Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Distance Measuring EquipmentDocument12 pagesDistance Measuring Equipmentमेनसन लाखेमरूPas encore d'évaluation
- Language Translation Software Market Industry Size, Share, Growth, Trends, Statistics and Forecast 2014 - 2020Document9 pagesLanguage Translation Software Market Industry Size, Share, Growth, Trends, Statistics and Forecast 2014 - 2020api-289551327Pas encore d'évaluation
- Flexibility and Safety: BERNSTEIN Safety Hinge SwitchesDocument12 pagesFlexibility and Safety: BERNSTEIN Safety Hinge SwitchespiterPas encore d'évaluation
- Lesson 5 T-BeamsDocument7 pagesLesson 5 T-BeamsJoshua John JulioPas encore d'évaluation
- Instructors Special Forces Demolition Training HandbookDocument137 pagesInstructors Special Forces Demolition Training HandbookJames Meadows94% (16)
- Fischer Technical Services Safety ManualDocument15 pagesFischer Technical Services Safety ManualHenry FlorendoPas encore d'évaluation
- Drive Test AnalysisDocument47 pagesDrive Test Analysis3a9aPas encore d'évaluation
- LoftplanDocument1 pageLoftplanapi-228799117Pas encore d'évaluation
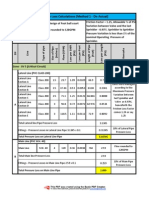
- Friction Loss Calculations of Irrigation Design A Foot Ball CourtDocument13 pagesFriction Loss Calculations of Irrigation Design A Foot Ball Courtmathewmanjooran100% (2)
- Service Manual: Model Code - Kib19Bp3-CmgDocument11 pagesService Manual: Model Code - Kib19Bp3-Cmgpravin jadavPas encore d'évaluation
- SVT-RM10: Remote Control UnitDocument2 pagesSVT-RM10: Remote Control UnitJOGITELEPas encore d'évaluation
- 906 Release InfoDocument3 pages906 Release Infommontasir7417Pas encore d'évaluation
- 350W AmplifierDocument5 pages350W AmplifiermoisesPas encore d'évaluation
- Test PDFDocument6 pagesTest PDFDr. L. Bhanuprakash Reddy100% (1)
- Greenbrier Europe Freight Wagon Catalogue (2018)Document188 pagesGreenbrier Europe Freight Wagon Catalogue (2018)Aaron Hore100% (2)
- Changed Chart(s) Since Disc 16-2012 ADD Added Chart, REV Revised Chart, DEL Deleted Chart. ACT Procedure Ident Index Rev Date Eff DateDocument98 pagesChanged Chart(s) Since Disc 16-2012 ADD Added Chart, REV Revised Chart, DEL Deleted Chart. ACT Procedure Ident Index Rev Date Eff DateFercho Anaya MPas encore d'évaluation
- Fizik F4 P2 (2016)Document19 pagesFizik F4 P2 (2016)AHMAD FAISALPas encore d'évaluation
- Av36d303 SchematicDocument30 pagesAv36d303 SchematicLuis MorenoPas encore d'évaluation
- Operation Guide MSBDocument8 pagesOperation Guide MSBMao RathanithPas encore d'évaluation
- Binary Search of Unsorted ArrayDocument3 pagesBinary Search of Unsorted ArrayGobardhan BaralPas encore d'évaluation
- Astm A182 f22 Class 3Document3 pagesAstm A182 f22 Class 3VõTạPas encore d'évaluation
- Ram Structural SystemDocument234 pagesRam Structural Systemlavy100% (1)
- Pic Attack1Document13 pagesPic Attack1celiaescaPas encore d'évaluation
- Rotarex Certificate - UL EX15624-20131227 FM 200 - 0214Document2 pagesRotarex Certificate - UL EX15624-20131227 FM 200 - 0214Mehmet AltanPas encore d'évaluation
- Feslog - 1508161122 - Fiat Doblo' (Type 223) Cargo 1.3 Mjet 16vDocument19 pagesFeslog - 1508161122 - Fiat Doblo' (Type 223) Cargo 1.3 Mjet 16vraulUTCNPas encore d'évaluation
- Gopakumar 2002Document9 pagesGopakumar 2002mihaela_myky14Pas encore d'évaluation
- TTO-ST-0-SPC-05100 - Structural Steel SpecificationDocument18 pagesTTO-ST-0-SPC-05100 - Structural Steel Specificationsara saravananPas encore d'évaluation
- Mov BiffiDocument177 pagesMov BiffiSKPas encore d'évaluation
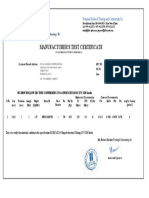
- Manufacturer'S Test Certificate: National Builtech Trading and Contracting CoDocument1 pageManufacturer'S Test Certificate: National Builtech Trading and Contracting CoQc QatarPas encore d'évaluation
- Current Electricity All DerivationsDocument11 pagesCurrent Electricity All DerivationsRonit VaskarPas encore d'évaluation