Vous aimerez peut-être aussi
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Prototyping 3D Printing ProcessesDocument17 pagesPrototyping 3D Printing ProcessesYogesh DanekarPas encore d'évaluation
- Additive ManufacturingDocument64 pagesAdditive ManufacturingYogesh DanekarPas encore d'évaluation
- Bevel and Worm Gear QB 2019Document18 pagesBevel and Worm Gear QB 2019Yogesh DanekarPas encore d'évaluation
- Unit - IV Worm and Worm Gears - MCQs PDFDocument2 pagesUnit - IV Worm and Worm Gears - MCQs PDFYogesh DanekarPas encore d'évaluation
- August 2017Document3 pagesAugust 2017Yogesh DanekarPas encore d'évaluation
- Dme 2Document20 pagesDme 2Yogesh DanekarPas encore d'évaluation
- Ready ProjectDocument76 pagesReady ProjectYogesh DanekarPas encore d'évaluation
- Minutes - of Meeting06!12!2016Document2 pagesMinutes - of Meeting06!12!2016Yogesh DanekarPas encore d'évaluation
- Sunday, July 27, 2014 10:47 AM: Unfiled Notes Page 1Document2 pagesSunday, July 27, 2014 10:47 AM: Unfiled Notes Page 1Yogesh DanekarPas encore d'évaluation
- Library of Student Authored E-Resources For Just-in-Time Learning in Capstone DesignDocument15 pagesLibrary of Student Authored E-Resources For Just-in-Time Learning in Capstone DesignYogesh DanekarPas encore d'évaluation
- To, The Dean Govt. Medical College, MirajDocument1 pageTo, The Dean Govt. Medical College, MirajYogesh DanekarPas encore d'évaluation
- RacDocument6 pagesRacYogesh DanekarPas encore d'évaluation
- 01DIPANSHU CLG - WRK-Model PDFDocument1 page01DIPANSHU CLG - WRK-Model PDFYogesh DanekarPas encore d'évaluation
- Information SourcesDocument2 pagesInformation SourcesYogesh DanekarPas encore d'évaluation
- XQ - Korrk Ok HLKBH Ewy Ekiukph Vko' DRK: 'Kks/Kfuca/KDocument10 pagesXQ - Korrk Ok HLKBH Ewy Ekiukph Vko' DRK: 'Kks/Kfuca/KYogesh DanekarPas encore d'évaluation
- MDDocument5 pagesMDYogesh DanekarPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- NITLeaves 1 To 156Document156 pagesNITLeaves 1 To 156dhananjayPas encore d'évaluation
- SLAManualDocument187 pagesSLAManualfarhadhassan100% (1)
- Ball ValvesDocument4 pagesBall ValvesIgde Agung ChandraPas encore d'évaluation
- LODLOD Church Cost Proposal For Supply of Labor of 6" CHB With Lintel Beam/ColumnDocument1 pageLODLOD Church Cost Proposal For Supply of Labor of 6" CHB With Lintel Beam/ColumnJeve MilitantePas encore d'évaluation
- Swimming Pool Pump & Filter SystemDocument8 pagesSwimming Pool Pump & Filter SystemDedy KristiantoPas encore d'évaluation
- IV I Results Nov 2015Document91 pagesIV I Results Nov 2015Ann ThomasPas encore d'évaluation
- Brock NarrowCorr (Sept 08)Document44 pagesBrock NarrowCorr (Sept 08)betojulioPas encore d'évaluation
- LRVP PowerDocument28 pagesLRVP Powermnbvcx213323Pas encore d'évaluation
- Radome Moisture TesterDocument13 pagesRadome Moisture TesterInterogator5100% (1)
- Chapter 11Document50 pagesChapter 11harish9Pas encore d'évaluation
- Excel To C I For Positive in PutDocument23 pagesExcel To C I For Positive in PuthimanshuPas encore d'évaluation
- Glass & Glazing WorkDocument34 pagesGlass & Glazing WorkPratik ThakkarPas encore d'évaluation
- Code Eac NaceDocument2 pagesCode Eac NaceEvan BuwanaPas encore d'évaluation
- Service Manual: Model Code - Kib19Bp3-CmgDocument11 pagesService Manual: Model Code - Kib19Bp3-Cmgpravin jadavPas encore d'évaluation
- Technician 1956 05Document118 pagesTechnician 1956 05Harish sathelliPas encore d'évaluation
- History of Control EngineeringDocument2 pagesHistory of Control EngineeringAhmed HamoudaPas encore d'évaluation
- Flashcarder Project ProposalDocument2 pagesFlashcarder Project ProposalrydePas encore d'évaluation
- Commander SE - Advanced User Guide PDFDocument195 pagesCommander SE - Advanced User Guide PDFJuan David Ardila TorresPas encore d'évaluation
- Shear Key PDFDocument3 pagesShear Key PDFBijaya RaulaPas encore d'évaluation
- Power Quality Standards in ChinaDocument21 pagesPower Quality Standards in ChinaCarlos Talavera VillamarínPas encore d'évaluation
- Commercial Office Space - Cyber CityDocument8 pagesCommercial Office Space - Cyber CityankurPas encore d'évaluation
- Gear Mechanism Used in Wrist WatchesDocument5 pagesGear Mechanism Used in Wrist WatchesRaja Rv0% (1)
- Physical and Mechanical Characterization of Fresh Bamboo For Infrastructure ProjectsDocument10 pagesPhysical and Mechanical Characterization of Fresh Bamboo For Infrastructure ProjectsLuanna Silva de Pires Campos AlvesPas encore d'évaluation
- Computation For Concrete Mix 120221Document3 pagesComputation For Concrete Mix 120221MASGRO BUILDERSPas encore d'évaluation
- New Premium ListDocument10 pagesNew Premium ListAshwani SainiPas encore d'évaluation
- Astm D 2699 - 01 - Rdi2otktmdeDocument49 pagesAstm D 2699 - 01 - Rdi2otktmdeSamuel EduardoPas encore d'évaluation
- Paradox Pir 476 Dg55 Dg55c Dg65 Dg65c Dg75 Dg75c 476 476pet Atm EtlDocument1 pageParadox Pir 476 Dg55 Dg55c Dg65 Dg65c Dg75 Dg75c 476 476pet Atm EtlTech StarPas encore d'évaluation
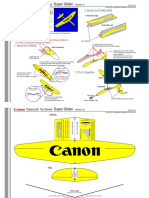
- Planeur Tres Simple PDFDocument3 pagesPlaneur Tres Simple PDFAhmedPas encore d'évaluation
- ACI 232.1 Use of Pozzolans in ConcreteDocument24 pagesACI 232.1 Use of Pozzolans in ConcreteSree Nivas100% (1)
- 6 3 AnswersDocument4 pages6 3 Answersshiwaisanxian100% (1)