Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Wastewater Study GuideDocument46 pagesWastewater Study GuideMohd AkmalPas encore d'évaluation
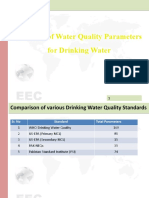
- Water Quality ParameterDocument14 pagesWater Quality ParameterFatima AnwarPas encore d'évaluation
- Sodium: Direct ISE Method Method 8322 10 To 1000 MG/L Na Sodium ISEDocument8 pagesSodium: Direct ISE Method Method 8322 10 To 1000 MG/L Na Sodium ISEFatima AnwarPas encore d'évaluation
- MBBR IFAS Media Retention Screen DesignDocument4 pagesMBBR IFAS Media Retention Screen DesignFatima AnwarPas encore d'évaluation
- SOP AMBL 103A AlkalinityDocument5 pagesSOP AMBL 103A AlkalinityFatima AnwarPas encore d'évaluation
- Chemicals For Substitution of Hazardous ChemicalsDocument6 pagesChemicals For Substitution of Hazardous ChemicalsFatima AnwarPas encore d'évaluation
- There Is No "Away" The Law of Conservation of Matter AND Solid Waste PollutionDocument12 pagesThere Is No "Away" The Law of Conservation of Matter AND Solid Waste PollutionFatima AnwarPas encore d'évaluation
- Velocity Ranges (Metcalf & Eddy) Pressurized Pipe Non-Pressurized Pipe Through Gravity 1 - 3 M/s 0.5 - 1 M/s 0.1 - 0.6 M/sDocument4 pagesVelocity Ranges (Metcalf & Eddy) Pressurized Pipe Non-Pressurized Pipe Through Gravity 1 - 3 M/s 0.5 - 1 M/s 0.1 - 0.6 M/sFatima AnwarPas encore d'évaluation
- Difference Between Types of Trickling FiltersDocument1 pageDifference Between Types of Trickling FiltersFatima AnwarPas encore d'évaluation
- Conservation Strategy of PakistanDocument5 pagesConservation Strategy of PakistanFatima AnwarPas encore d'évaluation
- Filtration: 1. Sand FilterDocument2 pagesFiltration: 1. Sand FilterFatima AnwarPas encore d'évaluation
- Sand CalculationsDocument3 pagesSand CalculationsFatima AnwarPas encore d'évaluation
- Q3 - Week3& 4 LasDocument8 pagesQ3 - Week3& 4 Lasolive escotoPas encore d'évaluation
- Fresh Kills ParkDocument18 pagesFresh Kills Parkheya16Pas encore d'évaluation
- Cheryl Dragon - Sorority Girl Pledge TimeDocument106 pagesCheryl Dragon - Sorority Girl Pledge Timeami_hug_n_kiss0% (3)
- ClimaSys CU - NSYCU1K6Document3 pagesClimaSys CU - NSYCU1K6AleksandrPas encore d'évaluation
- Green Architecture Checklist - CommercialDocument1 pageGreen Architecture Checklist - CommercialAna GoesPas encore d'évaluation
- Study On Attitude of Household Waste Management inDocument8 pagesStudy On Attitude of Household Waste Management inFeshil VanasiwalaPas encore d'évaluation
- Asus FX53V PDFDocument126 pagesAsus FX53V PDFGreg BoschertPas encore d'évaluation
- Stock Count SheetDocument8 pagesStock Count Sheetmalomostephen2Pas encore d'évaluation
- Significant Ships 1995Document104 pagesSignificant Ships 1995Marcel Schmal100% (1)
- Spelling Champ - Grade 4Document23 pagesSpelling Champ - Grade 4Chibuzo Ajibola100% (3)
- Banaras Hindu University: M.Sc. Geography: 2 Years Semester Course Outline, 2013-2014Document28 pagesBanaras Hindu University: M.Sc. Geography: 2 Years Semester Course Outline, 2013-2014upsc iasPas encore d'évaluation
- How To Use Pee in Your GardenDocument20 pagesHow To Use Pee in Your GardenNehuen MapuPas encore d'évaluation
- Free Electricity: Making The Most of A CHP System DesignDocument16 pagesFree Electricity: Making The Most of A CHP System DesignsebascianPas encore d'évaluation
- SMEs in Msia - Ebook ISBN 978-3-659-52051-8Document189 pagesSMEs in Msia - Ebook ISBN 978-3-659-52051-8Pok Wei FongPas encore d'évaluation
- Clariant Produkt (Deutschland) GMBH PDFDocument54 pagesClariant Produkt (Deutschland) GMBH PDFchinmoyd1Pas encore d'évaluation
- Buku Manual Generator Bensin LC 12800 PDFDocument28 pagesBuku Manual Generator Bensin LC 12800 PDFrayendra1974Pas encore d'évaluation
- Mga Halimbawa NG Anapora at KataporaDocument3 pagesMga Halimbawa NG Anapora at KataporaRoxanie Ranido43% (7)
- Group 3 Chapter 1Document26 pagesGroup 3 Chapter 1Johnlyn Faye MascariniasPas encore d'évaluation
- ASEAN GAP FoodSafetyModuleDocument41 pagesASEAN GAP FoodSafetyModuleSokornthea PinPas encore d'évaluation
- Mastersizer-3000-Basic-Guide-English-CE ConformtityDocument4 pagesMastersizer-3000-Basic-Guide-English-CE ConformtitymaritzaPas encore d'évaluation
- DR160 Manual EmailDocument14 pagesDR160 Manual EmailmarkhmcbPas encore d'évaluation
- OK Pos485 User-Manual v1.3Document59 pagesOK Pos485 User-Manual v1.3Costin GrigorePas encore d'évaluation
- Construction: MethodologyDocument18 pagesConstruction: MethodologyAnthony MestiolaPas encore d'évaluation
- Binford 1979 Organization andDocument20 pagesBinford 1979 Organization andisnardisPas encore d'évaluation
- San Fernando City Integrated Solid Waste ManagementDocument16 pagesSan Fernando City Integrated Solid Waste ManagementBelle GatchalianPas encore d'évaluation
- Stray DogDocument303 pagesStray DogWarhammer40k WolfPas encore d'évaluation
- Solid Waste ManagementDocument3 pagesSolid Waste ManagementRhob BaquiranPas encore d'évaluation
- Antipode Volume 43 Issue 5 2011 (Doi 10.1111/j.1467-8330.2011.00900.x) Michelle Yates - The Human-As-Waste, The Labor Theory of Value and Disposability in Contemporary CapitalismDocument17 pagesAntipode Volume 43 Issue 5 2011 (Doi 10.1111/j.1467-8330.2011.00900.x) Michelle Yates - The Human-As-Waste, The Labor Theory of Value and Disposability in Contemporary CapitalismdennistrilloPas encore d'évaluation
- Career Objective: Aamir KhanDocument25 pagesCareer Objective: Aamir KhanHassan AhmadPas encore d'évaluation