Vous aimerez peut-être aussi
- Dana Corporation: SKB SKB 16MAR11 14OCT11-Sec 5.1 ESSTV - EP026 1 of 7Document7 pagesDana Corporation: SKB SKB 16MAR11 14OCT11-Sec 5.1 ESSTV - EP026 1 of 7LynettePas encore d'évaluation
- Production ProcessDocument10 pagesProduction ProcessSakshi G AwasthiPas encore d'évaluation
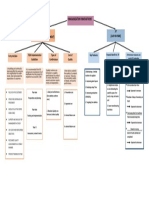
- Business & Management Mind Map - W4Document1 pageBusiness & Management Mind Map - W4Diva Tertia AlmiraPas encore d'évaluation
- Quality Control of BuildingDocument7 pagesQuality Control of BuildingsrikanthPas encore d'évaluation
- A Review On Factors Involved in Equipmen PDFDocument5 pagesA Review On Factors Involved in Equipmen PDFsumit gundPas encore d'évaluation
- Rehmat PresentationDocument1 pageRehmat PresentationHassan bhattiPas encore d'évaluation
- 2.seamless Integration Daniel NilssonDocument20 pages2.seamless Integration Daniel Nilssonleon tagorePas encore d'évaluation
- Sustainable Buildings: The Logical Choice ForDocument11 pagesSustainable Buildings: The Logical Choice ForMurali KrishnanPas encore d'évaluation
- Addendum Qcm-001 February 2019 FinalDocument40 pagesAddendum Qcm-001 February 2019 Finalgonzalez_m_aPas encore d'évaluation
- Product Verification Center BrochureDocument12 pagesProduct Verification Center BrochureJoão SaterPas encore d'évaluation
- Quality Management Audit For Automotive Oem 30% Drop in Product Defects - 0Document1 pageQuality Management Audit For Automotive Oem 30% Drop in Product Defects - 0saravananPas encore d'évaluation
- Risk Assessment in Automobile IndustryDocument35 pagesRisk Assessment in Automobile IndustryDarshit ThakkarPas encore d'évaluation
- Effective Implementation of Risk Based Inspection (Rbi) Approach in Asset Integrity Management of Oil and Gas FacilitiesDocument6 pagesEffective Implementation of Risk Based Inspection (Rbi) Approach in Asset Integrity Management of Oil and Gas Facilitiesamin110110Pas encore d'évaluation
- XPMX-C0902 Change Control ProcedureDocument49 pagesXPMX-C0902 Change Control ProcedureDiego Fernando Vázquez BravoPas encore d'évaluation
- Abhimanyu CV1608 QMSDocument2 pagesAbhimanyu CV1608 QMSabhimanyu mishraPas encore d'évaluation
- 14Q PrincipleDocument32 pages14Q PrincipleSakthy Aruna50% (2)
- Commissioning Qualification Validation Blue PaperDocument12 pagesCommissioning Qualification Validation Blue PaperVarun ZotaPas encore d'évaluation
- (Asce) TQM 1Document6 pages(Asce) TQM 1Jesus sagiliPas encore d'évaluation
- Best Practices in Capital Equipment CommissioningDocument8 pagesBest Practices in Capital Equipment CommissioningBramJanssen76Pas encore d'évaluation
- Of Computersystems. Quality, To: IntegratedDocument2 pagesOf Computersystems. Quality, To: IntegratedChadaram JagadishPas encore d'évaluation
- Operational Acceptance Testing WhitepaperDocument11 pagesOperational Acceptance Testing WhitepaperAryanPas encore d'évaluation
- CMT Merged-2 1Document7 pagesCMT Merged-2 1MerickPas encore d'évaluation
- IRC IH Oct 2018-11-18Document8 pagesIRC IH Oct 2018-11-18rohitPas encore d'évaluation
- Robo Lab CementDocument11 pagesRobo Lab CementMohammed AlkhafajiPas encore d'évaluation
- C. Manufactured: 2. Handling and Storage of MaterialsDocument1 pageC. Manufactured: 2. Handling and Storage of MaterialsCiv PaesPas encore d'évaluation
- Veracity RBIDocument5 pagesVeracity RBIREKIA SAICHIPas encore d'évaluation
- Master Sheet Process Audit Check SheetDocument11 pagesMaster Sheet Process Audit Check SheetRakesh S100% (1)
- Management System Manual: Title Doc. No. ProcessDocument2 pagesManagement System Manual: Title Doc. No. ProcessZina CabreraPas encore d'évaluation
- Process of Quality PlanningDocument5 pagesProcess of Quality PlanningVasant bhoknalPas encore d'évaluation
- CFR Clausewise 483 Observation (Not Limited)Document6 pagesCFR Clausewise 483 Observation (Not Limited)marielaPas encore d'évaluation
- FSQ - mdl.004 ISO TS 22002-1 Awareness V BahasaDocument66 pagesFSQ - mdl.004 ISO TS 22002-1 Awareness V BahasaErmawati WidodoPas encore d'évaluation
- Need of Inspection-Types and PrinciplesDocument28 pagesNeed of Inspection-Types and PrinciplesVishal KarmakarPas encore d'évaluation
- Alumina APC Application at Alunorte (BRA) by Honeywell by 2Document5 pagesAlumina APC Application at Alunorte (BRA) by Honeywell by 2cbqucbquPas encore d'évaluation
- Cost Chapter 6 PDFDocument1 pageCost Chapter 6 PDFDada ManatadPas encore d'évaluation
- 214-04a - CORRECTIVE AND PREVENTIVE ACTIONDocument9 pages214-04a - CORRECTIVE AND PREVENTIVE ACTIONyusuf.yuzuakPas encore d'évaluation
- Folleto de InglesDocument4 pagesFolleto de InglesDilan VargasPas encore d'évaluation
- LEI Contractor QC Plan574264890Document32 pagesLEI Contractor QC Plan574264890Marzelino InoferioPas encore d'évaluation
- Stevenson7ce PPT Ch10Document61 pagesStevenson7ce PPT Ch10Joe Kenneth San JuanPas encore d'évaluation
- NEC3 (4 Defects)Document15 pagesNEC3 (4 Defects)jasminetso100% (1)
- Commissioning Federal Facilities Chiller (PQ)Document19 pagesCommissioning Federal Facilities Chiller (PQ)Yu-Chih PuPas encore d'évaluation
- WHAT IS AN INSPECTION AND TEST PLAN & HOW TO PREPARE ONE - Quality and ConstructionDocument9 pagesWHAT IS AN INSPECTION AND TEST PLAN & HOW TO PREPARE ONE - Quality and ConstructionÖmeralp SakPas encore d'évaluation
- List of Changes Upload File 260609Document3 pagesList of Changes Upload File 260609C P ChandrasekaranPas encore d'évaluation
- Validation and VerificationDocument14 pagesValidation and VerificationpadungekPas encore d'évaluation
- TRL & MRLDocument1 pageTRL & MRLeagle novaPas encore d'évaluation
- Basics of Quality Control & Quality AssuranceDocument40 pagesBasics of Quality Control & Quality AssuranceDipPas encore d'évaluation
- Quality/Reliability Program: Our PhilosophyDocument6 pagesQuality/Reliability Program: Our PhilosophyKrisztina MkPas encore d'évaluation
- Resume Jegatheeshwaran PalanisamyDocument2 pagesResume Jegatheeshwaran PalanisamyNithish KuttanPas encore d'évaluation
- 1726 3187 1 SMDocument6 pages1726 3187 1 SMFrly HdytPas encore d'évaluation
- JD KRA LAB TeamDocument27 pagesJD KRA LAB TeamANILPas encore d'évaluation
- CD-00519-002 Anh N en 2018-07-06Document2 pagesCD-00519-002 Anh N en 2018-07-06Nicole de Castro RoveriPas encore d'évaluation
- Dec For RaghavDocument22 pagesDec For RaghavVivek SagayarajPas encore d'évaluation
- Real-Time Optimization of Automatic ControlDocument9 pagesReal-Time Optimization of Automatic ControlRiad BOUZIDIPas encore d'évaluation
- Basic Concepts of Quality Assurance and Quality Control QA and QC - Best Editable Construction QHSE Documentation PortalDocument25 pagesBasic Concepts of Quality Assurance and Quality Control QA and QC - Best Editable Construction QHSE Documentation PortalMohamedPas encore d'évaluation
- Construction Project Management Review TQM Procedure - Best Editable Construction QHSE Documentation PortalDocument9 pagesConstruction Project Management Review TQM Procedure - Best Editable Construction QHSE Documentation PortalMohamedPas encore d'évaluation
- MR Aseem MagowDocument13 pagesMR Aseem MagowSanjay KumarPas encore d'évaluation
- Method Statement Marble Fixing - Quality and ConstructionDocument13 pagesMethod Statement Marble Fixing - Quality and ConstructionumitPas encore d'évaluation
- Implementasi Metode QCC Untuk Menurunkan Jumlah Sisa Sampel Pengujian CompoundDocument11 pagesImplementasi Metode QCC Untuk Menurunkan Jumlah Sisa Sampel Pengujian CompoundDaffa AjiPas encore d'évaluation
- Blueprint For Measuring Project Quality: Peer-Reviewed PaperDocument6 pagesBlueprint For Measuring Project Quality: Peer-Reviewed Paperkazi masumPas encore d'évaluation
- Quality in IT Projects Cheat Sheet: by ViaDocument2 pagesQuality in IT Projects Cheat Sheet: by ViadilaPas encore d'évaluation
- Busn214 Week03Document1 394 pagesBusn214 Week03sarav10Pas encore d'évaluation
- India Auto Component SupplierDocument10 pagesIndia Auto Component Suppliersarav10Pas encore d'évaluation
- Advancement Phase Trader Level Max Daily Position Size: BeginnerDocument15 pagesAdvancement Phase Trader Level Max Daily Position Size: Beginnersarav10Pas encore d'évaluation
- Stock Screens 080217Document50 pagesStock Screens 080217sarav10Pas encore d'évaluation
- SMR Exam Content Update: Andy Nourse, CPI February 20, 2009Document14 pagesSMR Exam Content Update: Andy Nourse, CPI February 20, 2009sarav10Pas encore d'évaluation
- SOL LogicDocument21 pagesSOL LogicJa RiveraPas encore d'évaluation
- SweetenersDocument23 pagesSweetenersNur AfifahPas encore d'évaluation
- Illustrating An Experiment, Outcome, Sample Space and EventDocument9 pagesIllustrating An Experiment, Outcome, Sample Space and EventMarielle MunarPas encore d'évaluation
- Jackson V AEGLive - May 10 Transcripts, of Karen Faye-Michael Jackson - Make-up/HairDocument65 pagesJackson V AEGLive - May 10 Transcripts, of Karen Faye-Michael Jackson - Make-up/HairTeamMichael100% (2)
- Clockwork Dragon's Expanded ArmoryDocument13 pagesClockwork Dragon's Expanded Armoryabel chabanPas encore d'évaluation
- Dwnload Full Principles of Economics 7th Edition Frank Solutions Manual PDFDocument35 pagesDwnload Full Principles of Economics 7th Edition Frank Solutions Manual PDFmirthafoucault100% (8)
- India TeenagersDocument3 pagesIndia TeenagersPaul Babu ThundathilPas encore d'évaluation
- Apron CapacityDocument10 pagesApron CapacityMuchammad Ulil AidiPas encore d'évaluation
- Triaxial Shear TestDocument10 pagesTriaxial Shear TestAfiqah Nu'aimiPas encore d'évaluation
- C2 - Conveyors Diagram: Peso de Faja Longitud de CargaDocument1 pageC2 - Conveyors Diagram: Peso de Faja Longitud de CargaIvan CruzPas encore d'évaluation
- Cyber Briefing Series - Paper 2 - FinalDocument24 pagesCyber Briefing Series - Paper 2 - FinalMapacheYorkPas encore d'évaluation
- Disassembly Procedures: 1 DELL U2422HB - U2422HXBDocument6 pagesDisassembly Procedures: 1 DELL U2422HB - U2422HXBIonela CristinaPas encore d'évaluation
- DeliciousDoughnuts Eguide PDFDocument35 pagesDeliciousDoughnuts Eguide PDFSofi Cherny83% (6)
- Science 4 Diagnostic/Achievement TestDocument5 pagesScience 4 Diagnostic/Achievement TestGe PebresPas encore d'évaluation
- Durex 'S Marketing Strategy in VietnamDocument45 pagesDurex 'S Marketing Strategy in VietnamPham Nguyen KhoiPas encore d'évaluation
- FIRST SUMMATIVE EXAMINATION IN ORAL COMMUNICATION IN CONTEXT EditedDocument3 pagesFIRST SUMMATIVE EXAMINATION IN ORAL COMMUNICATION IN CONTEXT EditedRodylie C. CalimlimPas encore d'évaluation
- Apple Change ManagementDocument31 pagesApple Change ManagementimuffysPas encore d'évaluation
- Guyana and The Islamic WorldDocument21 pagesGuyana and The Islamic WorldshuaibahmadkhanPas encore d'évaluation
- Music CG 2016Document95 pagesMusic CG 2016chesterkevinPas encore d'évaluation
- Astm B19Document6 pagesAstm B19Davor IbarraPas encore d'évaluation
- Prevention of Waterborne DiseasesDocument2 pagesPrevention of Waterborne DiseasesRixin JamtshoPas encore d'évaluation
- Patrick Meyer Reliability Understanding Statistics 2010Document160 pagesPatrick Meyer Reliability Understanding Statistics 2010jcgueinj100% (1)
- Application Form InnofundDocument13 pagesApplication Form InnofundharavinthanPas encore d'évaluation
- PDF Chapter 5 The Expenditure Cycle Part I Summary - CompressDocument5 pagesPDF Chapter 5 The Expenditure Cycle Part I Summary - CompressCassiopeia Cashmere GodheidPas encore d'évaluation
- Congenital Cardiac Disease: A Guide To Evaluation, Treatment and Anesthetic ManagementDocument87 pagesCongenital Cardiac Disease: A Guide To Evaluation, Treatment and Anesthetic ManagementJZPas encore d'évaluation
- ISO 27001 Introduction Course (05 IT01)Document56 pagesISO 27001 Introduction Course (05 IT01)Sheik MohaideenPas encore d'évaluation
- Sveba Dahlen - SRP240Document16 pagesSveba Dahlen - SRP240Paola MendozaPas encore d'évaluation
- Evs ProjectDocument19 pagesEvs ProjectSaloni KariyaPas encore d'évaluation
- Training For Humans Guide: FAQ's How Many Sets/reps Should I Do Per Exercise?Document28 pagesTraining For Humans Guide: FAQ's How Many Sets/reps Should I Do Per Exercise?Paulo Pires100% (1)
- 15 Day Detox ChallengeDocument84 pages15 Day Detox ChallengeDanii Supergirl Bailey100% (4)
- Well Control for Completions and InterventionsD'EverandWell Control for Completions and InterventionsÉvaluation : 4 sur 5 étoiles4/5 (10)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsD'EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsPas encore d'évaluation
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemD'EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemPas encore d'évaluation
- Sodium Bicarbonate: Nature's Unique First Aid RemedyD'EverandSodium Bicarbonate: Nature's Unique First Aid RemedyÉvaluation : 5 sur 5 étoiles5/5 (21)
- A Complete Guide to Safety Officer Interview Questions and AnswersD'EverandA Complete Guide to Safety Officer Interview Questions and AnswersÉvaluation : 4 sur 5 étoiles4/5 (1)
- Process Plant Equipment: Operation, Control, and ReliabilityD'EverandProcess Plant Equipment: Operation, Control, and ReliabilityÉvaluation : 5 sur 5 étoiles5/5 (1)
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisD'EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisÉvaluation : 5 sur 5 étoiles5/5 (1)
- Guidelines for Chemical Process Quantitative Risk AnalysisD'EverandGuidelines for Chemical Process Quantitative Risk AnalysisÉvaluation : 5 sur 5 étoiles5/5 (1)
- Pulp and Paper Industry: Emerging Waste Water Treatment TechnologiesD'EverandPulp and Paper Industry: Emerging Waste Water Treatment TechnologiesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Water-Based Paint Formulations, Vol. 3D'EverandWater-Based Paint Formulations, Vol. 3Évaluation : 4.5 sur 5 étoiles4.5/5 (6)
- The Perfumed Pages of History: A Textbook on Fragrance CreationD'EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationÉvaluation : 4 sur 5 étoiles4/5 (1)
- An Applied Guide to Water and Effluent Treatment Plant DesignD'EverandAn Applied Guide to Water and Effluent Treatment Plant DesignÉvaluation : 5 sur 5 étoiles5/5 (4)
- Redefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesD'EverandRedefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesPas encore d'évaluation
- Rules of Thumb for Maintenance and Reliability EngineersD'EverandRules of Thumb for Maintenance and Reliability EngineersÉvaluation : 4.5 sur 5 étoiles4.5/5 (12)
- Phase Equilibria in Chemical EngineeringD'EverandPhase Equilibria in Chemical EngineeringÉvaluation : 4 sur 5 étoiles4/5 (11)
- A New Approach to HAZOP of Complex Chemical ProcessesD'EverandA New Approach to HAZOP of Complex Chemical ProcessesPas encore d'évaluation
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsD'EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsPas encore d'évaluation
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlD'EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlÉvaluation : 4 sur 5 étoiles4/5 (4)
- Distillation Design and Control Using Aspen SimulationD'EverandDistillation Design and Control Using Aspen SimulationÉvaluation : 5 sur 5 étoiles5/5 (2)
- Physical and Chemical Equilibrium for Chemical EngineersD'EverandPhysical and Chemical Equilibrium for Chemical EngineersÉvaluation : 5 sur 5 étoiles5/5 (1)
- Fundamentals of Risk Management for Process Industry EngineersD'EverandFundamentals of Risk Management for Process Industry EngineersPas encore d'évaluation
- Fun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksD'EverandFun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksPas encore d'évaluation