Vous aimerez peut-être aussi
- Planeacion de La Demanda - Caso Andrew CarterDocument14 pagesPlaneacion de La Demanda - Caso Andrew CarterSilver Panter100% (2)
- Problemas Metas Modelacion-Agosto-Enero 2020 Sin ResultadosDocument5 pagesProblemas Metas Modelacion-Agosto-Enero 2020 Sin ResultadosSofiaPas encore d'évaluation
- Trabajo Gerencia 2Document17 pagesTrabajo Gerencia 2Edwin Galiano67% (3)
- Ejercicios 2º PARCIAL LALDocument30 pagesEjercicios 2º PARCIAL LALalvaro100% (3)
- Caso Andrew Carter, Inc DDomínguez DAtin JWing MFalcónDocument12 pagesCaso Andrew Carter, Inc DDomínguez DAtin JWing MFalcónDivina DominguezPas encore d'évaluation
- Practivas y CasosDocument18 pagesPractivas y CasosVictor Hugo MGomezPas encore d'évaluation
- Ejercicios de Aplicacion Sistema de Periodo FijoDocument6 pagesEjercicios de Aplicacion Sistema de Periodo FijoAlberto DextrePas encore d'évaluation
- Ejercicio de Mezcla y CuelloDocument2 pagesEjercicio de Mezcla y CuelloGabriela ValenciaPas encore d'évaluation
- Turismo Bandú-Mica AcaDocument5 pagesTurismo Bandú-Mica AcaAndrea BogadoPas encore d'évaluation
- Investigación Del Control de Inventarios Método Fifo y PromedioDocument8 pagesInvestigación Del Control de Inventarios Método Fifo y PromedioPaul ChaconPas encore d'évaluation
- Produccion 09 Taller InyTransDocument11 pagesProduccion 09 Taller InyTransJose CuintacoPas encore d'évaluation
- Resueltos Ejercicios Previo Parcial 2021Document17 pagesResueltos Ejercicios Previo Parcial 2021Tomás CurutchetPas encore d'évaluation
- Programación Lineal y TrasporteDocument20 pagesProgramación Lineal y TrasporteKaren Pérez OlveraPas encore d'évaluation
- TC Programación Lineal Entera QMDocument7 pagesTC Programación Lineal Entera QMjavier armandoPas encore d'évaluation
- Proceso de mecanización por arranque de viruta. FMEH0109D'EverandProceso de mecanización por arranque de viruta. FMEH0109Évaluation : 5 sur 5 étoiles5/5 (1)
- Decisiones EstrategicasDocument9 pagesDecisiones EstrategicasJersson HernándezPas encore d'évaluation
- Plan de Firmas Del ProyectoDocument2 pagesPlan de Firmas Del ProyectoLuis CondPas encore d'évaluation
- Ejercicio en LingoDocument7 pagesEjercicio en LingoJersson HernándezPas encore d'évaluation
- Caso#3Document5 pagesCaso#3Isai IzaguirrePas encore d'évaluation
- Lab OratorioDocument16 pagesLab OratorioAriadna KiabhetPas encore d'évaluation
- Laboratorio - InventariosDocument17 pagesLaboratorio - InventariosGustavo Zari AldayPas encore d'évaluation
- Zara - Caso de EstudioDocument1 pageZara - Caso de EstudioEdwardPas encore d'évaluation
- Tarea 2.1 Admon de Op. 2Document9 pagesTarea 2.1 Admon de Op. 2lola manciaPas encore d'évaluation
- Tarea Servicios EmpresarialesDocument14 pagesTarea Servicios EmpresarialesNelson Efrain Valdiviezo Andino100% (2)
- Caso Andrew CarterDocument1 pageCaso Andrew CarterYeisonPas encore d'évaluation
- Preguntas AngelaresDocument8 pagesPreguntas AngelaresJoan Rizos PuertoPas encore d'évaluation
- Tercer Examen Parcial IO II Ramírez Vargas KarlaDocument6 pagesTercer Examen Parcial IO II Ramírez Vargas KarlaKarlaPas encore d'évaluation
- Almacén ABC Casos - Equipo3Document32 pagesAlmacén ABC Casos - Equipo3Ximena MendezPas encore d'évaluation
- Caso de Estudio Capitulo 12 YudioDocument4 pagesCaso de Estudio Capitulo 12 YudioCarolina RiveraPas encore d'évaluation
- Estudio Tiempo - Ejercicios Tipo PruebaDocument5 pagesEstudio Tiempo - Ejercicios Tipo PruebaFernando Llanquinao CastroPas encore d'évaluation
- Capacidad de ProduccionDocument11 pagesCapacidad de ProduccionBarbara BarrientosPas encore d'évaluation
- 12.5 La Escuela de Capacitación en Computadoras de William Beville, Con Sede en Tiene enDocument3 pages12.5 La Escuela de Capacitación en Computadoras de William Beville, Con Sede en Tiene enIzumi NyaPas encore d'évaluation
- Practica 05Document6 pagesPractica 05Llanos Guevara IvanPas encore d'évaluation
- Información de La Unidad 3, de ApoyoDocument24 pagesInformación de La Unidad 3, de ApoyoCarrie Sanders100% (2)
- Ejercicios Resuelto Anabel2Document7 pagesEjercicios Resuelto Anabel2Almarys Malave100% (2)
- Ejercic Softw T4Document14 pagesEjercic Softw T4Veronica ManjarrezPas encore d'évaluation
- Formato para Ejercicios 3 PDFDocument18 pagesFormato para Ejercicios 3 PDFAlex HerediaPas encore d'évaluation
- 645 Ejercicios%2bpara%2blaboratorio%2b-%2bincluye%2bpropuestosDocument8 pages645 Ejercicios%2bpara%2blaboratorio%2b-%2bincluye%2bpropuestosKevin Quelal0% (2)
- Practica PrincipalDocument23 pagesPractica PrincipalAlex MontevillaPas encore d'évaluation
- Trabajo de Inv de Operaciones IIDocument11 pagesTrabajo de Inv de Operaciones IIShayna Dyian Ramirez GenesPas encore d'évaluation
- Universidad Tecnologica de Panama: Planeación AgregadaDocument9 pagesUniversidad Tecnologica de Panama: Planeación AgregadaJesús CanoPas encore d'évaluation
- Caso Bradford Manufacuring - Planeacion de La Produccion FabrilDocument2 pagesCaso Bradford Manufacuring - Planeacion de La Produccion FabrilRicardo Alfredo Loayza Gallegos0% (1)
- Modelo de Inventario de Un Solo PeriodoDocument17 pagesModelo de Inventario de Un Solo PeriodoDerecho Ica0% (1)
- Taller 3 IODocument1 pageTaller 3 IOAndres Villanueva0% (1)
- Tarea Semana 2 PDFDocument4 pagesTarea Semana 2 PDFRichard DelgadoPas encore d'évaluation
- Ultima PracticaDocument11 pagesUltima PracticaWilder PokaPas encore d'évaluation
- Examen Medio T Rmino ResuletoDocument10 pagesExamen Medio T Rmino ResuletoHeos GamesPas encore d'évaluation
- 3 Problema de Plan de ProduccionDocument6 pages3 Problema de Plan de ProduccionJesus CastañedaPas encore d'évaluation
- Ejercicios de Planeamiento AgregadoDocument5 pagesEjercicios de Planeamiento AgregadoMelaniePas encore d'évaluation
- Hoja de Trabajo IO 2 MetasDocument4 pagesHoja de Trabajo IO 2 Metasiris100% (1)
- Planeacion Agregada de VentasDocument10 pagesPlaneacion Agregada de VentasDaline Rojas AseffPas encore d'évaluation
- FGHJDocument2 pagesFGHJpinedaPas encore d'évaluation
- II Exámen Parcial Administracion P 1Document6 pagesII Exámen Parcial Administracion P 1Vilma Rosa Figueroa ArnedoPas encore d'évaluation
- Examen de Mesa - SEM - I - 2014Document1 pageExamen de Mesa - SEM - I - 2014Ronald Huanca CallePas encore d'évaluation
- Datos Del Ejercicio DatosDocument4 pagesDatos Del Ejercicio Datoserick nuñez0% (1)
- CASO Diseño de Un Sistema de Distribución Analítica CSDocument3 pagesCASO Diseño de Un Sistema de Distribución Analítica CSVanessa Kasandra Pulcha MontenegroPas encore d'évaluation
- Taller Cadenas de Suministro Esbeltas y SustentablesDocument5 pagesTaller Cadenas de Suministro Esbeltas y SustentablesmaironPas encore d'évaluation
- Asignacion #2Document2 pagesAsignacion #2Jahzeel MatiasPas encore d'évaluation
- Ejercicios ColasDocument3 pagesEjercicios ColasAlex SanchezPas encore d'évaluation
- Modelos para Toma de Decisiones PDFDocument25 pagesModelos para Toma de Decisiones PDFJhossiel MartineauPas encore d'évaluation
- Grupo 1 PlanificacionDocument4 pagesGrupo 1 PlanificacionCristian Enrique CarrascoPas encore d'évaluation
- Prueba 2 Sem1-2021 GO IDocument3 pagesPrueba 2 Sem1-2021 GO INaoto MikaPas encore d'évaluation
- Ejercicios de Aplicados A MineriaDocument26 pagesEjercicios de Aplicados A MineriaJosé AbantoPas encore d'évaluation
- Laboratorio 23Document6 pagesLaboratorio 23Andi LizarragaPas encore d'évaluation
- CiteDocument3 pagesCiteJersson HernándezPas encore d'évaluation
- Acta de Entrega de MaterialesDocument2 pagesActa de Entrega de MaterialesJersson HernándezPas encore d'évaluation
- Taller Grupal Analisis de Riesgos AmbientalesDocument5 pagesTaller Grupal Analisis de Riesgos AmbientalesJersson Hernández0% (1)
- Valoración ComplexométricaDocument4 pagesValoración ComplexométricaJersson HernándezPas encore d'évaluation
- 061-EVC vs2Document38 pages061-EVC vs2Jersson HernándezPas encore d'évaluation
- 061 EntrevistaDocument24 pages061 EntrevistaJersson HernándezPas encore d'évaluation
- HIDROXIDOSDocument10 pagesHIDROXIDOSJersson HernándezPas encore d'évaluation
- GeoResearch Comparativo Las Condes Julio 2018Document8 pagesGeoResearch Comparativo Las Condes Julio 2018BioBioChilePas encore d'évaluation
- Actividades AlmacenDocument12 pagesActividades AlmacenYerson Cristobal VicentePas encore d'évaluation
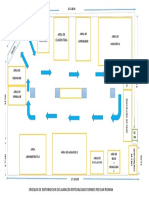
- Croquis Interno de Almacen Especializado Sismed Red San RomanDocument1 pageCroquis Interno de Almacen Especializado Sismed Red San RomanFrzes Llachi80% (5)
- 3-Rótulos para Envío de Retiros Woden Medellín .Document15 pages3-Rótulos para Envío de Retiros Woden Medellín .Logística Inversa Edatel MedellínPas encore d'évaluation
- Semana 10 - Allied Stationery ProductsDocument9 pagesSemana 10 - Allied Stationery ProductsMon MayaPas encore d'évaluation
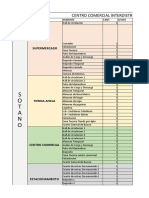
- Directorio Centros ComercialesDocument14 pagesDirectorio Centros Comercialesivancho310Pas encore d'évaluation
- Consorcio Ajani - Matriz de Trazabilidad de Registros - Electromecanico 19-11-21Document13 pagesConsorcio Ajani - Matriz de Trazabilidad de Registros - Electromecanico 19-11-21El ToTe Alvarado TeranPas encore d'évaluation
- Vincar de Movimeinto de Almacen Ascencion MayoDocument32 pagesVincar de Movimeinto de Almacen Ascencion Mayonelly roxanaPas encore d'évaluation
- Listado Del Personal Capacitado SsomaDocument8 pagesListado Del Personal Capacitado SsomaRENZO CONDO PALOMINOPas encore d'évaluation
- DISTRIBUCIONDocument54 pagesDISTRIBUCIONJonathanD.SalazarPas encore d'évaluation
- Reporte Diario Ronso Enero Original (1) 19.01.2021Document43 pagesReporte Diario Ronso Enero Original (1) 19.01.2021jorge quinteroPas encore d'évaluation
- L Primer Centro Comercial de La Historia Fue El Mercado de TrajanoDocument1 pageL Primer Centro Comercial de La Historia Fue El Mercado de TrajanoRouz PintoPas encore d'évaluation
- Inventario 05-06-23-Tienda 2BDocument4 pagesInventario 05-06-23-Tienda 2BFAUSTO PARRAPas encore d'évaluation
- RN Puntos Autorizados Elecciones Congreso 2022Document8 pagesRN Puntos Autorizados Elecciones Congreso 2022Daniela Gallo100% (2)
- Volumetria 30 de AGOSTODocument709 pagesVolumetria 30 de AGOSTONatalia SalazarPas encore d'évaluation
- Informe LevantamientoDocument11 pagesInforme LevantamientoJoshuá GiordanoPas encore d'évaluation
- Evidencia 2 Workshop Understanding The Distribution Center Layout V2Document9 pagesEvidencia 2 Workshop Understanding The Distribution Center Layout V2Sandrita Leal Hdez88% (8)
- 5-El Almacen en Red Logistica - OkDocument30 pages5-El Almacen en Red Logistica - OkJavier Leonardo EffioPas encore d'évaluation
- Trabajo Estadistica Und 1Document158 pagesTrabajo Estadistica Und 1Luis CameloPas encore d'évaluation
- Técnicas de PatrullaDocument22 pagesTécnicas de Patrulladavidapazaapaza850Pas encore d'évaluation
- Almacen TallerDocument142 pagesAlmacen TallerMauro Holgado QuispePas encore d'évaluation
- Dashboard HC Diario - UlmaDocument18 pagesDashboard HC Diario - UlmaMarco Uchofen AlbrizzioPas encore d'évaluation
- Distribuciones de Variables - IESADocument180 pagesDistribuciones de Variables - IESAmarioPas encore d'évaluation
- 2.tesis Centro ComercialDocument6 pages2.tesis Centro ComercialRosa Blanca TrevejoPas encore d'évaluation
- Diagrama GanttDocument6 pagesDiagrama GanttYenny ArocaPas encore d'évaluation
- Ficha Tecnica 2023 CorrectoDocument299 pagesFicha Tecnica 2023 CorrectoDany TapiaPas encore d'évaluation
- Venta de Crocs en HondurasDocument1 pageVenta de Crocs en HondurasfolskanPas encore d'évaluation