: Craftsmen in StainlessDocument11 pagesAllegheny Bradford Corporation: Craftsmen in Stainlessアルビン ベネPas encore d'évaluation
- Preparation For Running CasingDocument3 pagesPreparation For Running CasingYougchu LuanPas encore d'évaluation
- Cathodic Protection Clarifier Specification-Jun 2010Document7 pagesCathodic Protection Clarifier Specification-Jun 2010656665665Pas encore d'évaluation
- Enk-Fab-Pg-006-Design and Fabrication of Metallic Vertical Storage TanksDocument16 pagesEnk-Fab-Pg-006-Design and Fabrication of Metallic Vertical Storage TanksEmic Fotografía y VideoPas encore d'évaluation
- 0.6. TR-18 Stockbridge Type Vibration DampersDocument10 pages0.6. TR-18 Stockbridge Type Vibration Dampersgiorgis072Pas encore d'évaluation
- Tube Fitting Technical SpecificationDocument4 pagesTube Fitting Technical Specificationksivakumar09100% (2)
- Antifog Disc InsulatorDocument35 pagesAntifog Disc InsulatorJayant Kumar DasPas encore d'évaluation
- 8'!? / .or'WHDocument5 pages8'!? / .or'WHFaustino AbadPas encore d'évaluation
- Inspection Check List 3Document22 pagesInspection Check List 3r.devendranPas encore d'évaluation
- Sec612 - Post-Tensioning of Concrete UnitsDocument11 pagesSec612 - Post-Tensioning of Concrete UnitsAmr Adel HameedPas encore d'évaluation
- FL HVAC PIPING INSULATION - Armacell LLC - US.ENDocument39 pagesFL HVAC PIPING INSULATION - Armacell LLC - US.ENCarlos BenitezPas encore d'évaluation
- Gems v-3p0 Exterior Coatings For Buried Carbon Steel PipingDocument14 pagesGems v-3p0 Exterior Coatings For Buried Carbon Steel PipingMochamad TaufikPas encore d'évaluation
- Technical Specification FOR: Aluminium Tubular Bus BarDocument11 pagesTechnical Specification FOR: Aluminium Tubular Bus BarMadhan KannanPas encore d'évaluation
- 11and-22-Kv - LA 0307 Correctn FinalDocument14 pages11and-22-Kv - LA 0307 Correctn FinalSE O&M Circle Wardha WardhaPas encore d'évaluation
- ThermocouplesDocument8 pagesThermocouplesRakesh NayakPas encore d'évaluation
- Substation Filter BankSpecsDocument7 pagesSubstation Filter BankSpecsTudor BostanPas encore d'évaluation
- B2020-TDC-VF-009 Vessel Fabrication R0Document5 pagesB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranPas encore d'évaluation
- 5 Clamps Connectors 220 400kv SsDocument12 pages5 Clamps Connectors 220 400kv SsJaswanth SaiPas encore d'évaluation
- Anchor ShackleDocument11 pagesAnchor ShackleMacan SumatraPas encore d'évaluation
- Weld TechnicsDocument208 pagesWeld TechnicsSiraj Ahamed ShaikPas encore d'évaluation
- A 972 - A 972M - 00 Qtk3mi9botcytqDocument4 pagesA 972 - A 972M - 00 Qtk3mi9botcytqfekihassanPas encore d'évaluation
- Cont'd: IACS Rec. 1986/rev.1, 2004Document1 pageCont'd: IACS Rec. 1986/rev.1, 2004Marlon Alejandro Arboleda TapiaPas encore d'évaluation
- Volume-II, Technical SpecificationsDocument116 pagesVolume-II, Technical SpecificationsNaveen NagisettiPas encore d'évaluation
- BuswaysDocument5 pagesBuswaysAli SaifPas encore d'évaluation
- Sulphur Removal UnitDocument73 pagesSulphur Removal UnitClaudio AmoresePas encore d'évaluation
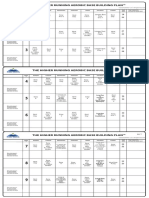
- The Higher Running Aerobic Base Building Plan™: 1.5 Warm-Up, 4 X 100m StridesDocument1 pageThe Higher Running Aerobic Base Building Plan™: 1.5 Warm-Up, 4 X 100m StridesEfrain CorroPas encore d'évaluation
- The Bent Arm Podkatchka - The Russian Strength CircuitDocument2 pagesThe Bent Arm Podkatchka - The Russian Strength CircuitEfrain CorroPas encore d'évaluation
- Weighted BWF V3.0Document7 pagesWeighted BWF V3.0Efrain CorroPas encore d'évaluation
- Ahap: As Heavy As Posible GHD: Glute Hams Development Amrap: As Many Repetion As Posible Wod: Workout of The Day Emom: Every Minute On The MinuteDocument11 pagesAhap: As Heavy As Posible GHD: Glute Hams Development Amrap: As Many Repetion As Posible Wod: Workout of The Day Emom: Every Minute On The MinuteEfrain CorroPas encore d'évaluation
- AS50 SpecDocument1 pageAS50 SpecEfrain CorroPas encore d'évaluation
- 47 5101L VMS10B SubmittalDocument4 pages47 5101L VMS10B SubmittalEfrain CorroPas encore d'évaluation
- 100 615 - DE - Booster - 1pump - Standby - SubmittalDocument10 pages100 615 - DE - Booster - 1pump - Standby - SubmittalEfrain CorroPas encore d'évaluation
- Indicador de Disponibilidad Del Mes de Junio Del 2020Document13 pagesIndicador de Disponibilidad Del Mes de Junio Del 2020Efrain CorroPas encore d'évaluation
- LBPLBPHLBMH Linear Bar Grille SpecificationDocument5 pagesLBPLBPHLBMH Linear Bar Grille SpecificationEfrain CorroPas encore d'évaluation
- VT SpecificationDocument2 pagesVT SpecificationEfrain CorroPas encore d'évaluation
- Lab 10Document1 pageLab 10Efrain CorroPas encore d'évaluation
- Sds Curved Linear Slot Diffuser SpecificationDocument2 pagesSds Curved Linear Slot Diffuser SpecificationEfrain CorroPas encore d'évaluation
- 100 617 - DE - Booster - 3pump - Standby - Submittal PDFDocument10 pages100 617 - DE - Booster - 3pump - Standby - Submittal PDFEfrain CorroPas encore d'évaluation
- 100 611 - DE - Booster - 2pump - SubmittalDocument10 pages100 611 - DE - Booster - 2pump - SubmittalEfrain CorroPas encore d'évaluation
- 100 611 - DE - Booster - 2pump - SubmittalDocument10 pages100 611 - DE - Booster - 2pump - SubmittalEfrain CorroPas encore d'évaluation
- 1207 - RTC-8065 II InglesDocument224 pages1207 - RTC-8065 II InglesGUILHERME SANTOSPas encore d'évaluation
- Day 2 - Evident's Official ComplaintDocument18 pagesDay 2 - Evident's Official ComplaintChronicle Herald100% (1)
- RMC No. 122 2022 9.6.2022Document6 pagesRMC No. 122 2022 9.6.2022RUFO BULILANPas encore d'évaluation
- Perbandingan Implementasi Smart City Di Indonesia: Studi Kasus: Perbandingan Smart People Di Kota Surabaya Dan Kota MalangDocument11 pagesPerbandingan Implementasi Smart City Di Indonesia: Studi Kasus: Perbandingan Smart People Di Kota Surabaya Dan Kota Malanglely ersilyaPas encore d'évaluation
- Milestone BillingDocument3 pagesMilestone BillingJagadeesh Kumar RayuduPas encore d'évaluation
- WKS 8 & 9 - Industrial Dryer 2T 2020-2021Document26 pagesWKS 8 & 9 - Industrial Dryer 2T 2020-2021Mei Lamfao100% (1)
- Arte PoveraDocument13 pagesArte PoveraSohini MaitiPas encore d'évaluation
- Digital Speed Control of DC Motor For Industrial Automation Using Pulse Width Modulation TechniqueDocument6 pagesDigital Speed Control of DC Motor For Industrial Automation Using Pulse Width Modulation TechniquevendiPas encore d'évaluation
- Feb-May SBI StatementDocument2 pagesFeb-May SBI StatementAshutosh PandeyPas encore d'évaluation
- The Ins and Outs Indirect OrvinuDocument8 pagesThe Ins and Outs Indirect OrvinusatishPas encore d'évaluation
- TOK Assessed Student WorkDocument10 pagesTOK Assessed Student WorkPeter Jun Park100% (1)
- ASM1 ProgramingDocument14 pagesASM1 ProgramingTran Cong Hoang (BTEC HN)Pas encore d'évaluation
- Master Thesis On Smart GridDocument6 pagesMaster Thesis On Smart Gridsandraandersondesmoines100% (2)
- Konsep Negara Hukum Dalam Perspektif Hukum IslamDocument11 pagesKonsep Negara Hukum Dalam Perspektif Hukum IslamSiti MasitohPas encore d'évaluation
- CNNPX310R-6P: General SpecificationsDocument5 pagesCNNPX310R-6P: General SpecificationsZoheir KacimiPas encore d'évaluation
- Max9924 Max9927Document23 pagesMax9924 Max9927someone elsePas encore d'évaluation
- Sample TRM All Series 2020v1 - ShortseDocument40 pagesSample TRM All Series 2020v1 - ShortseSuhail AhmadPas encore d'évaluation
- Conference Paper 2Document5 pagesConference Paper 2Sri JayanthPas encore d'évaluation
- (2016) A Review of The Evaluation, Control and Application Technologies For Drillstring S&V in O&G WellDocument35 pages(2016) A Review of The Evaluation, Control and Application Technologies For Drillstring S&V in O&G WellRoger GuevaraPas encore d'évaluation
- Agriculture Vision 2020Document10 pagesAgriculture Vision 20202113713 PRIYANKAPas encore d'évaluation
- Laser Mig - Hybrid - WeldinggDocument26 pagesLaser Mig - Hybrid - WeldinggFeratPas encore d'évaluation
- GeminiDocument397 pagesGeminiJohnnyJC86Pas encore d'évaluation
- A History of The Ecological Sciences, Part 1 - Early Greek OriginsDocument6 pagesA History of The Ecological Sciences, Part 1 - Early Greek OriginskatzbandPas encore d'évaluation
- Office Administration: School-Based AssessmentDocument17 pagesOffice Administration: School-Based AssessmentFelix LawrencePas encore d'évaluation
- The Algorithm Development and Implementation For 3D Printers Based On Adaptive PID ControllerDocument8 pagesThe Algorithm Development and Implementation For 3D Printers Based On Adaptive PID ControllerShahrzad GhasemiPas encore d'évaluation
- History of JavaDocument3 pagesHistory of JavaKyra ParaisoPas encore d'évaluation
- Bulk Separator - V-1201 Method StatementDocument2 pagesBulk Separator - V-1201 Method StatementRoshin99Pas encore d'évaluation
- Highway Journal Feb 2023Document52 pagesHighway Journal Feb 2023ShaileshRastogiPas encore d'évaluation
- Advocating For Appropriate Educational ServicesDocument32 pagesAdvocating For Appropriate Educational ServicesTransverse Myelitis AssociationPas encore d'évaluation
- 27 Points of Difference Between Personnel Management & HRDDocument2 pages27 Points of Difference Between Personnel Management & HRDMurtaza Ejaz33% (3)
- A Place of My Own: The Architecture of DaydreamsD'EverandA Place of My Own: The Architecture of DaydreamsÉvaluation : 4 sur 5 étoiles4/5 (242)
- Laws of UX: Using Psychology to Design Better Products & ServicesD'EverandLaws of UX: Using Psychology to Design Better Products & ServicesÉvaluation : 5 sur 5 étoiles5/5 (9)
- Transformed: Moving to the Product Operating ModelD'EverandTransformed: Moving to the Product Operating ModelÉvaluation : 4 sur 5 étoiles4/5 (1)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneD'EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- Real Life: Construction Management Guide from A-ZD'EverandReal Life: Construction Management Guide from A-ZÉvaluation : 4.5 sur 5 étoiles4.5/5 (4)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialD'EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialPas encore d'évaluation
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedD'EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedÉvaluation : 5 sur 5 étoiles5/5 (1)
- The Aqua Group Guide to Procurement, Tendering and Contract AdministrationD'EverandThe Aqua Group Guide to Procurement, Tendering and Contract AdministrationMark HackettÉvaluation : 4 sur 5 étoiles4/5 (1)
- How to Estimate with RSMeans Data: Basic Skills for Building ConstructionD'EverandHow to Estimate with RSMeans Data: Basic Skills for Building ConstructionÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tD'EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tÉvaluation : 4.5 sur 5 étoiles4.5/5 (27)
- Building Physics -- Heat, Air and Moisture: Fundamentals and Engineering Methods with Examples and ExercisesD'EverandBuilding Physics -- Heat, Air and Moisture: Fundamentals and Engineering Methods with Examples and ExercisesPas encore d'évaluation
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyD'EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyÉvaluation : 4 sur 5 étoiles4/5 (1)
- Building Construction Technology: A Useful Guide - Part 1D'EverandBuilding Construction Technology: A Useful Guide - Part 1Évaluation : 4 sur 5 étoiles4/5 (3)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideD'Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideÉvaluation : 3.5 sur 5 étoiles3.5/5 (7)
- Civil Engineer's Handbook of Professional PracticeD'EverandCivil Engineer's Handbook of Professional PracticeÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AD'EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&APas encore d'évaluation
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureD'EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Estimating Construction Profitably: Developing a System for Residential EstimatingD'EverandEstimating Construction Profitably: Developing a System for Residential EstimatingPas encore d'évaluation
- Piping Engineering Leadership for Process Plant ProjectsD'EverandPiping Engineering Leadership for Process Plant ProjectsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsD'EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)