Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Delco Remy Diagnostic Procedures Manual PDFDocument32 pagesDelco Remy Diagnostic Procedures Manual PDFjohansen05100% (2)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Construction Safety ChecklistDocument3 pagesConstruction Safety ChecklistbangladragosPas encore d'évaluation
- LNG 9% NickelDocument30 pagesLNG 9% NickelRaka Aja100% (1)
- DWM Solids Control HandbookDocument321 pagesDWM Solids Control HandbookMahmoud Ahmed Ali Abdelrazik100% (1)
- IS 428 Washable DistemperDocument10 pagesIS 428 Washable DistempersunitkghoshPas encore d'évaluation
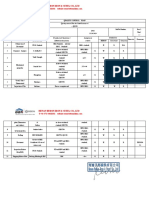
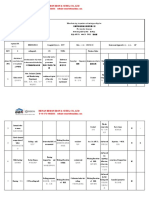
- Valve / Actuator Sizing Summary: Quotation No: FEQ-20-60010-A-1 Customer: 纽威 Project Name: 尼日利亚项目Document6 pagesValve / Actuator Sizing Summary: Quotation No: FEQ-20-60010-A-1 Customer: 纽威 Project Name: 尼日利亚项目RajPas encore d'évaluation
- Effect of Sand Grading On Characteristics of MortarDocument48 pagesEffect of Sand Grading On Characteristics of Mortarmaniram7100% (4)
- Combustion and Explosion Characteristics of Dusts GESTIS-DUST-EX - Edition 2-2001Document22 pagesCombustion and Explosion Characteristics of Dusts GESTIS-DUST-EX - Edition 2-2001micaziv4786Pas encore d'évaluation
- Exercises On Electric Motors.Document11 pagesExercises On Electric Motors.Salman Muneer AhmedPas encore d'évaluation
- Staple Cotton Spinning SystemsDocument24 pagesStaple Cotton Spinning Systemsagga1111Pas encore d'évaluation
- Alacrity Production Systems Limited, Nigeria: Doc No: Rev: R0 Page: 1 of 2Document2 pagesAlacrity Production Systems Limited, Nigeria: Doc No: Rev: R0 Page: 1 of 2RajPas encore d'évaluation
- PW610 PWM BB3 PDFDocument6 pagesPW610 PWM BB3 PDFRajPas encore d'évaluation
- S/N QTY Description Cost /unit Total: 2NR 2NR 2NR 3NR 3NRDocument1 pageS/N QTY Description Cost /unit Total: 2NR 2NR 2NR 3NR 3NRRajPas encore d'évaluation
- Price. Bid: Ce For Pump S Sub.: Pri Pare and PartsDocument2 pagesPrice. Bid: Ce For Pump S Sub.: Pri Pare and PartsRajPas encore d'évaluation
- Saturn Home Appliances: 271b Ajose Adeogun Street, Victoria IslandDocument1 pageSaturn Home Appliances: 271b Ajose Adeogun Street, Victoria IslandRajPas encore d'évaluation
- Jining Xunda Pipe Coating Materials Co.,Ltd: Test Report No. XD191014-01Document2 pagesJining Xunda Pipe Coating Materials Co.,Ltd: Test Report No. XD191014-01RajPas encore d'évaluation
- Jining Xunda Pipe Coating Materials Co.,Ltd: Test Report No. XD191014-02Document2 pagesJining Xunda Pipe Coating Materials Co.,Ltd: Test Report No. XD191014-02RajPas encore d'évaluation
- QWETWEFEWDocument1 pageQWETWEFEWRajPas encore d'évaluation
- Product Certificate (Registered) : Standards Organisation of Nigeria Conformity Assessment ProgrammeDocument1 pageProduct Certificate (Registered) : Standards Organisation of Nigeria Conformity Assessment ProgrammeRajPas encore d'évaluation
- Jining Xunda Pipe Coating Materials Co.,Ltd: Test Report No. XD191014-03Document1 pageJining Xunda Pipe Coating Materials Co.,Ltd: Test Report No. XD191014-03RajPas encore d'évaluation
- WETGFDZSR 27Y英文技术规格书Document28 pagesWETGFDZSR 27Y英文技术规格书RajPas encore d'évaluation
- Technical Specifications: Zoomlion Ztc800V Truck CraneDocument27 pagesTechnical Specifications: Zoomlion Ztc800V Truck CraneRajPas encore d'évaluation
- ZTC250H431 27CSzxFDGHAWERS4GSZDTQ78JHYY英文技术规格书Document17 pagesZTC250H431 27CSzxFDGHAWERS4GSZDTQ78JHYY英文技术规格书RajPas encore d'évaluation
- RWHRESFHGGRVDocument1 pageRWHRESFHGGRVRajPas encore d'évaluation
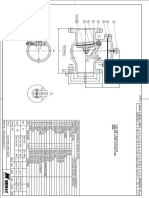
- 200 2BB6R V3 C40 3N662-Model PDFDocument1 page200 2BB6R V3 C40 3N662-Model PDFRajPas encore d'évaluation
- THW444DRTFGHDocument1 pageTHW444DRTFGHRajPas encore d'évaluation
- 360 6S3R, C00 8 (-NRD3-VY1,) - ModelDocument1 page360 6S3R, C00 8 (-NRD3-VY1,) - ModelRajPas encore d'évaluation
- Air Intake System: Systems DataDocument2 pagesAir Intake System: Systems DataRajPas encore d'évaluation
- Luoyang Runcheng Petrochemical Equipment Co., Ltd. Painting ProcedureDocument10 pagesLuoyang Runcheng Petrochemical Equipment Co., Ltd. Painting ProcedureRajPas encore d'évaluation
- NO. Document No. Title of Document / DrawingDocument15 pagesNO. Document No. Title of Document / DrawingRajPas encore d'évaluation
- QCP of Q235B Steel Structural PDFDocument2 pagesQCP of Q235B Steel Structural PDFRajPas encore d'évaluation
- Henan Bebon Iron & Steel Co., LTDDocument6 pagesHenan Bebon Iron & Steel Co., LTDRajPas encore d'évaluation
- QCP of Api5lgr.b PDFDocument8 pagesQCP of Api5lgr.b PDFRajPas encore d'évaluation
- GlulamDocument7 pagesGlulamvergopiPas encore d'évaluation
- What Defines An Industrial GasDocument2 pagesWhat Defines An Industrial GasYuri YamirnovPas encore d'évaluation
- I3 MEGA Quick GuideDocument1 pageI3 MEGA Quick GuideJuan Manuel TalaveraPas encore d'évaluation
- Fulid-Structure Interaction Webinar SlidesDocument37 pagesFulid-Structure Interaction Webinar SlidesHarshit AgrahariPas encore d'évaluation
- F4 C1 LabDocument51 pagesF4 C1 LabChuahSiewHoonPas encore d'évaluation
- Fixed Speed CatalogueDocument26 pagesFixed Speed CatalogueSarfaraz Hoda100% (1)
- HSCDocument13 pagesHSCrexdindigulPas encore d'évaluation
- Sentinel Kinetic MVHR Range Installer & HomeownerDocument8 pagesSentinel Kinetic MVHR Range Installer & HomeowneradikrysiekPas encore d'évaluation
- Masonry Finish: Specification and ContractDocument21 pagesMasonry Finish: Specification and ContractMeynard VillonPas encore d'évaluation
- Hydrocor Type 3 and Type 106 TDS May 08Document2 pagesHydrocor Type 3 and Type 106 TDS May 08Indrayadi AbdillahPas encore d'évaluation
- 2Document60 pages2Al-Amin RazakPas encore d'évaluation
- Safety Data Sheet: Hydrocarbons, C10, Aromatics, 1% NaphthaleneDocument15 pagesSafety Data Sheet: Hydrocarbons, C10, Aromatics, 1% NaphthalenebogodavidPas encore d'évaluation
- Delphi Mt88 Engine Control ModuleDocument2 pagesDelphi Mt88 Engine Control ModuleAngelJosePas encore d'évaluation
- SVN Process Capability Strength ListDocument1 pageSVN Process Capability Strength ListrutujaPas encore d'évaluation
- Report 2506Document12 pagesReport 2506Ari Wibowo NugrohoPas encore d'évaluation
- 11.solid Waste Management PDFDocument4 pages11.solid Waste Management PDFVivek KodoorPas encore d'évaluation
- MMC-Finishes Schedule-R2 220519Document5 pagesMMC-Finishes Schedule-R2 220519Sandip PaulPas encore d'évaluation
- Techinical Guide ZF 078 Thru 150 R410A Predator Single Packaged Unitr (Generation 6) - 528194-Ytg-M-0813Document68 pagesTechinical Guide ZF 078 Thru 150 R410A Predator Single Packaged Unitr (Generation 6) - 528194-Ytg-M-0813Rolando VenegasPas encore d'évaluation
- Product Series MKX: Gear Pump UnitsDocument24 pagesProduct Series MKX: Gear Pump UnitstranceinttPas encore d'évaluation
- Introduction To Production ManagementDocument40 pagesIntroduction To Production ManagementPAUL SHACHELEPas encore d'évaluation
- End BreakageDocument2 pagesEnd BreakageMitu Chowdhury100% (1)